渣洗工艺对低碳钛微合金钢洁净度及性能的影响
2024-03-26王博李书恒王杏娟朱立光黄伟丽牛跃威
王博 李书恒 王杏娟 朱立光 黄伟丽 牛跃威


关键词:渣洗;显微夹杂物;洁净度;力学性能;微合金钢
0 引言
低碳微合金钢以其优异的力学性能,主要应用于运输、桥梁、建筑、管道等行业。特别是工程结构用钢方面,低碳微合金钢因具有强度高、塑性好、使用灵活等特点得到了建筑行业的广泛认可。国内外对低碳微合金钢的相关研究较多,普遍在低合金钢的基础上添加Nb、V、Ti等合金元素并运用控轧控冷技术使其获得优异的综合力学性能,同时在冶炼过程中大部分采用了LF、RH等炉外精炼的方式获得更优质、高洁净度的钢材。
随着市场竞争的激烈及客户对钢材品质的要求,低成本生产高品质用钢已成为国内外钢铁行业发展的必然趋势。由于LF精炼处理需要消耗大量人力及物料,生产成本相对较高,同时LF精炼处理也不能够满足高效、快速生产的要求。因此,开发出一种高效、低成本生产高品质钢的冶炼方法显得尤为重要。
大量研究表明,渣洗工艺可以极大程度地提升出钢过程的脱氧效率、去除夹杂物,特别是能够有效降低钢中硫元素含量,从而达到提升钢材洁净度及韧性的作用。渣洗工艺的实施能有效降低钢液的硫含量,脱硫效率能达到30 %~50 %。因此,对于一些没有精炼设备的中小企业采用渣洗工艺生产既可以缩短冶炼周期,节约成本,又可以改善钢材洁净度,提升产品品质。
某厂生产的DL350低碳钛微合金冷轧结构钢,原生产工艺为“转炉→吹氩→连铸”,生产初期产品夹杂物含量较高且冷轧断后伸长率较低,不能满足客户要求。通过采用“渣洗+吹氩”的方式,节约了生产成本,提升了生产效率。研究表明,采用新工艺后产品洁净度及性能明显改善。
1 试验方法
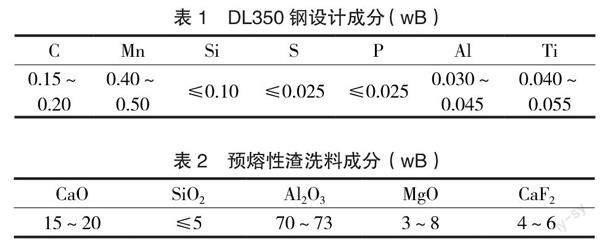
在某厂120 t转炉进行渣洗对比试验,试验用钢DL350成分如表1所示。生产工艺为:“转炉→渣洗+吹氩→连铸”,其渣洗工艺操作要点如下:1)出钢温度。温度越高对渣洗脱S越有利,但较高的温度会使转炉炉衬侵蚀严重,从而降低炉龄,因此渣洗出钢温度制定为1 650~1 680 ℃;2)渣洗料加入量及加入时机。理论上,渣洗料加入量越多对脱S越有利,但渣洗料加入过多短时间内在转炉出钢过程中难以完全熔化,因此加入量以刚好完全熔化为最佳。通过综合考虑现场冶炼条件及前期试验,渣洗料加入量在900~1 000 kg为宜,在出钢量1/4加入铝锭、铝块及适量硅锰合金,随后加入渣洗料;3)炉渣FeO含量。渣洗工艺钢包渣中FeO含量越低,则对脱S反应越为有利,试验采用挡渣帽配合挡渣锥联合挡渣,同时配有下渣自动检测系统,严格控制下渣量,降低FeO含量;4)底吹氩流量。出钢过程控制底吹氩气流量,确保合金及顶渣熔化且液面裸露不大。表2为预熔性渣洗料成分。
试验过程分别对采用渣洗工艺及未采用渣洗工艺钢水、铸坯及轧材取样,分析渣洗工艺对钢材洁净度及性能影响。
2 试验结果
2.1 氧、氮含量变化
钢中的氧含量反映了钢的洁净程度,同时也可以侧面反映出生产过程中是否存在二次氧化现象。因此,取生产过程中吹氩前、后饼样进行分析。图1为未渣洗与渣洗生产工艺下吹氩前、后氧、氮含量变化情况。可以看出,未渣洗钢液脱氧后w(T.O)=56×10-6,其钢水氧含量在合理范围内,吹氩后w(T.O)=36×10-6,较吹氩前降低了35.7 %,吹氩前后N含量变化不大。渣洗工艺钢液脱氧后w(T.O)=50×10-6,吹氩后w(T.O)=28×10-6,较吹氩前降低了44.0%,氧含量大幅度下降。通过对比未渣洗与渣洗工艺氧、氮含量可以发现,采用渣洗工艺钢液中的氧、氮含量均有明显下降,说明渣洗工艺对钢液脱氧及夹杂物去除有明显效果。
