小麦粉加工车间硫酰氟整体熏蒸杀虫效果评估
2024-04-10王智颖王殿轩赖世椿劳传忠何梦婷李丹青王双雄刘子立王丽娜张小松黄敏鹏
王智颖,王殿轩,郭 超,赖世椿,劳传忠,何梦婷,李丹青,王双雄,林 乾,刘子立,王丽娜,冼 庆,张小松,黄敏鹏
(广东省粮食科学研究所有限公司1,广州 510310)
(河南工业大学粮食和物资储备学院2,郑州,450052)
(广州岭南穗粮谷物股份有限公司3,广州 510800)
结构熏蒸是采用熏蒸剂消灭建筑物工业设施或运输车辆等全部或部分围蔽结构中有害生物的一种方法。对于结构熏蒸,如热处理、磷化氢熏蒸和硫酰氟熏蒸已被测试用于消除害虫[1]。热处理是属于非化学处理,实践应用证明热处理会因热量和湿度分布不均匀、加工设备不耐高温度、建筑物某些会受热损坏、车间受热易触发防火喷淋消防系统等问题受到限制。磷化氢因杀虫时间长而较适宜于长期处理,主要用于储粮场所,且磷化氢对铜、银、金、合金等金属电器设备具有腐蚀性、熏蒸时间长造成停机久影响生产、害虫磷化氢抗性问题等应用可行性有限。硫酰氟具有穿透性强、杀虫谱广、杀虫速度快、密闭及熏蒸后散气时间短、不燃不爆、不腐蚀、无残渣、适用温度范围广等优点[2],在大多数情况下更为适合结构熏蒸[1]。
有效熏蒸需要适当有效的浓度和足够时间,目标杀死存在的所有昆虫的所有生命阶段[3],熏蒸过程中熏蒸剂释放量、密闭时间和熏蒸剂泄漏率等被视为熏蒸过程与效果的决定性因素。科学合理评价结构熏蒸效果,量化熏蒸过程工艺参数,对指导生产实际和保证有效杀虫以避免抗性发展具有重要意义。结构性熏蒸中,常用熏蒸剂或浓度损失了一半的时间(HLT)表征熏蒸剂泄漏率[4]。关于结构熏蒸中相关影响因素研究有一些报道,Chayaprasert等[1,5]在空间为60 967 m3的小麦粉车间采用硫酰氟熏蒸24 h 研究了硫酰氟浓度的变化,指出气体泄漏率与气体浓度半数衰减时间(HLT)呈负相关性;在理想情况下,商业熏蒸时熏蒸剂浓度半数衰减时间应超过15 h。通过特定熏蒸过程中的HLT 的预测,可以有助于更准确地计算熏蒸剂的使用量、相应环境下的杀虫效果等,可有效避免熏蒸失败[6]。采用气体泄漏率与气体浓度半数衰减时间熏蒸剂泄漏率[4,6,7]评价建筑物密封程度也是一个评价杀虫过程效果的重要参考,其较为适用于熏蒸过程熏蒸剂的浓度在空间和时间连续变化过程的评价[8],目前利用熏蒸剂浓度变化的过程计算这些参数缺乏研究且存在难度。因此,研究我国华南地区国内具有代表性的大型小麦粉加工车间中硫酰氟熏蒸,施用一定剂量后的处理过程中的浓度随时间变化模型等,建立了熏蒸过程熏蒸剂的日损失率Ld和浓度半数衰减时间HLT,分析了车间各楼层硫酰氟浓度变化和熏蒸剂泄漏程度,评估了车间、设备以及管道中的杀虫效果,以期为食品加工生产车间整体熏蒸作业提供参考。
1 材料与方法
1.1 熏蒸区域
熏蒸区域位于某小麦粉加工车间B 区、C 区,整个加工车间长108 m ×宽25 m ×高35.2 m,总体积95 040 m3,有效熏蒸体积53 842 m3。B 区为小麦加工区域为多楼层区域2 ~9 楼,总熏蒸体积53 052 m3,C区小麦粉打包间为单层熏蒸区域,总熏蒸体积790 m3。
