渤海油田腐蚀磨损套管剩余强度计算
2024-04-16李文涛
李文涛
(中海油安全技术服务有限公司,天津 300457)
0 引言
目前渤海油田在役井井数多,部分井服役时间长,且随着服役时间逐年增加,套管腐蚀越来越严重,环空带压问题越来越突出。在生产过程中,套管长期处于高温、高压环境,并与含CO2或H2S等腐蚀性物质的地层流体接触,大大加快了套管的腐蚀,导致套管频繁失效,带来了巨大的经济损失和安全隐患[1]。另外在钻井和修井作业期间,钻柱无论是在井中钻进还是起下钻,都将无法避免与套管内壁接触产生摩擦而引起磨损,钻柱屈曲严重时不仅是钻柱接头,就连钻杆本体也会因与内壁接触产生摩擦磨损。在套管磨损和套管腐蚀的双重作用下,加快了套管壁厚减薄的速度。目前国内外学者对油套管剩余强度相关研究已相对成熟,但主要研究只是针对腐蚀或磨损单一方面对套管强度的影响,目前已有的油管腐蚀模型都以H2S、CO2分压作为主控因素[2-8],而渤海油田大部分地区不含H2S,CO2含量较少,另外其腐蚀计算方法不能有效反应渤海油田油气井强度实际情况。因此,本文以渤海油田环空异常带压自喷井为例,通过对该井套管剩余强度的核算,建立起渤海油田油气井套管剩余强度的计算方法,有效指导海上油田安全生产。
1 套管腐蚀分析
目前渤海油田油套管设计使用的半经验腐蚀预测模型,如下所示。为中海油企业标准中的“De.Warrd模型的腐蚀速率预测模型”和“长期腐蚀速率预测模型”。
1.1 基于De.Warrd模型的腐蚀速率预测模型
该模型基于De.Warrd模型,其中一定CO2分压下纯水溶液的pH值可按式(1)计算:
式(1)中,pHCO2表示某CO2分压下溶解于纯水的pH值;T表示温度,℃;PCO2表示CO2分压,MPa。
不同材质在不同温度和CO2分压条件下的短期腐蚀速率计算见式(2)~式(6):
(1)碳钢腐蚀速率预测模型:
(2)1Cr腐蚀速率预测模型:
(3)3Cr腐蚀速率预测模型:
(4)9Cr腐蚀速率预测模型:
(5)13Cr腐蚀速率预测模型:
上述式中,R表示腐蚀速率,mm/a;T表示温度,℃;PCO2表示CO2分压,MPa;pHCO2表示某CO2分压下溶解于纯水的pH值。
1.2 长期腐蚀速率预测模型
根据1.1预测模型计算得出短期平均腐蚀速率后,需转换成长期平均腐蚀速率。不同温度和不同CO2分压条件下的长期平均腐蚀速率计算模型不同,式(7)~式(9)分别给出碳钢、1Cr和3Cr材质在90℃、CO2分压为0.6MPa条件下的长期腐蚀速率计算模型:
(1)碳钢长期腐蚀速率计算模型:
(2)1Cr长期腐蚀速率计算模型:
(3)3Cr长期腐蚀速率计算模型:
式中:Ryear表示腐蚀速率,mm/a;T表示温度,℃;PCO2表示CO2分压,MPa;pHCO2表示某CO2分压下溶解于纯水的pH值。其他条件下的长期腐蚀速率计算模型采用“短期腐蚀速率比”作为修正系数。
上述不适用于9Cr和13Cr材质的长期腐蚀速率的计算,主要原因是不锈钢的耐蚀性主要由通过其表面的钝化膜阻碍腐蚀过程的进行,后期的失重量几乎不会增长,与低铬钢的表面的铬富集腐蚀产物膜耐蚀机理不同,失重量函数的表达形式也不同。钝化膜的形成速度快,短期测试的腐蚀速率非常低,通常短期测试的腐蚀速率为10-2mm级。对于这类不锈钢的选材依据,主要是测试其是否发生点蚀,若不发生点蚀,厚度损失不会引起油管和套管的强度失效。
2 套管磨损分析
2.1 套管磨损特点
套管磨损常发生在技术套管,通过室内磨损实验和现场实践经验,套管磨损具有以下特点:
(1)套管磨损不是因钻杆往复起下钻引起的,往复磨损比因旋转钻杆引起的磨损小得多;
(2)磨损量与钻杆接头给套管壁的侧向力和滑动距离的乘积成正比,与材料的硬度成反比;
(3)在相似条件下,P110套管比N80易磨损,而N80比K55易磨损。也就是说高强度套管较易磨损,而高强度套管往往设计的壁厚较薄,因此需要特别关注;
(4)套管磨损大小与钻井液中含砂量关系不大;
(5)在油基钻井液中的磨损比水基钻井液中磨损得更快。
2.2 套管磨损预测模型
套管磨损量计算模型按下式计算:
式中:V表示金属磨损量,m3;E表示磨损效率,无量纲,m3;H表示布氏硬度,Pa;K表示滑动摩擦系数,无量纲;F表示侧向力,N;L表示滑动距离,m;
3 管柱强度计算模型
3.1 抗挤强度计算模型
抗挤强度主要是材料屈服强度和管材的径厚比D/δ的函数,API5C3标准的抗挤压准则由4个挤毁区域组成,各区域以屈服强度和径厚比为加以区分,如图1所示。

