大跨度异形空间钢桁架安全吊装施工技术
2024-03-29张涛
张涛
(中铁建重庆投资集团有限公司,重庆 400700)
0 引言
近年来随着城市综合体、产业园区在各个城市大范围出现,大跨度钢结构建筑因形式多样、施工方便、功能强大等突出优势而具有强大的生命力[1]。空间钢桁架作为连接不同建筑间的通道,由于自重小、美观、造价低等优势,在展览馆、体育馆、大型商场、工业园区等建筑中应用越来越广泛[2-6]。然而,大跨度空间桁架式钢结构连廊作为一种创新性的空间连接布局,虽然设计新颖,但在实际建设过程中也会遇到诸多建筑技术难题[7],如何选择合理的安装方法和制定合理的施工工艺成为工程成败的关键。由于大跨度空间桁架式钢结构具有施工难度大、整体施工工序复杂、危险性大等特点,所以必须保证施工方案、施工技术、安装精度等重要环节的合理性和科学性。对于大跨度空间钢桁架的吊装方案,目前主要有滑移施工[8-9]、整体安装[10]、高空拼装[11-12]等。本文结合具体工程项目情况,研究了大跨度异形空间钢桁架结构安装方案的比选,详细介绍了大跨度异形空间钢结构桁架分段吊装的施工工艺,致力于深入分析施工技术,为业内人士提供一定借鉴和思路。
1 工程概况
该工程为重庆市传感器特色产业基地暨西部(重庆)科学城北碚园区,项目以MZ3路为界分B、C两个功能区域,B区为标准化厂房、C区为研发孵化楼。钢结构桁架横跨MZ3路,位于B5#楼与C1#楼之间,连接屋面位于楼面标高35.4 m处,有效地将两地块建筑群连为一体,同时形成园区“大门”。钢桁架结构形式采用空间网格结构,总重为297.16 t,跨度为81.92 m,高4.33 m,两端宽16.7 m,中间宽8.0 m,其中南侧立面为曲面结构。
钢桁架所有构件均采用Q355B钢,上、下弦杆、腹杆均采用圆钢管,弦杆截面尺寸有D325×20 mm、D159×12 mm、D140×10 mm,腹杆截面尺寸有D300×20 mm、D159×20 mm、D159×12 mm。主结构弦杆与腹杆连接点的相贯焊缝均采用全焊透焊缝。钢桁架与主体结构采用柔性连接方式,连接支座采用成品支座。工程完成安装后效果见图1。