2.2 洁净度分析
分别对未渣洗与渣洗工艺条件下过程及铸坯分析显微夹杂物含量,研究渣洗工艺对钢液洁净度的影响。采用自动磨样机对所有金相试样进行粗磨、细磨和抛光,采用德国卡尔蔡司公司的JENAVERT显微镜对各试样进行观察和定量分析。分别取冶炼过程吹Ar前后饼样及铸坯内弧不同位置(表层、1/4、中心)金相试样,图2为铸坯取样位置示意图。
每个金相试样在400倍视场下连续观察100个视场,统计每个视场夹杂物的数量、形貌、尺寸。为了分析显微夹杂物粒度分布,根据其影响程度分级,即将夹杂物按尺寸分为(0,5]、(5,10]、(10,15]、(15,20] μm四級,采用直线法进行统计。根据统计结果分析显微夹杂物数量,采用单位面积内夹杂物的当量个数(粒度7.5 μm)来表征夹杂物数量密度,夹杂物当量个数的统计公式如下:
式中:I为单位面积上相当于当量直径B的夹杂的数量,个/mm2;B为夹杂当量直径,本计算中B=7.5 μm; Si为不同级别夹杂(平均直径分别为2.5、7.5、12.5、17.5 μm)的平均面积,mm2;ni为各级夹杂个数;F为视域面积,400倍时为310 μm×235 μm; N为视场数,本计算中为100个。
因此,显微夹杂物数量密度I为单位面积上当量直径为7.5 μm的夹杂物的个数。
图3为未渣洗与渣洗工艺条件下吹氩前后钢中显微夹杂物数量情况。未渣洗吹氩前钢中显微夹杂物为89个/mm2,吹氩后显微夹杂物为65个/mm2,夹杂物数量密度减少约27 %,说明吹氩对夹杂物去除有明显效果,但整体含量较高;而渣洗工艺下吹氩前钢中显微夹杂物为20个/mm2,吹氩后显微夹杂物为16个/mm2,夹杂物数量密度减少约20%。通过对比未渣洗与渣洗工艺吹氩前后显微夹杂物含量变化可以发现,经渣洗工艺处理后的钢液显微夹杂物含量明显降低,洁净度明显提升。
图4为未渣洗与渣洗工艺条件下铸坯不同位置(表层、1/4、中心)显微夹杂物统计情况。可以看出,铸坯不同位置显微夹杂物含量略有区别,但相差不大,夹杂物含量较吹氩前后明显降低,说明中间包冶炼对夹杂物去除有一定帮助。未渣洗工艺铸坯显微夹杂物平均数量密度为21.3个/mm2,渣洗工艺铸坯中平均显微夹杂物数量密度为15.7个/mm2,说明渣洗工艺对铸坯洁净度提升改善明显。
2.3 夹杂物类型统计
分别对未渣洗及渣洗工艺条件下铸坯显微夹杂物类型进行分析统计。图5为未渣洗工艺铸坯中主要夹杂物形貌及能谱。通过统计分析可以发现,未渣洗工艺铸坯中显微夹杂物主要为MnS、TiN、MnS-TiN及Al2O3及其的复合夹杂物。其中MnS夹杂物数量约占所统计夹杂物总量的50 %,形状呈球形和条状,尺寸在2~8 μm; TiN夹杂物数量约占统计夹杂物总量的20 %,形状呈三角形和矩形,尺寸在3~5 μm; MnS-TiN复合夹杂物数量约占统计夹杂物总量的20 %,形状多为球形,尺寸在2~10 μm; 另外还存在一定量的Al2O3及其复合夹杂物,数量约占10 %,形状为球形和一些不规则形状,尺寸在3~8 μm。