图1 抗挤强度随D/δ的变化关系
(1)屈服挤毁强度值
当(Dc/δ)≤(Dc/δ)yp时:
式中:(Dc/δ)yp表示屈服挤毁与塑性挤毁交点的径厚比;Pco抗挤强度,MPa;Yp表示管材屈服强度,MPa;Dc表示油套管外径,mm;δ表示油套管壁厚,mm;
(2)塑性挤毁强度值
式中:(Dc/δ)pt表示塑性挤毁与过渡挤毁交点的径厚比;A、B、C表示过程参数;
(3)过渡挤毁强度值
式中:(Dc/δ)te表示过渡挤毁与弹性挤毁交点的径厚比;F、G表示过程参数;
(4)弹性挤毁强度值
当(Dc/δ)≥(Dc/δ)te时:
3.2 抗内压强度计算模型
抗内压强度计算公式如下:
式中:Pbo表示抗内压强度,MPa。
4 现场应用
4.1 实例井基本情况
2D井采用244.48mm×N80钢级技术套管和177.80mmN80钢级生产尾管,生产套管/尾管柱原始最小抗内压强度分别为47.3MPa和56.2MPa,原始最小抗外挤强度分别为32.7MPa和48.4MPa。2D井钻井液体系及钻具组合如表1和表2所示。

表1 钻井液体系

表2 2D井钻具组合表
其中,2D井二氧化碳分压如图2所示。

图2 2D井二氧化碳历年分压
4.2 实例井套管腐蚀速率
根据二氧化碳分压划分两个阶段,第一阶段:投产初前期中低二氧化碳分压阶段,该阶段为1992年-2006年,平均二氧化碳分压0.06MPa,套管腐蚀速率如图3所示。

图3 2D井技术套管/生产尾管第一阶段腐蚀速率
第二阶段:投产中后期低二氧化碳分压阶段,该阶段为2006~2019年,平均二氧化碳分压0.01MPa,套管腐蚀速率如图4所示。

