一种新型棒料填装装置的设计
2024-04-15郭蒙飞杜江恒
郭蒙飞 杜江恒
摘 要:【目的】为了解决棒料填装过程中填装装置适用性差、填装速度慢、棒料损伤率较大等问题,设计一款结构简单、功能齐全的棒料填装装置。【方法】新型棒料填装装置由上推送单元和下推送单元两部分组成,上推送单元包括上支撑板、上连接推板、上连接板、上推板、上导轨、线性驱动单元一,下推送单元包括下支撑板、线性驱动单元二、下导轨、下连接推板、下连接板、下推板一、下推板二、下推板三。该装置实现了将料库中存储的棒料一次性推送填装至空容器内的功能。【结果】经过滤棒生产线联机调试,达到了棒料填装过程速度快、填装速度高和棒料损伤率低等效果。【结论】试验结果表明:新型滤棒填装装置结构简单、操作方便;填装速度和精度大幅提高;满足多种长度规格滤棒的填装需求;填装后的棒料堆叠规则、排列整齐,降低了滤棒的损伤率。
关键词:滤棒填装装置;推送单元;滤棒规格;损伤率
中图分类号:TS43 文献标志码:A 文章编号:1003-5168(2024)04-0055-04
DOI:10.19968/j.cnki.hnkj.1003-5168.2024.04.010
Design of a New Type of Bar Filling Device
GUO Mengfei DU Jiangheng
(Xuchang Tobacco Mschinery Co., Ltd., Xuchang 461000, China)
Abstract: [Purposes] To solve the problems of poor applicability, slow filling speed and high bar damage rate of the filling device in the production process of filter rods, the filling device with simple structure and complete functions is designed. [Methods] The new filter rod filling device is composed of an upper pushing unit and a lower pushing unit. The upper pushing unit includes an upper support plate, an upper connecting push plate,an upper connecting plate,an upper push plate,an upper guide rail and a linear driving unit1. The lower pushing unit includes a lower support plate,a linear driving unit 2, a lower guide rail,a lower push plate,a lower connecting push plate,a lower push plate 1, a lower push plate 2 and a lower push plate 3. This device realizes the function of pushing and filling the filter rod in the materrial