图1 项目实施后效果图
2 吊装方案比选
2.1 影响吊装方案选择的主要因素
为保证施工的安全和质量,针对该工程钢桁架跨度大、单体构件较重、高度高等特点,在施工方案比选阶段提出了整体吊装、三段吊装和四段吊装三种吊装施工方案。重点分析对比了三种吊装方案在提升过程中结构的受力和变形特点,最后综合考虑桁架的运输、场地条件、高空焊接工作量等因素,选择适合该工程的最佳吊装方案。
由于空间桁架为异形结构,重心在平面上不对称,为了保证起吊过程空间桁架受力均匀及姿态平稳,首先采用有限元软件计算出每节吊装段的重心在平面上的位置,然后以该重心为圆心,以合适的半径画圆,半径大小需根据吊车的起吊高度以及钢丝绳与水平的夹角θ确定,θ宜控制在45°~60°,沿着水平和竖直方向找到距离圆最近的节点作为吊装点。为了减少起吊高度和保证钢丝绳与水平夹角θ在控制要求范围内,将吊装点全部设置在桁架下弦节点。
2.2 吊装方案比选分析
2.2.1 整体吊装
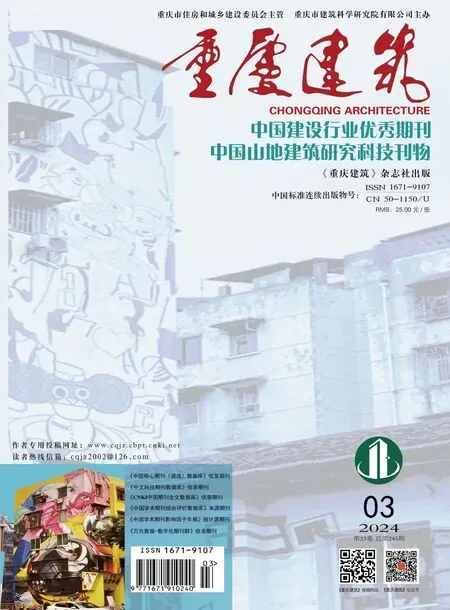
整体吊装法是将桁架构件在工厂分段加工及试拼完成,分段运达,在现场完成拼装及结构的焊接施工;设置整体提升吊点,开始整体吊装至提升位置,进行桁架与主结构的连接工作,完成桁架施工。吊点设置如图2所示,1和2、3和4、4和5、6和7吊点分别用一台汽车吊设置两根钢丝绳,起吊汽车布置在一侧;8和9、10和11、11和12、13和14吊点分别用一台汽车吊设置两根钢丝绳,起吊汽车布置在相对一侧。同时用8台汽车吊,吊起总重为297.16 t的桁架。整体吊装法在起吊过程中杆件最大应力比为0.27,整体应力比较低,结构安全;最大变形2.65 mm,发生在桁架两端,满足规范要求。此方案优点:整体吊装一定程度减少了吊装工作量,缩短了钢桁架施工周期;同时,整体吊装法高空拼接和焊接工作量少,可以降低安全风险。此方案缺点:整体吊装需要大功率吊装设备和足够的现场施工作业面,对场地条件要求高;8台吊车同时抬吊作业指挥及控制难度大、风险高。经验算,MZ3路承载力、沉降变形不能满足要求;同时路面宽度不足,两侧管廊区域无法承力,吊车难以布设。故整体吊装方案不可行。
