山东金岭铁矿选矿厂过滤集中控制系统的研究与应用
2024-03-26王乃强
王乃强
(山东金岭矿业股份有限公司选矿厂)
过滤生产是选矿工艺的最后一道工艺流程,也是至关重要的一环,铁精粉中的含水量是铁精粉销售的一个重要考核指标。因此,过滤系统的安全高效运行受到高度的重视[1]。过滤系统设备分布较广、信息分散,且控制要求高,随着自动控制技术水平的不断提高,对过滤生产的控制和管理提出了更高的要求。
山东金岭铁矿选矿厂始建于1967 年,是一个国有老矿山企业,选矿厂的过滤系统主要由8台过滤机(6 台TCW-12 真空永磁圆筒过滤机、2 台铜过滤机)、6 条皮带、2 台真空泵、2 台铁精泵、2 台滤液泵组成。以往过滤机、皮带、真空泵、铁精泵等设备由人工分台就地控制,该种控制方式用工多且受工人技术水平限制,存在安全隐患,不利于生产的正常运行。为此,设计一套以PLC 技术为核心的集中控制系统[2],辅以增设各种监测设施以及电动执行器,既能节省大量的人力资源,也能及时发现故障,缩短停车时间,并提高自动化效率。
1 系统设计要求
为了使集控系统更加完善,实现控制的可观化、清晰化,在原有过滤生产电控系统的基础上,增设现代化可编程控制器PLC 进行控制。自主设计PLC 程序以及组态画面可实时显示系统的运行情况和各种故障情况,实现及时报警显示和记录功能。过滤系统示意见图1。

采用可编程控制器PLC 对皮带集中控制系统实现以下功能。
(1)自动控制。在生产环境条件变化时,能自主完成控制目标的自动控制,并可设置过滤生产工序自动启停。
(2)顺序控制。按照规定的时间或逻辑顺序,对某一工艺系统或主要辅机的多个终端控制元件进行一系列的控制操作。
(3)监控。对装备及系统的工作状态不间断地实时检测。
(4)其他方面。过滤机溢流超出自溢能力时能及时报警,并实现铁精泵与过滤机转速联动。
2 方案实施
2.1 工艺流程
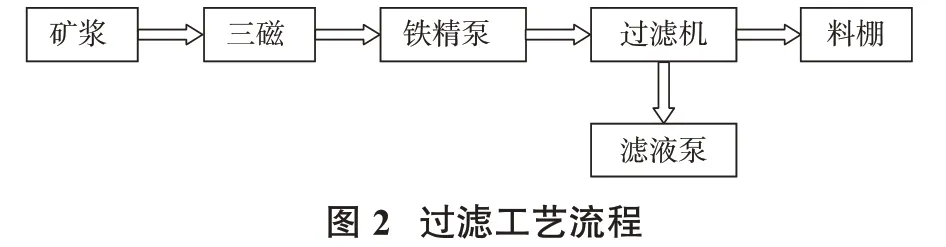
矿浆首先经三磁磁选,磁选后矿浆由铁精泵输送至分料箱,再由分料箱分别配送至6台真空永磁过滤机进行矿浆脱水,铁精粉由皮带运送至铁精料棚,水分经滤液泵输送至事故池。过滤工艺流程见图2。
2.2 硬件设计
(1)CPU。考虑到选矿厂原泵房系统为S7-300系列[3],CPU 为315-2 PN/DP,I/O 点数尚有冗余,无须单独购买CPU,在原系统内增设ET200M 子站,即可实现分布式组态控制,通过Profibus-DP 通讯协议与主站进行通讯。
(2)模拟量输入SM331(AI)。频率反馈模拟量10 个,电流模拟量8 个,温度、振动反馈模拟量6 个,共24 个点,选用8 路AI 输入模块(6ES7 331-7KF01-0AB0),共3块。
(3)模拟量输出SM332(AO)。频率模拟量输出8个,选用8 路AI 输出模块(6ES7 332-5HF00-0AB0),共1块。