图6为渣洗工艺条件下铸坯中主要显微夹杂物形貌及能谱。通过统计分析可以发现,经渣洗工艺处理的铸坯夹杂物主要为MnS、TiN、MnS-TiN及少量的Al2O3,其中MnS夹杂物数量约占所统计夹杂物总量的40 %,形状呈球形和条状,尺寸在2~5 μm; TiN夹杂物数量约占统计夹杂物总量的20 %,形状呈三角形和矩形,尺寸在2~4 μm; MnS-TiN复合夹杂物含量数量约占统计夹杂物总量的25 %,形状多为球形,尺寸在3~8 μm; Al2O3及其复合夹杂物数量约占5 %,为不规则形状,尺寸在3~8 μm。与未渣洗工艺相比,主要夹杂物成分、类别与未渣洗铸坯变化不大,但夹杂物尺寸整体有所减小。
表3为未渣洗与渣洗工艺条件下试样组织及夹杂物评级情况。可以看出,未渣洗与渣洗工艺下热轧组织主要为F+P,晶粒度在10.5~11级,但未渣洗试样夹杂物评级较高,A类夹杂物在2.0~2.5级,B类夹杂物在1.5~2.0级,而采用渣洗工艺后,夹杂物评级明显降低,A类夹杂物降低到1.0~1.5级,B类夹杂物降低到0.5~1.0级,夹杂物含量的降低也为后续产品性能提升打下基础。
2.4 性能检测
分别对未渣洗与渣洗工艺试样进行力学性能检测及拉伸试验。表4为热轧板材力学性能检测结果。未渣洗试样屈服强度在433~476 MPa, 抗拉强度520~532 MPa, 符合产品设计强度要求,但断后伸长率较低,在26.0 %~28.0 %。渣洗试样屈服强度在434~460 MPa, 抗拉强度487~522 MPa, 与未渣洗试样相比变化不大,但断后伸长率明显提高,达到29.0 %~31.0 %。
表5为未渣洗与渣洗工艺试样冷轧产品力学性能检测结果。冷轧产品性能要求屈服强度不低于335 MPa, 抗拉强度不低于440 MPa, 断后伸长率不小于18 %。未渣洗试样厚度1.0 mm, 屈服强度398~410 MPa, 抗拉强度441~458 MPa, 断后伸长率15 %~16 %,力学性能满足指标,但断后伸长率不合格。渣洗工艺试样厚度1.0 mm、1.2 mm, 屈服强度401~413 MPa, 抗拉强度461~489 MPa, 断后伸长率19 %~20 %,满足了产品对断后伸长率的要求。
3 结 论
1)通过对比未渣洗与渣洗工艺吹氩前后钢液氧、氮含量可以发现,未渣洗鋼液吹氩后w(T.O)=36×10-6,渣洗钢液吹氩后w(T.O)= 28×10-6,w(T.O)下降了22.2%,说明渣洗工艺对钢液脱氧及夹杂物去除有明显效果。
2)对未渣洗与渣洗工艺过程及铸坯不同位置显微夹杂物分析可以发现,吹氩前后显微夹杂物数量密度降低明显,未渣洗吹氩后显微夹杂物65个/mm2,渣洗吹氩后显微夹杂物16个/mm2;未渣洗铸坯显微夹杂物数量密度为21.3个/mm2,渣洗工艺铸坯中平均显微夹杂物数量密度为15.7个/mm2,说明渣洗工艺对铸坯洁净度提升改善明显。
3)对钢中夹杂物类型进行分析可以发现,未渣洗试样夹杂物评级较高,A类夹杂物在2.0~2.5,个别试样还出现了较大的B类夹杂物,而采用渣洗工艺后,夹杂物评级明显降低,A类夹杂物降低到1.0~1.5,B类夹杂物降低到0.5~1.0。
4)对热轧、冷轧产品力学性能分析发现,未渣洗工艺热轧板材断后伸长率26.0 %~28.0 %,通过渣洗后试样断后伸长率达到了29.0 %~31.0 %,未渣洗冷轧产品断后伸长率15 %~16 %,渣洗工艺试样断后伸长率19 %~20 %,伸长率提升明显,但强度整体变化不大,满足客户使用要求。
本文摘自《炼钢》2023年第6期