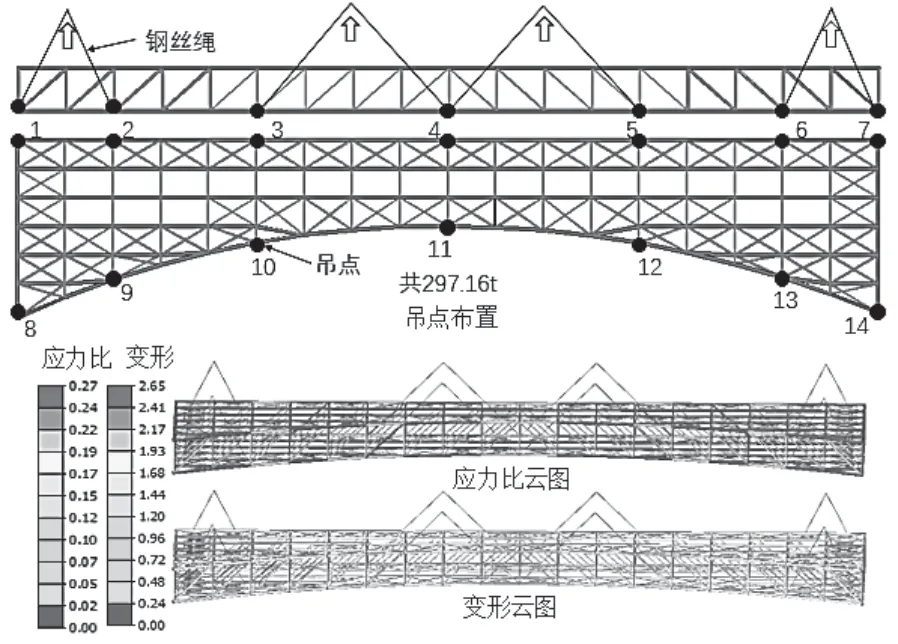
图2 整体吊装吊点布置及应力、变形分析图
2.2.2 三段吊装
三段吊装法是将桁架构件在工厂分段加工及试拼完成,编号并分段运达。现场设置两处临时钢支撑,将钢桁架分三段按照顺序吊装至指定位置后完成拼接处焊接工作以及桁架与主结构的连接,进行胎架卸载,完成桁架钢结构施工。吊点布置如图3所示,对于第一段,1和2、8和9吊点分别用一台汽车吊设置两根钢丝绳,2台起吊汽车分别布置在相对两侧。对于第三段,6和7、13和14吊点分别用一台汽车吊设置两根钢丝绳,2台起吊汽车分别布置在相对两侧。对于第二段,3和4、4和5吊点分别用一台汽车吊设置两根钢丝绳,2台起吊汽车布置在北面的同一侧;10和11、11和12吊点分别用一台汽车吊设置两根钢丝绳,2台起吊汽车布置在南面的同一侧。起吊过程中杆件最大应力比为0.24,发生在桁架跨中的腹杆处,整体应力比较低,结构安全;在起吊过程中的最大变形为7.87 mm,发生在第二段桁架的两端部,整体变形满足规范要求。此方案的特点是:虽然高空焊接工作量相对于方案一有所提高,且需要设置临时支撑,但分三段吊装的单次吊装自重轻,对吊装设备和场地要求低,且有利于钢桁架的运输;吊装危险性较低;可实施性较高,吊车数量少,经济性较好。
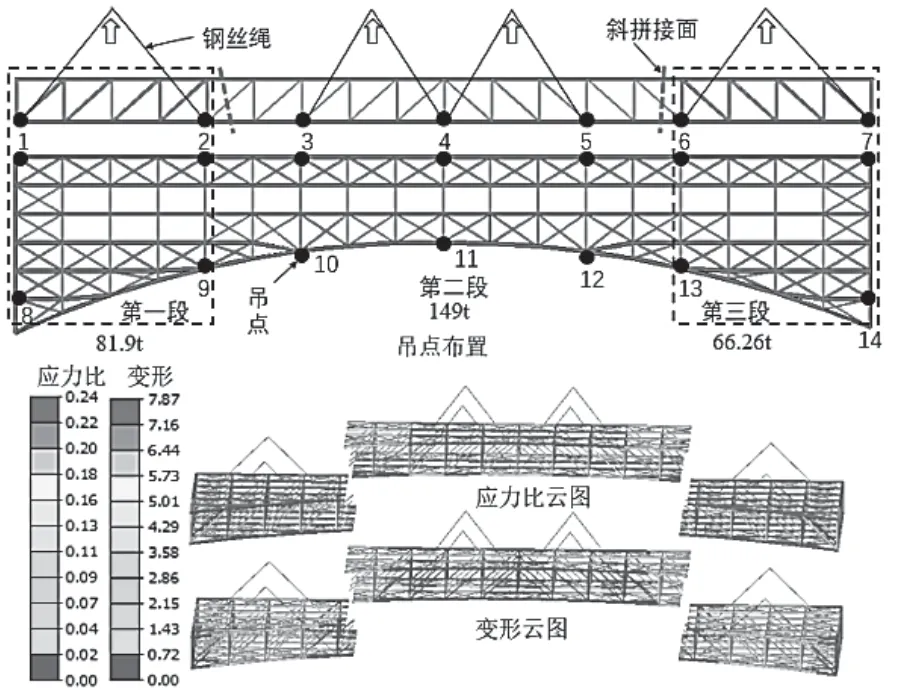
图3 三段吊装吊点布置及应力、变形分析图
2.2.3 四段吊装
四段吊装方案如图4所示。对于第一段,1和2、9和10吊点分别用一台汽车吊设置两根钢丝绳,2台起吊汽车分别布置在相对两侧;对于第二段,3和4、11和12吊点分别用一台汽车吊设置两根钢丝绳,2台起吊汽车分别布置在相对两侧;对于第三段,5和6、13和14吊点分别用一台汽车吊设置两根钢丝绳,2台起吊汽车分别布置在相对两侧;对于第四段,7和8、15和16吊点分别用一台汽车吊设置两根钢丝绳,2台起吊汽车分别布置在相对两侧。在起吊过程中杆件最大应力比为0.24,发生在第一、二段桁架左端的腹杆处,整体应力比较低,结构安全。