warehouse into the empty container. [Findings] After online debugging of the filter rod production line, the effects of fast rod filling process, high filling speed and low rod damage rate are realized. [Conclusions] The test results show that: the new filter rod filling device has simple structure and convenient operation; filling speed and accuracy are both greatly improved ; the device meets the filling requirements of filter rods of various length specifications ; the rods filled are stacked regularly and arranged neatly, which reduces the damage rate of the filter rod.
Keywords: filter rod filling device; pushing unit; filter rod specification; damage rate
0 引言
在濾棒生产加工过程中,为了解决设备生产线上、下游设备不配套的问题,需要配置用于存储或接收棒料的设备或装置,用于棒料的缓存,收纳后的容器可运转到下游的存储库或生产线上。由于国内烟草行业超高速卷包生产线的推广应用和高速辅联类设备的普及,以及市场对个性化需求的增加,对收纳类容器的数量和规格需求日益剧增,对于棒料的损伤率控制情况也提出了更高要求[1]。但目前市场上传统填装装置由于设计原理和结构限制,不能根据容器规格大小进行灵活变化,需要一种规格容器对应一种相应设备,导致设备种类增多,生产、存放、管理成本增加。传统填装装置的填装速度低、滤棒损伤率高也制约了设备的继续使用[2]。为此,通过设计一种全新结构的滤棒填装装置,以期提高滤棒装填效率,降低滤棒的损伤率以及降低生产线上人工工作强度。
1 问题分析
目前,国内滤棒生产企业使用的棒料装盘设备主要有两种:日本生产的FF30装盒机类和COMFLEX系列产品。YJ36型装盘机、日本SANJO公司生产的FF30装盘机、韩国JK公司的装盒机,其工作原理及结构形式均相同,都属于FF30装盒机类,均为通过推板一次推送填装三排棒料,棒料并非直接装入盘盒,而是通过棒料的惯性进入盘盒内,这类推送填装方式要求推板必须以一定速度碰撞棒料,才能实现填装,棒料会受到一定的冲击力[3]。这种填装结构在装填棒料过程中存在以下问题:推送装置不能直接把滤棒推送到盘盒内,滤棒需要依靠惯性滑行一段距离才能进入盘盒内,造成滤棒在盘盒内存在乱棒、空洞多等现象;盘盒内填装的滤棒在填装时受到的冲击力较大,使滤棒受损率增高;推板一次只能推送三排棒料,装盘速度较低;上述装盘机在填装过程中,填装机构对上游棒状制品流的节流均采用相应规格辊子对的变距对棒料进行拦截,这种截流方式会出现夹棒、掉棒和挤棒等现象。
2 改进方法
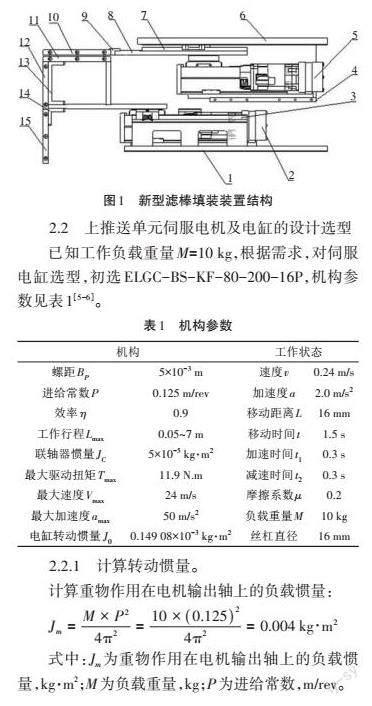