图4 2D井技术套管/生产尾管第二阶段腐蚀速率
综合以上技术套管/生产尾管的两个阶段的腐蚀情况,得到该井技术套管/生产尾管剩余壁厚与井深的关系曲线如图5所示。

图5 2D井技术套管/生产尾管剩余壁厚与井深关系曲线
4.3 腐蚀影响下套管/生产尾管剩余强度
由第3部分管柱强度计算模型,得到套管柱抗内压强度随井深增加逐渐降低,技术套管柱最小抗内压强度减小到41.99MPa,降低了11.23%,生产尾管柱最小抗内压强度减小到48.18MPa,降低了14.27%;技术套管柱最小抗外挤强度减小到24.00MPa,降低了26.61%,生产尾管柱最小抗内压强度减小到34.29MPa,降低了29.15%。
4.4 实例井套管磨损剩余壁厚
根据钻井液类型及钻进参数,得到该井生产套管/尾管剩余壁厚随井深变化的曲线如图6和所示,2D井在999米左右磨损最严重的,壁厚磨损量在0.13mm左右,剩余壁厚11.86mm。
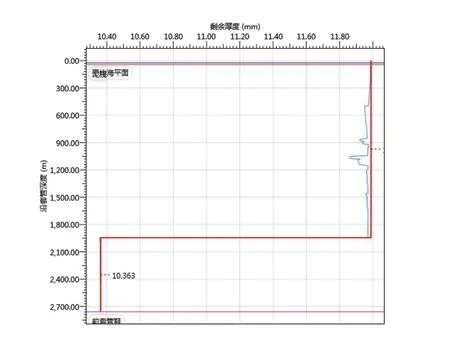
图6 生产套管/尾管磨损剩余壁厚随井深变化曲线
由第3部分管柱强度计算模型,2D井生产套管/尾管仅考虑磨损后在999米左右剩余抗内压强度达到最小为46.83MPa,剩余抗外挤强度达到最小32.64MPa。
4.5 实例井套管腐蚀和磨损叠加后剩余强度
