锅炉制造火焰矫正工艺探讨
2024-04-07李壮壮
李壮壮
山东中杰特种装备股份有限公司 山东菏泽 274000
1 序言
热矫正装置简单、操作灵活,是焊后矫形常用的方法之一。其原理是利用火焰加热时产生的局部压缩塑性变形,使伸长的部位冷却后局部缩短,利用收缩的变形抵消焊接引起的变形。热矫正有着与焊接相似的热循环,加热温度和冷却方式的不同会对材料的性能造成不利影响。另外,由于热矫正引起的残余应力和外来载荷所产生的拉应力叠加,当叠加载荷达到钢材的屈服极限时,会导致结构发生塑性变形,甚至断裂,因此应严格控制热矫正工艺。热矫正一般适用于塑性较好的材料。
我公司承建的型号为SHL50-1.25-SCⅢ生物质锅炉在现场组焊后集箱发生变形,直线度超出标准要求,需采用局部火焰加热对其进行矫形后达到技术要求。
2 结构设计
集箱与膜式壁管及下降管的连接形式如图1所示,集箱展开图如图2所示。集箱材质为20钢,化学成分见表1,该材料塑韧性较好。焊缝较多且布置在集箱中性轴一侧,集箱局部受热,如果将焊缝连起来看成一条直线,则由纵向收缩导致挠曲变形,再加上集箱长度较长,在自身重力的影响下对组焊造成困难,反变形操作困难,焊后集箱弯曲变形较大。产品建造按GB/T 16507.5—2022《水管锅炉 第5部分:制造》规定,当两端封闭集箱总长<20m时,直线度偏差应≤2.5mm/m,且最大为16mm/m。
表1 20钢化学成分(质量分数)(%)
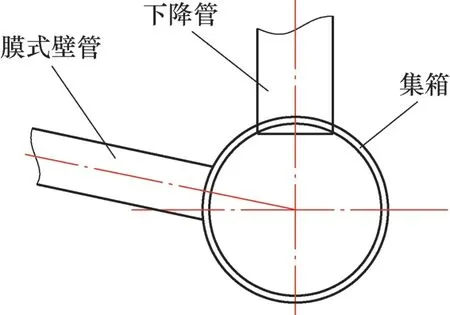
图1 集箱管接头连接形式
3 火焰矫正工艺
为保证矫正的效果,应合理选择加热方式、位置和温度。加热方式可分为点状、线状和面状加热,弯曲变形宜采用面状加热,即三角形加热[1]。应用火焰矫形原理,加热位置应选择在材料弯曲外侧。图3所示为集箱加热位置,三角形底边位于弯曲凸点,宽度在10~30mm,这样可很好地利用底边横向收缩大于顶端横向收缩的特点来矫正弯曲。矫正前应仔细检测变形情况,确定加热位置和加热点数量,加热范围不超过总管120°所对应的圆周上,避开管接头焊缝及热影响区,加热方向从管中心向两侧进行[2]。