在起吊过程中的最大变形为7.09 mm,发生在第一段桁架的右端,整体变形满足规范要求。相比于分三段的吊装方法,四段吊装法起吊重量更小、更容易更安全,但需要进行多次吊装和焊接,需要更多的劳动力投入,会增加施工成本,施工周期较长;同时,需要在地面设置多个临时支撑,对施工通道影响较大;而且拼接位置处于受力较大的跨中,对结构影响不利。
图4 四段吊装吊点布置及应力、变形分析图
2.3 吊装方案比选结果
综合上述分析,三种吊装方法在吊装过程中结构的受力和变形都能满足要求,因此吊装方案选择主要考虑现场施工条件、临时设施设置、高空焊接量等因素。方案一虽然不需要设置临时支撑,同时也不需要进行高空焊接,但整体起吊重量大,需要同时工作的吊车台数多,而现场施工场地条件有限,难以同时布置多台吊车。方案三虽然起吊重量均匀,但拼接位置设在了受力最大的跨中位置,且临时支撑设置较多,高空焊接量也大。方案二虽然第二段起吊重量大,但现场有条件布置汽车吊和临时支撑,且拼接位置在受力较小的位置,高空焊接量也相对较少。因此,针对整体吊装法受现场施工条件限制以及四段吊装法对结构使用阶段受力的不利影响,分三段的分段吊装法最为合适。分三段吊装的方案既能满足安全的要求,又能满足结构受力、变形和场地条件要求,可实施性最高,且较为经济。
3 吊装方案实施
3.1 吊装准备工作
3.1.1 钢桁架拼装
为确保吊装过程安全可控,通过结构重量分析及现场吊装构件作业半径情况将桁架分为三段,如图3所示。为了避免在桁架拼接处形成薄弱截面,三段断开处不得为上下齐口,就位后桁架焊接不得出现上下通缝。分段要求为:桁架上弦主杆比下弦主杆短0.3 m,同一平面相邻主弦杆长度错开0.3 m,各段尺寸如表1所示。
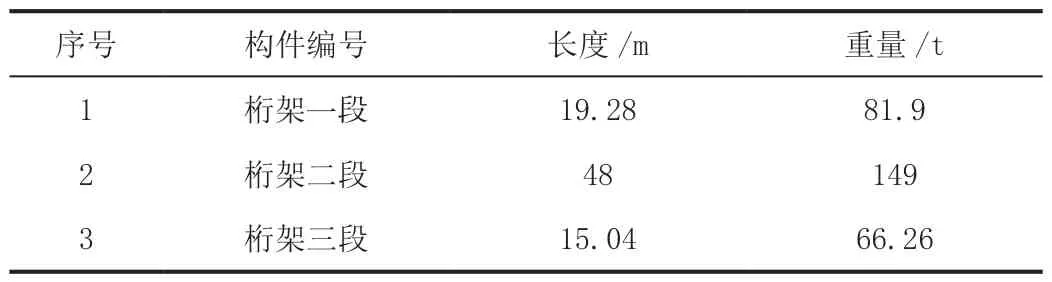
表1 钢结构吊装构件明细表
各段在加工厂做成半成品,运至现场二次拼装成整体。拼装平台基础采用50 mm×2000 mm×12000 mm钢板平铺在地面,经过计算承载力满足拼装重量。拼装台架采用工字钢焊接固定在基础上,防止移动,台架拼装完成后用水平仪抄平。在拼装台架上将桁架整体拼装完成后,检查桁架的整体性。