2.1 新设计填装装置结构
新型滤棒填装装置主要由上推送单元和下推送单元两部分组成,如图1所示[4]。上推送单元由线性驱动单元一5、上支撑板6、上导轨7、上连接推板8、上连接板9、上推板10组成,线性驱动单元一5固定在支撑板4上、上导轨7固定在上支撑板6上,上连接推板8、上连接板9、上推板10组成第一组合推板,第一组合推板固定在线性驱动单元一5的运动执行块上,并与上导轨7的滑块连接,线性驱动单元一5驱动第一组合推板实现前移或退回功能;下推送单元由下支撑板1、线性驱动单元二2、下导轨3、下推板一11、下推板二12、下连接板13、下连接推板14、下推板三15组成,线性驱动单元二2和下导轨3固定在下支撑板1上,下推板一11、下推板二12、下连接板13、下连接推板14、下推板三15组成第二组合推板,第二组合推板固定在线性驱动单元二2的运动执行块上,并与下导轨3的滑块连接,线性驱动单元二2驱动第二组合推板实现前移和后退等功能。
2.2 上推送单元伺服电机及电缸的设计选型
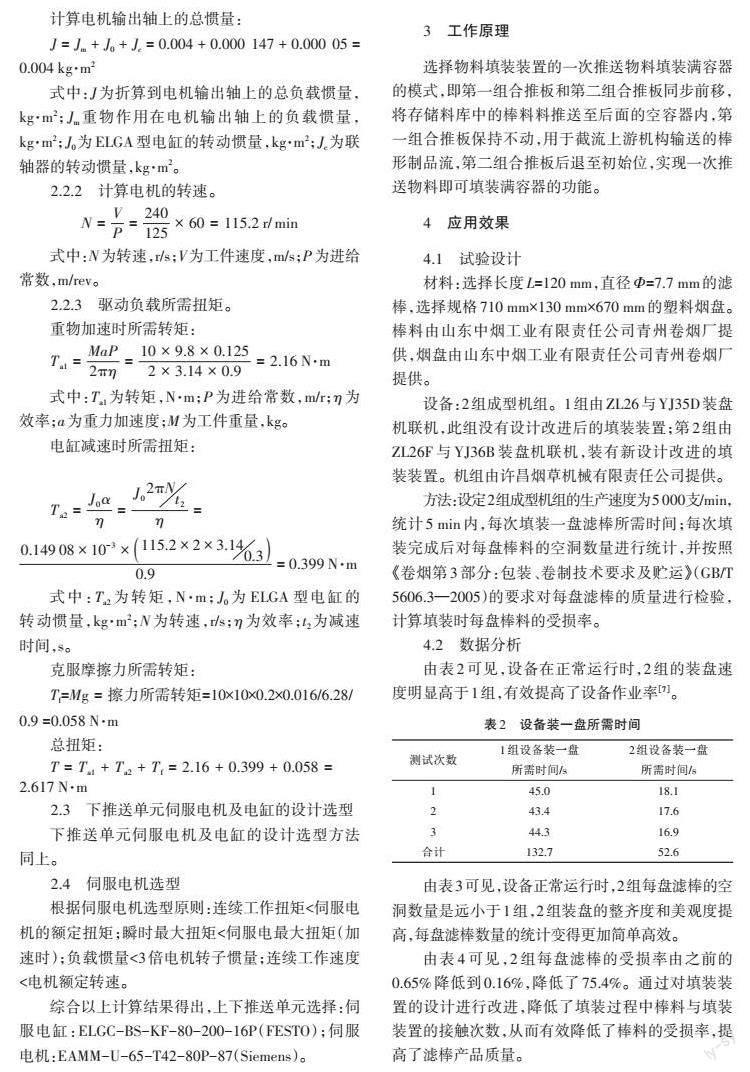
已知工作负载重量M=10 kg,根据需求,对伺服电缸选型,初选ELGC-BS-KF-80-200-16P,机构参数见表1[5-6]。
2.2.1 计算转动慣量。
计算重物作用在电机输出轴上的负载惯量:
[Jm=M×P24π2=10×0.12524π2=0.004 kg?m2]
式中:Jm为重物作用在电机输出轴上的负载惯量,kg·m2;M为负载重量,kg;P为进给常数,m/rev。
计算电机输出轴上的总惯量:
J = Jm + J0 + Jc = 0.004 + 0.000 147 + 0.000 05 = 0.004 kg·m2
式中:J为折算到电机输出轴上的总负载惯量,kg·m2;Jm重物作用在电机输出轴上的负载惯量,kg·m2;J0为ELGA型电缸的转动惯量,kg·m2;Jc为联轴器的转动惯量,kg·m2。
2.2.2 计算电机的转速。
[N=VP=240125×60=115.2 r/min]
式中:N为转速,r/s;V为工件速度,m/s;P为进给常数,m/rev。
2.2.3 驱动负载所需扭矩。
重物加速时所需转矩:
[Ta1=MaP2πη=10×9.8×0.1252×3.14×0.9=2.16 N·m]
式中:Ta1为转矩,N·m;P为进给常数,m/r;η为效率;a为重力加速度;M为工件重量,kg。
电缸减速时所需扭矩:
[]
[Ta2=J0αη=J02πNt2η=0.149 08×10-3×115.2×2×3.140.30.9=0.399 N·m]
式中:Ta2为转矩,N·m;J0为ELGA型电缸的转动惯量,kg·m2;N为转速,r/s;η为效率;t2为减速时间,s。
克服摩擦力所需转矩:
Tf=[Mg=擦力所需转矩]=10[×]10[×]0.2[×]0.016/6.28/0.9 =0.058 N·m
总扭矩:
[T=Ta1+Ta2+Tf=2.16+0.399+0.058=2.617 N·m]
2.3 下推送单元伺服电机及电缸的设计选型
下推送单元伺服电机及电缸的设计选型方法同上。
2.4 伺服电机选型
根据伺服电机选型原则:连续工作扭矩<伺服电机的额定扭矩;瞬时最大扭矩<伺服电最大扭矩(加速时);负载惯量<3倍电机转子惯量;连续工作速度<电机额定转速。