(4)数字量输入SM321(DI)。过滤机开关量18个,皮带开关量18个,其他设备开关量16个,共52个点,选用直流32 点输入的DI 模块(6ES7 321-1BL00-0AA0),共需2块。
(5)数字量输出SM322(DO)。过滤机开关量8个,皮带开关量8 个,其他设备开关量18 个,共34 个点,选用直流32 点输入的DI 模块(6ES7 322-1BL00-0AA0),共需2块。
PLC各模块接线见图3。

2.3 软件设计
2.3.1 PLC程序
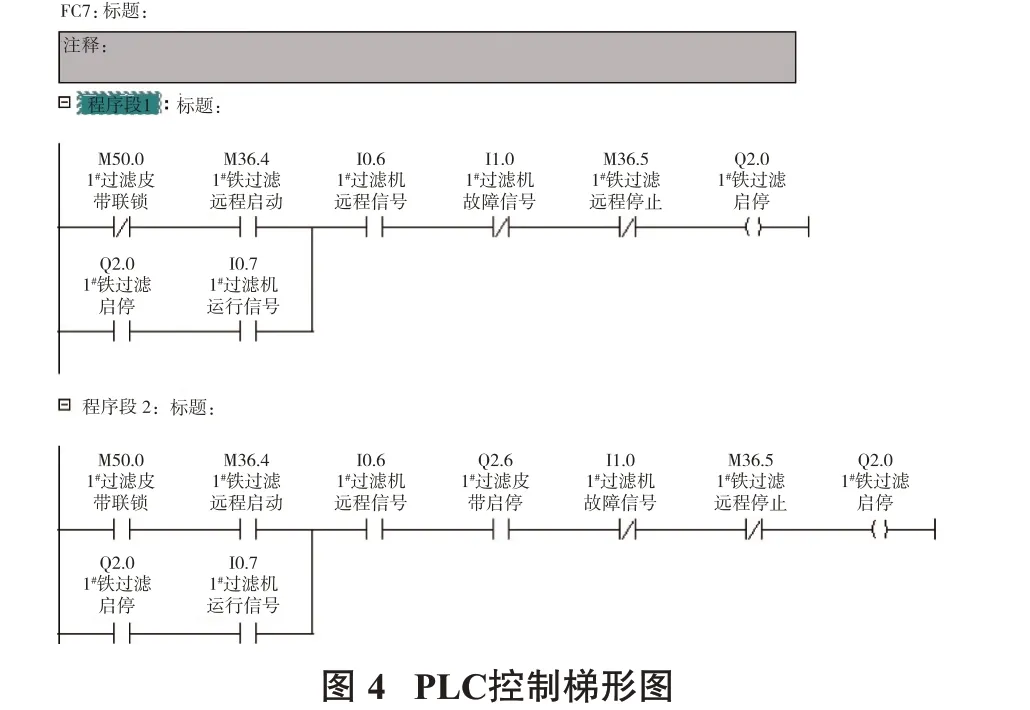
PLC 程序由西门子PLC 编程软件Step7 v5.5 编写,整个程序根据功能不同主要由设备启停、数据采样和频率设定等几个主要子程序组成,设备与设备间不仅存在继电器间的物理联锁,同时也在PLC 程序中实现软件联锁,大大加强了设备运行的可靠性。过滤集中控制的PLC控制梯形图见图4。
2.3.2 组态画面
Wincc 是目前国内比较流行的一种工业自动化通用组态软件,良好的组态能及时反映现场的实际情况,有利于职工及时对现场出现的情况做出相应的操作,同时实现现场的过程数据(温度、电流、功率等参数)、趋势曲线、操作记录和报警记录及时归档。过滤集中控制组态画面见图5。

2.4 现场安装
2.4.1 过滤机电机
原先过滤机采用电磁调速电动机进行调速,电磁调速电机由普通鼠笼式电动机和电磁调速转差离合器两部分组成,离合器故障率较高,速度损失大,效率低,无法精准控制转速,且无法实现与PLC 进行通讯。现更换为YVF2 变频电机与变频器组合[4],其具有效率高、调速过程无附加损耗、节能等优点。变频器选用博洋BY800 系列变频器。过滤电机变频控制原理见图6。

2.4.2 闸 阀
分料箱阀门原为普通手动闸阀,但随着工艺的调整,现场操作人员手动操作无法满足工艺要求,为此更换为PQ340F 球墨铸铁蜗轮偏心半球调节阀,以适应日常工作需求,实现分料箱阀门比例根据生产指标进行比例调节,以满足自动控制需求。
2.4.3 过滤机溢流槽液位计
原过滤机溢流槽未设置液位计,需要通过人工不断观察溢流槽液面,存在跑矿现象,亦不利于现场清洁生产。若溢流较大,还易导致上道工序三磁无法及时输送过量矿浆,致使跑矿。因此,在过滤机顶部溢流槽安装GSK系列干簧管浮球液位计[5],当过滤机顶部矿浆超出其自溢能力时,可及时发出声光警报,提醒操作人员,同时提高铁精泵与过滤机转速,避免跑矿现象。
2.4.4 现场监控
为了更好地实现过滤集中控制,在过滤机下料口、皮带、三磁等多处安装监控,方便职工实时查看设备运行状况以及铁精粉含水量。
2.4.5 铁精泵电机