1.2 实验药剂和设备
Q/LMH001—2014 硫酰氟(99.8%);GT 2000 -W-SO2F2型,手提式硫酰氟检测仪,精度0.1 g/m3,量程0 ~199 g/m3。
1.3 小麦粉加工车间整体密闭熏蒸方案
小麦粉加工车间B 区、C 区各楼层采用密封材料密闭门窗及各类设备管道,硫酰氟钢瓶放置于车间门外,利用导气管连接至车间内多点施药。每楼层设置施药点8 ~10 个,施药点均匀布于车间且距地面高度1.5 m 处。各楼层均按照40 g/m3的剂量施药,密闭时间48 h。8、7、6、4、3、2 楼设置硫酰氟浓度检测管,检测点为车间内部距车间门2 ~3 m,检测口距地面1.2 m,各检测管沿楼梯通道引至1 楼室外,施药后每间隔4 h 检测1 次各楼层硫酰氟浓度。整个熏蒸区域随机设置60 个活虫样,放置于隐蔽的设备中。同时,选取各楼层宜积料的设备或管道中的物料为虫样,虫样在温度为30 ℃、湿度为75%条件下培养。
1.4 数据处理
模型的拟合和参数计算采用Origin Pro 9.1.0 分析。数据的相关性分析采用SPSS 17.0 双变量相关性分析,相关系数r选取Pearson相关系数。
2 结果与分析
2.1 熏蒸过程熏蒸剂的日损失率Ld参数推导和变化趋势
郭超等[9]粮堆内磷化氢浓度衰减阶段的浓度呈指数下降趋势,磷化氢浓度衰减阶段浓度和时间符合指数模型C =ae-bt(a >0;b >0)。式中:C 为磷化氢体积分数/mL/m3;t 为熏蒸时间/d;e 为自然指数)。因硫酰氟同磷化氢同属熏蒸剂,其衰减阶段的浓度变化模型相同。
令:t时刻的熏蒸剂浓度为Ct=ae-bt,t +1 时刻的熏蒸剂浓度为Ct+1=ae-b(t+1),那么熏蒸剂日损失率Ld为Ld=(Ct- Ct+1)/Ct× 100 =(ae-bt-ae-b(t+1))/ ae-bt×100% =(1 -e-b)×100。
采用Origin Pro 9.1.0 拟合该曲线,如图1 所示。熏蒸剂日损失率的变化随着衰减常数b 的增大而增大,但对单次熏蒸时衰减常数b 为固定值时熏蒸剂日损失率为恒定变化。郭超等[9]提出磷化氢每隔7 d体积分数均以43.2%的比例降低,这与本研究结果一致。Daglish等[10]提出熏蒸过程Ct=C0e-kt,式中:Ct为t时刻的熏蒸剂浓度;C0为熏蒸剂的起始浓度;k 为吸收常数。熏蒸剂的日损失率为100(1 -ek),其推导公式与本研究有差异。

图1 熏蒸剂日损失率Ld变化趋势
2.2 熏蒸过程浓度半数衰减时间HLT 参数推导和变化趋势
Cryer等[11]提出熏蒸剂浓度的衰减可以通过一级动力学方程表征:Ct=Ci/2t/HLT。
令1/2t/HLT=e-bt,则。