3.1.2 临时支撑
钢桁架下设置两个临时支架支撑。临时支架在现场加工、拼装好后安装。支架主体高34.24 m(不含基础部分),四角采用ϕ630 mm×10 mm螺旋钢管,两头焊接法兰盘,做成6 m标准节,采用高强螺栓连接,螺旋管与法兰盘加肋焊接;螺旋管之间用10槽钢、ϕ200 mm钢管连接加固,拼装时保证每节的垂直度,螺栓不得偏位。
为保证临时支架稳定,每个支架均配备两条缆风绳(缆风绳直径ϕ25 mm)。支架顶部承重梁采用800 mm×300 mm×14 mm×25 mmH型钢,分配梁采用500 mm×200 mm×8 mm×12 mmH型钢,H型钢全部满焊接,保证安全牢固。承重梁顶焊接3个沙箱,沙箱采用ϕ600 mm、高450 mm的钢筒,行程为120 mm。吊装第二段时,为防止构件接口处对应不平整,将3台50 t螺旋千斤顶吊至临时支架平台上,配合沙箱使用,保证焊接质量。
临时支撑基础为筏板基础,呈“E”字形,钢筋混凝土结构,截面尺寸为3 m×0.5 m,并借助下部人行天桥桩基础,钢筋绑扎时将钢筋植于天桥桩基础一侧,使两基础形成整体。筏板基础采用C30混凝土,双层双向钢筋网片,钢筋型号为ϕ16 mm螺纹钢,间距@200 mm,箍筋为ϕ12 mm螺纹钢,间距@200 mm。基础内预埋地脚螺栓,螺栓杆为16根ϕ20螺纹钢,并绑扎在钢筋网片上,间距与螺旋管钢支柱相对应,浇筑混凝土时此部位振捣密实。
3.1.3 临时支撑基础验算
钢桁架自重第一段重81.9 t,第二段重149 t,临时支架重59 t。则临时支撑基础最大反力可按下式计算:
N=81.9/2+149/2+59=174.45 t=1744.5 kN
根据《建筑地基基础设计规范》GB50007—2011要求,基础底面的压力,应符合下式要求:
式中:Pk——相应于荷载效应标准组合时,基础底面处的平均压力值;fa——修正后的地基承载力特征值,取250 kN/m2。
式中:Fk——相应于荷载效应标准组合时,上部结构传至基础顶面的竖向力值,以最大数值1744.5 kN计算;A为基础底面面积。