铁精泵原安装有变频器,但需职工现场调节,铁精泵电机转速过高,会出现三磁矿浆喝空现象,铁精泵电机转速过低,便会造成三磁跑矿,不利于生产顺行。安装集中控制系统后,变频器频率可从上位机wincc组态画面中给定,并将变频器实时频率反馈至上位机,职工根据监控画面,便可轻松调节铁精泵转速。
3 控制系统创新点
(1)首次将TCW-12 真空永磁圆筒过滤机“电磁调速电机+控制器”方式更换为“变频器+变频电机”控制方式,既实现了转速精准控制,又实现了过滤机自动控制,以小成本投入,实现了设备自动化。
(2)过滤集中控制系统是在原电控系统上增设,原电控系统设备与设备间已存在继电接触器间的物理联锁,同时在PLC 程序设计时,又在程序中加入软件联锁,实现设备联锁“双保护”,提高了设备运行的可靠性。
(3)过滤机顶部溢流槽增设液位计,实现与三磁等工艺设备联动,减少了跑矿现象,保证过滤生产顺行。
(4)通过程序设计,实现过滤系统三磁、铁精泵、过滤机、皮带自动启停,职工无需逐台单独启动,可从wincc组态界面实现以上设备一键启停。
4 使用效果
经过安装与调试,过滤集中控制系统能够满足过滤生产要求,运行良好。
(1)西门子S7-300PLC 可靠性高,抗干扰能力强,平均无故障运行时间长达30 万h。使用PLC构成的控制系统,与同规模继电接触器系统相比,电气接线及开关接点大幅减少,减少了故障点,降低了故障率,可确保过滤生产高效顺行。
(2)过滤集中控制系统实现了设备联锁“双保护”,设备的误动作率大大下降,提高了设备运行的可靠性;自动化系统对设备运行参数实时分析,设备存在异常情况可及时发出警报,情况严重时会自动停机,避免了设备故障扩大化。
(3)过滤机顶部溢流槽增设液位计,实现与三磁等工艺设备联动后,未再出现跑矿现象,减少了系统停车时间,提高了生产效率;实施过滤系统“一键启停”后,降低了职工劳动强度,同时避免了由职工误操作而导致的意外事故。
(4)全面自主设计PLC 程序以及wincc 组态画面培养了职工动手能力,节省PLC 开关柜制作费用15万元,程序及wincc 软件组态费用10 万元,外委安装费用5 万元,合计节约外委设计安装费用30 万元。
(5)过滤集中控制系统实施后,每班可节省人工2 人,共节省人工6 人,按照人均工资8 万元计算,可节约人工费用48 万元。
(6)真空过滤机更换为“变频器+变频电机”控制方式后,实现了转速稳定、控制精准,过滤机稳定运行可使铁精粉品位提高0.1 个百分点,铁精粉品位每提高0.1 个百分点可创收1.5 元/t,按选矿厂年产120万t铁精粉计算,年创经济效益180 万元。
5 结 论
山东金岭铁矿选矿厂创新性地在以TCW-12 真空永磁圆筒过滤机为核心的过滤生产系统中实现了PLC 集中控制,达到了预期改造效果,满足了过滤生产要求,减少了人工和成本,使过滤生产更高效、稳定,对于其他矿山企业过滤系统升级改造,具有推广应用价值。