综合以上计算结果得出,上下推送单元选择:伺服电缸:ELGC-BS-KF-80-200-16P(FESTO);伺服电机:EAMM-U-65-T42-80P-87(Siemens)。
3 工作原理
选择物料填装装置的一次推送物料填装满容器的模式,即第一组合推板和第二组合推板同步前移,将存储料库中的棒料料推送至后面的空容器内,第一组合推板保持不动,用于截流上游机构输送的棒形制品流,第二组合推板后退至初始位,实现一次推送物料即可填装满容器的功能。
4 应用效果
4.1 试验设计
材料:选择长度L=120 mm,直径Φ=7.7 mm的滤棒,选择规格710 mm×130 mm×670 mm的塑料烟盘。棒料由山东中烟工业有限责任公司青州卷烟厂提供,烟盘由山东中烟工业有限责任公司青州卷烟厂提供。
设备:2组成型机组。1组由ZL26与YJ35D装盘机联机,此组没有设计改进后的填装装置;第2组由ZL26F与YJ36B装盘机联机,装有新设计改进的填装装置。机组由许昌烟草机械有限责任公司提供。
方法:设定2组成型机组的生产速度为5 000支/min,統计5 min内,每次填装一盘滤棒所需时间;每次填装完成后对每盘棒料的空洞数量进行统计,并按照《卷烟第3部分:包装、卷制技术要求及贮运》(GB/T 5606.3—2005)的要求对每盘滤棒的质量进行检验,计算填装时每盘棒料的受损率。
4.2 数据分析
由表2可见,设备在正常运行时,2组的装盘速度明显高于1组,有效提高了设备作业率[7]。
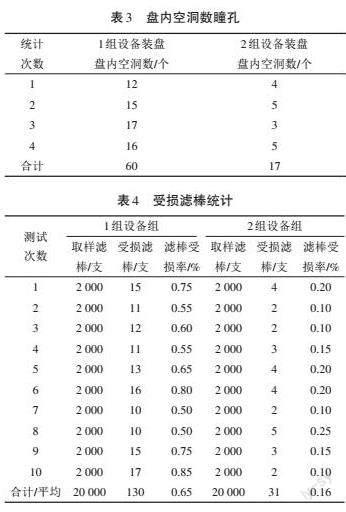
由表3可见,设备正常运行时,2组每盘滤棒的空洞数量是远小于1组,2组装盘的整齐度和美观度提高,每盘滤棒数量的统计变得更加简单高效。
由表4可见,2组每盘滤棒的受损率由之前的0.65%降低到0.16%,降低了75.4%。通过对填装装置的设计进行改进,降低了填装过程中棒料与填装装置的接触次数,从而有效降低了棒料的受损率,提高了滤棒产品质量。
5 结论
本研究通过对滤棒填装板、填装驱动装置和推送单元组合等部分进行重新结构设计,有效解决了滤棒装盘时速度慢、盘内空洞数多、滤棒损伤率高等问题。本研究以青州卷烟厂滤棒成型车间的2组ZL26F机组(2组对应不同装盘机)为测试对象,对滤棒填装情况进行测试,通过长时间对多次装盘质量进行统计分析和计算。结果表明:使用新型棒料填装装置之后,滤棒装盘机的装盘速度显著提升,装盘后的滤棒在盘内排列更加整齐,每盘滤棒空洞数量明显减少,每盘滤棒的受损率由之前的0.65%降低到0.16%,降低了75.4%,该装置有效提高了滤棒填装质量,提高了设备作业率,降低了设备维修工人的劳动强度。
参考文献:
[1]汤治国,李德法,马学成,等.烟支快速装盘装置:CN201320572767.2[P].2014-02-26.
[2]张利军.YJ36滤棒装盒机控制系统的设计[J].数控技术与应用,2017(11):14-16.
[3]倪敏,堵俊,吴晓,等.基于伺服精密驱动的滤棒装盒控制系统[J].烟草科技,2017,50(1):87-92.
[4]王玉兰,殷昌贵.机械制图[M].北京:高等教育出版社,2020.
[5]杨小娟.数控机床伺服电机选型[J].机械研究与应用,2019(4):189-190.
[6]王军锋,唐宏.伺服电机选型的原则和需要注意的问题[J].装备制造技术,2009(11):129-131,133.
[7]汤治国.一种超高速柔性装盘系统的装盘速度分析及改进[J].湖南文理学院学报(自然科学版),2016(1):87-90.