加热火焰宜采用较安全的氧、丙烷气氛,为了避免渗碳和过烧,宜使用中性焰,烤把使用多孔扩散型。20钢按照GB/T 3087—2022《低中压锅炉用无缝钢管》规定制造,属于优质碳素钢,根据以往工艺经验,在尽量减少对材料性能不利的原则下,规定加热最高温度≤650℃(温度控制在580~620℃),禁止在300~500℃下进行矫正,冷却方式选择空冷。火焰加热时单从金属颜色判断温度是不准确的,因为颜色可能受到不同材质、天气、个人感觉的影响,而热矫正过程应严格控制加热温度,在实际操作过程中,应配备检验人员测量温度,温度测量可以用红外线测温枪、测温蜡笔及热电偶(用热电偶测量有难度)等可行方式。二次矫正时避开原来的加热位置,不断观察矫正效果,防止矫正过度。矫正后对集箱的尺寸和加热区域的外观进行检测,集箱全长度直线度偏差≤5mm,符合标准要求。由于热循环易产生新的残余应力,会加大附近焊缝所受应力,因此对焊接接头的外观也应进行检验,不得有裂纹等缺陷。

图3 集箱加热位置示意
4 加热温度探讨
通过比较国内外锅炉制造标准对成形温度的要求,结合以往工艺经验对热矫正加热温度的选择给出合理性建议,此外还参考了钢结构标准的相关规定,见表2、表3。
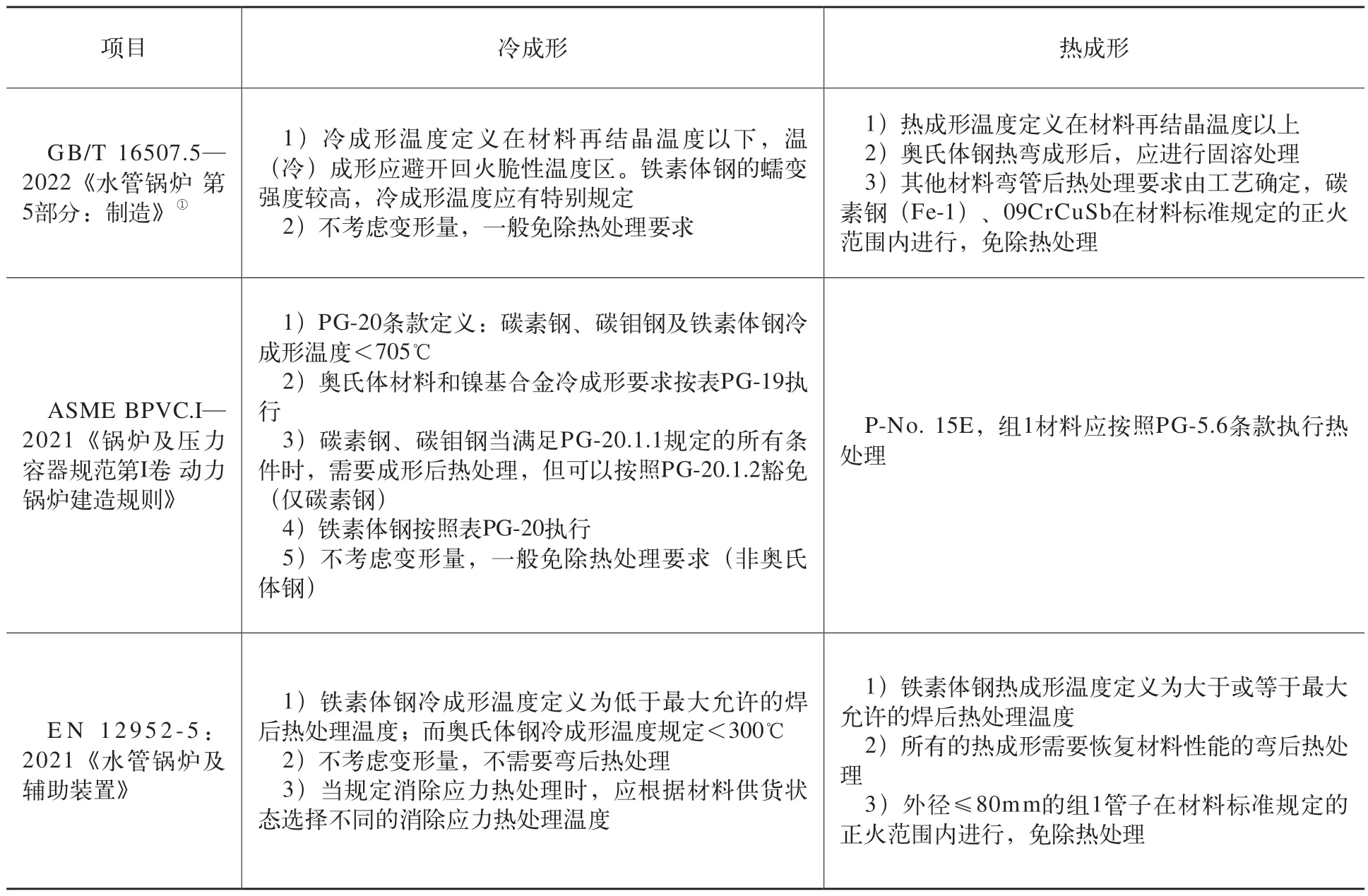
表2 锅炉制造标准对比
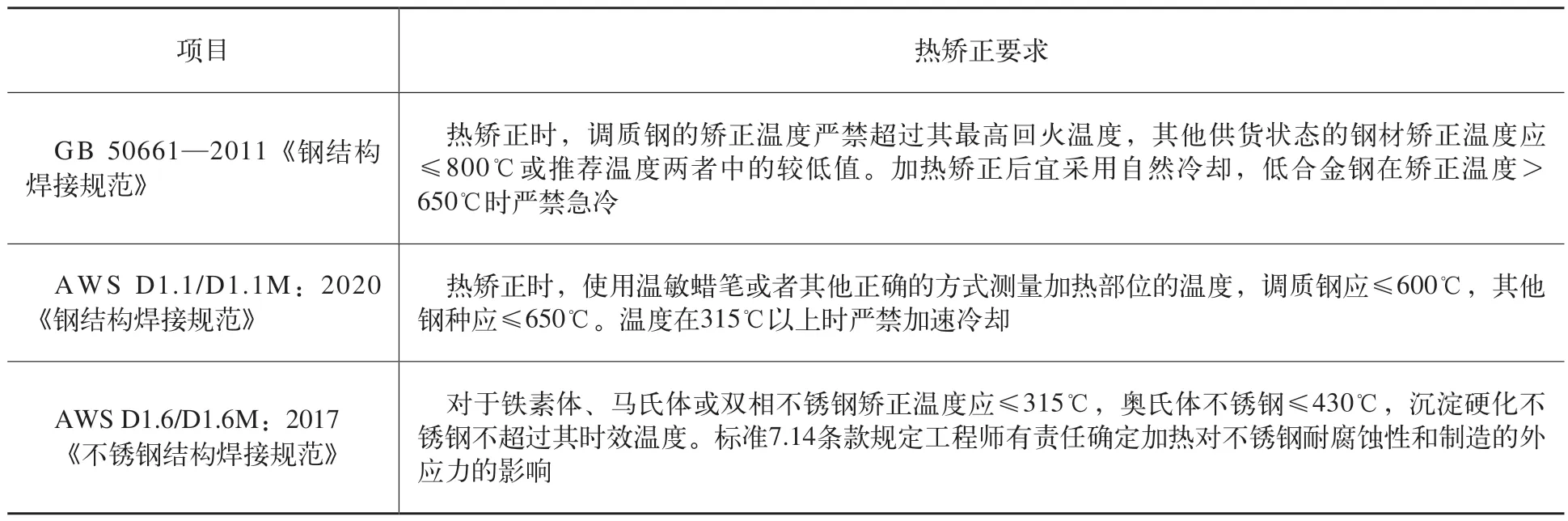
表3 钢结构制造标准对比
值得一提的是,锅炉相关标准并没有对热矫正操作有明确规定,根据冷/热成形在标准中的定义,热矫正可能也适用。本文将管子冷/热成形的温度要求适用于热矫正,应变量不予考虑。
热矫正可选择加热温度区间较大,但一般要求不超过其材料相变温度Ac1。根据相变温度经验公式可求得20钢的Ac1为726℃,但500~650℃矫正温度已超过低碳钢再结晶温度(再结晶温度是指冷变形金属开始进行再结晶的最低温度)[3],属于GB/T 16507.5—2022规定的热成形范畴,需要考虑是否进行恢复材料性能热处理,而这种情况在EN 12952-5:2021中会产生冷成形和热成形两种不同情况,相应的热处理要求也不同,而在美标中碳素钢在此温度成形不需要后续热处理。