结合3.2计算所得生产套管/尾管腐蚀速率和3.3计算所得套管磨损后剩余壁厚,根据式(12)、式(13)和式(14)计算得到在当前服役年限29年及目前生产工况下,生产套管/尾管/尾管腐蚀和磨损叠加后剩余抗内压强度如图7所示,生产套管/尾管在244.48mm N-80生产套管底部剩余抗内压强度达到最小,为41.92MPa;剩余抗外挤强度如图8,生产套管/尾管在244.48mm N-80生产套管底部剩余抗外挤强度达到最小,为23.92MPa。
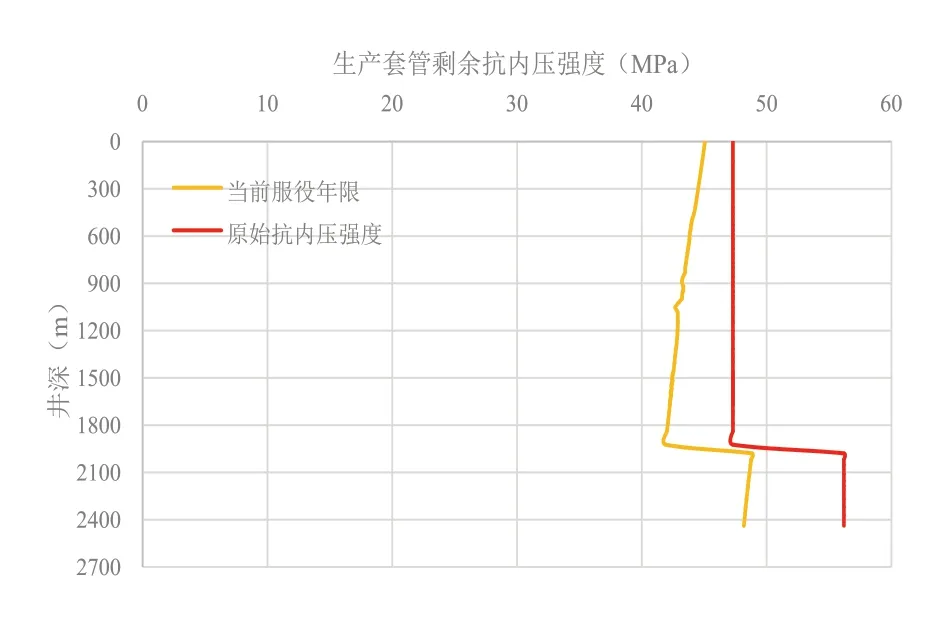
图7 2D井生产套管/尾管腐蚀和磨损叠加后剩余抗内压强度
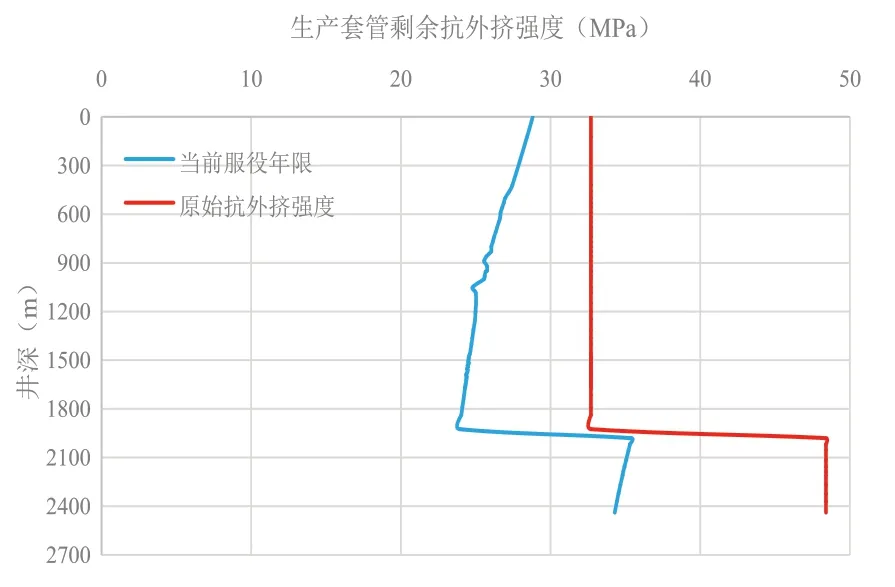
图8 2D井生产套管/尾管腐蚀和磨损叠加后剩余抗外挤强度
4.6 剩余抗内压安全系数
取抗内压安全值为1.25,由图9可知,考虑腐蚀和磨损后生产套管/尾管抗内压安全系数大于安全值,满足抗内压要求。
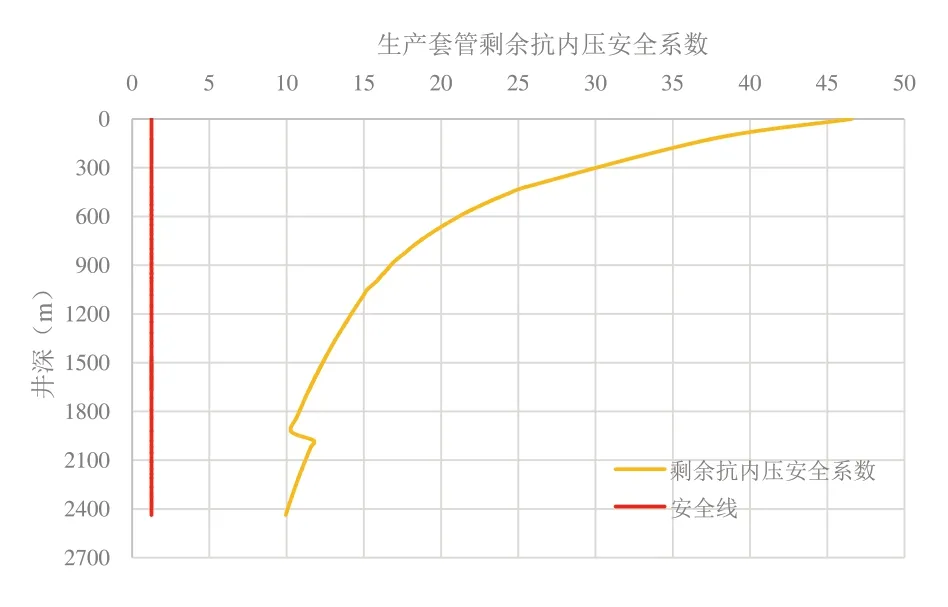
图9 2D井生产套管/尾管腐蚀和磨损叠加后剩余抗内压安全系数
5 结语
套管以腐蚀为主要因素,磨损发生在套管下深中部的情况下,磨损对套管中部剩余强度有影响,磨损和腐蚀因素叠加后对套管整体最小剩余强度几乎无影响。如果磨损发生在套管底部的情况下,磨损和腐蚀因素叠加后对套管整体最小剩余强度影响较大。