采用Origin Pro 9.1.0 拟合该曲线,如图2 所示。浓度半数衰减时间HLT的变化随着衰减常数b的增大而减小。当b 值无限增大时,浓度半数衰减时间HLT数值将趋近与0 ~0.5 d,当b 值无限减小趋近于0 时,浓度半数衰减时间HLT 将达到某一临界值后突然增大。低估HLT 将导致过度使用熏蒸剂,如果不仔细监控,高估HLT 可能会导致无效熏蒸[6]。根据图2 的变化趋势,在实际生产中,仓房的气密性改造过程应该存在这样的变化,随着仓房气密性的逐渐提高,b值将逐渐减小并趋近于0,当b 值达到某一值时仓房的气密性将显著提高。

图2 浓度半数衰减时间HLT变化趋势
2.3 多楼层熏蒸和单层熏蒸硫酰氟浓度变化
多楼层熏蒸区域包括小麦粉加工车间2 楼~9楼,总熏蒸体积53 052 m3,单层熏蒸区域仅为小麦粉打包间,总熏蒸体积790 m3,两区域在空间上相互独立。实验结果表明,小麦粉加工车间多楼层熏蒸区域和单层熏蒸区域硫酰氟浓度呈指数下降趋势,衰减阶段浓度和时间符合指数模型,分别为C =38.671e-1.449t(R2=0.964 1)、C =39.649e-1.196t(R2=0.994)。两区域硫酰氟释放起始质量浓度为38.671、39.649 g/m3,其中多楼层熏蒸区域日损失率Ld和半数衰减时间HLT为76.5%和0.48 d,单层熏蒸区域日损失率Ld和半数衰减时间HLT 为69.8%和0.58 d,这表明2 个熏蒸区域熏蒸剂日损失率均较高,而多楼层区域熏蒸剂日损失率高于单层熏蒸区域,浓度半数衰减时间短于单层熏蒸区域。多楼层区域熏蒸体积为单楼层熏蒸体积67.2 倍,因熏蒸区域大,密封死角可能存在较多泄漏地方,导致多楼层区域熏蒸剂泄漏量增大。
2.4 车间各楼层硫酰氟硫酰氟浓度变化
多楼层熏蒸区域各层硫酰氟浓度变化趋势同整体变化趋势相同,但各层存在着明显差异,变化趋势见图3。由表1 可知,硫酰氟熏蒸初期,从3 楼~8 楼各楼层起始硫酰氟浓度呈现明显分层现象,低楼层浓度较高,高楼层浓度较低。从0.8 d开始各层硫酰氟质量浓度均低于15 g/m3。由于小麦粉加工车间多楼层熏蒸区域6 楼~8 楼楼板间有孔洞相互连接,施药后硫酰氟从8 楼向低楼层下沉,6 楼~8 楼日损失率Ld和半数衰减时间介于56. 7% ~71.3%和0.56 ~0.83 d。相比与7 楼、8 楼,6 楼日损失率Ld和半数衰减时间小于7 楼、8 楼,这应该是因硫酰氟比空气重,上层硫酰氟从8 楼依次往下层沉降,导致6 楼可以相对长时间地保持高浓度的硫酰氟。同样受硫酰氟下沉影响,3 楼、4 楼区域损失率Ld和半数衰减时间明显减少,介于85.0% ~92.6%和0.27 ~0.37 d。此外在实践中发现,在施药作业时各个区域的结构不同,起始硫酰氟浓度分布可能不相同,但受绞龙等设备的阻挡,硫酰氟聚集在设备周围并向四周扩散,可增加阻隔以延缓硫酰氟的下沉。

表1 小麦粉加工车间各楼层硫酰氟日损失率Ld和半数衰减时间HLT变化
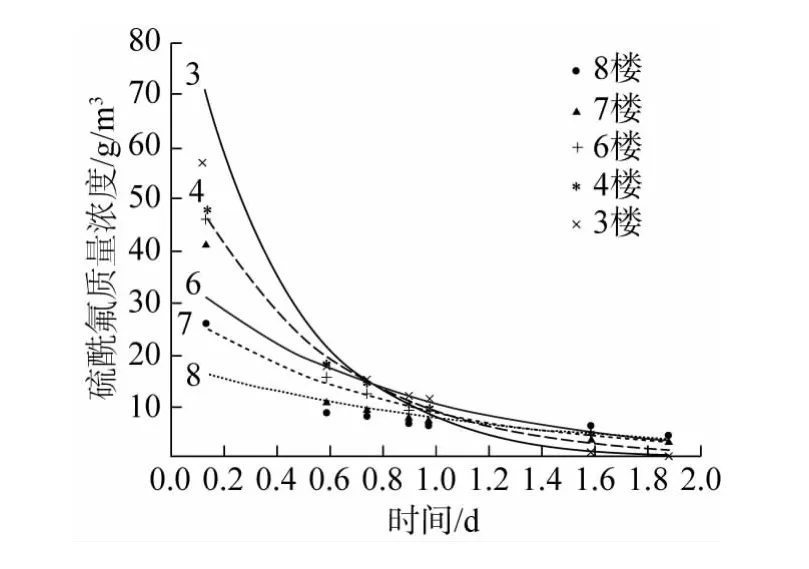
图3 小麦粉车间各楼层硫酰氟浓度随时间的变化