不同标准对冷热成形的制造要求不尽相同,建议矫正温度应不超过材料相变温度点,同时应避开蓝脆及回火脆性温度区间,结合产品制造要求考虑进行矫正后热处理;不锈钢矫正温度要避免475℃脆性,工程上直接对不锈钢火焰加热一般是不允许的,可采用高频热点矫正和其他可行的方法。
5 热矫正工艺模拟试验
有不少研究者对热矫正后的性能做了试验研究,认为可能会导致金相组织的变化,使力学性能下降[4]。为了给热矫正工艺提供依据,建议进行热矫正工艺模拟试验,其类似焊接工艺试验,以确定材料经热矫正后仍然满足性能要求,以此指导现场生产,热矫正工艺模拟试验现在很多工程上都有应用。
为了简化工艺流程,降低成本,进行了热矫正工艺模拟试验,以验证热矫正后材料的力学性能,选出合适的矫正温度。考虑到公司常用材料,根据GB/T 713—2014《锅炉和压力容器用钢板》,选用板厚为20mm的Q345R钢作为试验材料,对其40mm宽范围内进行火焰加热,如图4所示,矫正前在其加热背面堆焊,使试板产生一定变形。加热过程中使用红外线测温仪检测温度,当加热部位稍变暗红色时,缓慢匀速向前移动烤枪,届时读取加热红色部位温度数值,调整烤枪移动速度,测温点随着烤枪等速向前移动,使温度控制在600℃左右,实测最高温度640℃,冷却方式选择空冷。矫正完成经外观检查合格后在加热部位截取试样,冲击试样取自距母材受热表面0.5~2mm,试验结果见表4。试验结果表明,在该温度矫正后的母材性能依然符合标准要求。

表4 热矫正后力学试验结果
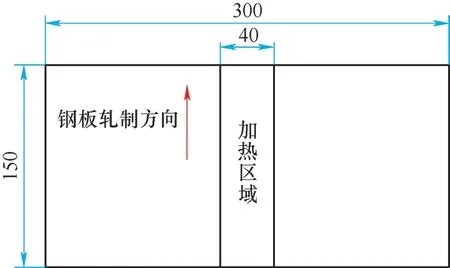
图4 热矫正示意
6 结束语
本文对集箱变形热矫正的工艺方法做了基本探讨,尤其是矫正温度要考虑材料脆性温度及产品制造标准的要求,做出合理的选择。热矫正方法可选择的变数太多,建议锅炉行业对其性能和工艺规范进行标准化,同时企业应制定内控技术标准,确保热矫正过程可控,矫正后材料的性能达到使用要求。