满足要求。
3.1.4 吊装设备验算
根据现场吊装情况、钢结构桁架重量以及吊装提升高度将第一段、第二段、第三段钢结构吊装半径选取最大为21 m,起重高度为35.4 m,仰角为79°,单台汽车吊起吊荷载分别为81.9/2=40.95 t、149/4=37.25 t、66.26/2=33.13 t,单台汽车吊最大起吊重量为40.95 t。采用SCA6000型汽车吊为主吊车,选主臂长61.8 m,载荷率80%以下,额定起重量为70 t,对其进行验算,结果如下:
起重吊装荷载:QK=[40.95+0.2(钢丝绳)]×1.1(安全系数)=45.265 t;
起重机额定起重能力(t):QK=45.265t≤[QK]=70 t;
负载率:45.265/70×100%=64.5%,满足要求。
现场吊车作业位置处理完毕且具备吊装条件后,安排大型吊车进场;提前确认吊车站位,道路封闭准备完毕;汽车吊在作业位置进行组装,架设配重块;清除吊车作业区域障碍,确认吊车作业区域地下无暗沟管道,保证顺利安全作业。
3.2 桁架吊装施工
3.2.1 安装流程
桁架安装程序为:临时支架安装→支架上操作平台架设→现场拼装→地面焊接→检查起拱度并保存起拱数据→超声波检验→合格后准备吊装→600 t吊车进场→吊车就位检测→吊装就位后固定→空中焊接→超声波检测→合格后补漆→拆除临时支架→吊车退场→清理现场。主要工艺流程如图5所示。
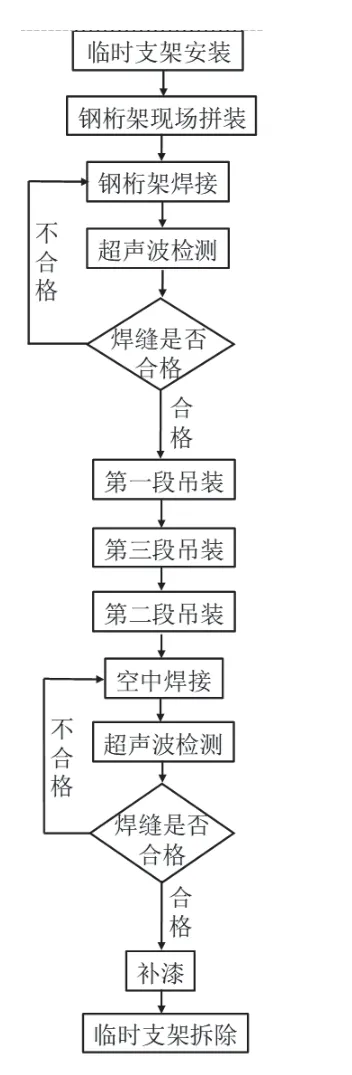
图5 安装工艺流程
3.2.2 吊装施工吊装时为确保吊装的稳定性,第一段、第三段选用2台吊车,第二段选用4台吊车对称起吊,吊车平面布置如图6所示。吊装顺序按照图7中第一段→第三段→第二段的顺序进行。

图6 吊车平面布置
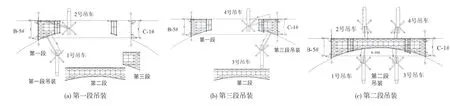
图7 吊装顺序示意图