熏蒸中小麦粉加工车间多楼层熏蒸区域和单层熏蒸区域硫酰氟熏蒸剂浓度半数衰减时间HLT分别为11.5 h和13.9 h,3 楼、4 楼、6 楼、7 楼、8 楼半数衰减时间HLT 分别为6. 5、8. 9、13. 4、13. 9、19. 9 h。Chayaprasert等[5]指出气体泄漏率与气体浓度半数衰减时间(HLT)呈负相关性。在理想情况下,商业熏蒸熏蒸剂浓度半数衰减时间应超过15 h,但是现实仅8 楼硫酰氟熏蒸剂浓度半数衰减时间HLT超过15 h,其余楼层均未超过15 h,但8 楼硫酰氟仅在施药后0.1 d质量浓度维持在26 g/m3,0.6 d 后质量浓度低于8.9 g/m3。文献报道,小麦粉加工厂房[12]、档案房[13]或集装箱[14]等大型熏蒸过程中硫酰氟浓度会呈现分层,其中小麦粉加工厂房低楼层硫酰氟浓度高于高楼层,硫酰氟释放后6 h,厂房空间大部分区域硫酰氟浓度一致,17 h 空间硫酰氟浓度降至一半[12]。本研究中发现硫酰氟浓度会呈现分层,小麦粉加工厂房低楼层硫酰氟浓度高于高楼层,但经11.5 h空间中硫酰氟浓度已降至一半。
2.5 杀虫效果评估
小麦粉加工车间硫酰氟熏蒸前后杀虫效果见表2。各楼层取样中杀灭的害虫主要为赤拟谷盗、长角扁谷盗、粉斑螟,发生数量分别占47.0%、52.94%、0.04%。取样中发现,熏蒸未被杀死的赤拟谷盗活虫为1 头,熏蒸杀死的死虫中长角扁谷盗的数量最多,达到2 738 头,赤拟谷盗有成虫、幼虫、蛹3 种虫态被统计,其中赤拟谷盗成虫和幼虫占总体的24.75%和19.90%。熏蒸后22 d,9 楼脉冲管、6 楼绞笼处、4 楼、4 楼混粉处、2 楼成品打包间和4 楼提料管熏蒸后取样中发现赤拟谷盗幼虫活虫,部分样品中发生少量赤拟谷盗蛹。这表明,经本次硫酰氟熏蒸后,小麦粉加工设备中部分赤拟谷盗成虫和虫卵均未被完全杀灭。表2 中6 楼管道、5 楼F2 管道、4 楼提料管为自上而下的连续输送的物料管,熏蒸过程杀灭害虫的数量从上至下数量依次增大,熏蒸后22 d从下端最先发现活虫出现,这表明害虫的为害程度沿着小麦粉粉路逐渐严重。

表2 小麦粉加工车间硫酰氟熏蒸前后杀虫效果评价
3 讨论
研究以某小麦粉加工车间B、C 区2 ~9 楼为对象,采用硫酰氟按照40 g/m3的剂量、密闭时间48 h方式整体熏蒸小麦粉加工车间,定期检测各楼层硫酰氟浓度变化。在不补充硫酰氟熏蒸剂的条件下,分析了大型小麦粉加工车间硫酰氟熏蒸过程浓度随时间变化的规律,建立了熏蒸过程熏蒸剂的日损失率和浓度半数衰减时间计算模型,评估了小麦粉加工车间杀虫效果。其中熏蒸剂的日损失率符合模型,浓度半数衰减时间符合模型。结果表明,熏蒸剂日损失率的变化随着衰减常数b 的增大而增大,但对单次熏蒸时衰减常数b 为固定值时熏蒸剂日损失率为恒定变化。浓度半数衰减时间的变化随着衰减常数b的增大而减小。熏蒸期间,熏蒸空间大小和密封部位多少影响硫酰氟浓度的变化,多楼层熏蒸区域日损失率和半数衰减时间高于单层熏蒸区域。熏蒸初期,不同楼层硫酰氟实际起始浓度受到初期施药浓度和空间建筑结构阻隔的影响,浓度呈现明显分层现象,其中建筑或设备的结构阻隔对硫酰氟浓度的变化影响较为明显,在实践中应合理利用各个区域的结构不同,增加阻隔以延缓硫酰氟的下沉,引导硫酰氟向设备周围扩散。