以第一段吊装为例,每段吊装主要分为三个步骤:(1)吊装前准备工作就绪后,先进行试吊,检查各项设备性能及稳定性和安全性之后方可继续缓慢上升(图8a);(2)上升超过临时支架顶3 m,1号吊车起钩同时趴杆,2号吊车回钩同时仰杆,两台吊车同时配合起回,缓慢变幅将构件移至设计的中心轴线位置(图8b);(3)待异形桁架达到安装指定位置中心之后将其缓慢放下,为了保证构件侧向稳定性,在吊装过程中采用人工牵引缆绳作为辅助手段(图8c)。
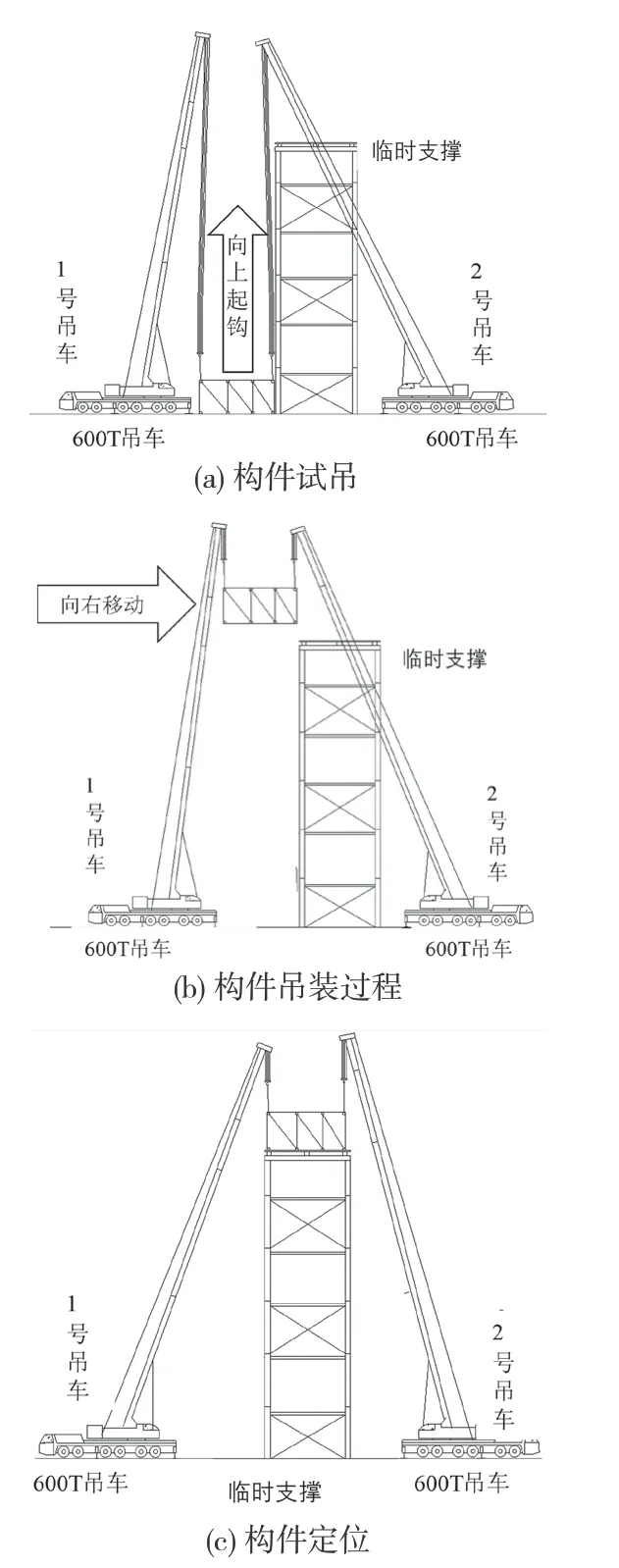
图8 构件吊装步骤示意图
吊装就位后,钢桁架结构分块采用焊接连接。施焊时先焊主弦杆、后焊垂直杆,再焊斜腹杆。对收缩量大的部位先焊,主弦杆焊接安排4名焊工在网架的两侧对称焊接;平面上从中部对称地向四周扩展。支座处焊接时,要求支座处的支承加劲板与底板及下弦杆内加劲板与上翼缘板均顶紧。焊接过程中平衡加热量,并采取锤击、预热等有效方法以减少焊接变形和焊接应力。待钢桁架焊接完成后,按照规范要求对钢桁架焊缝进行验收,保证满足规范要求。最后对焊缝部位补漆、拆除临时支撑,吊装施工完成。
4 质量与安全保障措施
施工前制定专项方案,组织专家论证并按程序审批;做好相关的安全技术交底工作,向管理及班组人员详细讲解施工过程的注意事项和准备工作、安全防护措施。同时成立吊装指挥小组,负责整个过程的指挥工作。认真检查所有工具和设备,保证施工器械的稳定性和安全性,防止发生施工意外。施工前对施工作业环境进行检查,保证场地承压能力达到要求,验算临时支架稳定性和承载能力以及钢丝绳、卸扣等构件承载力。起吊前划定作业及警戒区域、专人值守,对构件认真检查,检查吊运过程有无障碍物、查看吊点是否正确可靠等。吊运过程的每个环节,都应有人监护,保证起吊过程同步平稳,发现异常及时汇报并停止吊运,处理好后方可继续。
5 结语
结合整体吊装法和分段吊装法的优缺点,考虑场地条件的限制以及钢桁架构件的运输和施工质量,项目吊装分三段完成,并基于该项目详细介绍了三段吊装法的施工工艺。相比于整体吊装法,分段吊装法可选用小型吊装设备,吊车可充分发挥其功率,更加经济安全;同时,分段吊装施工空间小,大大降低了钢桁架施工工作对下一工序作业环境的影响。该工程对大跨度异形钢结构桁架吊装方案的探讨和尝试,为相关复杂工程的吊装方案提供了一定的借鉴。