双层预烧结新工艺
2024-03-26刘杰张辉徐礼兵钟强周明顺姜涛
刘杰 张辉 徐礼兵 钟强 周明顺 姜涛


关键词:双层预烧结;预烧结时间;上下层厚度;烧结时间;矿物结构
0 引言
双层预烧结工艺是一种可显著提高单台烧结机产能的技术,其突破了原料条件等的根本性限制,料层厚度可以轻易增加到900 mm以上,是对现有烧结工艺体系的升级和补充。其中,预烧结时间和上下层的料层厚度是该工艺的核心要素,决定了第2个点火器的位置以及料层厚度和提产幅度等,所以有必要全面研究和评价预烧结时间对双层烧结工艺的影响,从而完善双层烧结工艺的理论体系,为该工艺的推广应用打下基础。
1 试验方法
为使研究结果能指导生产应用,以同期鞍钢股份炼铁总厂某烧结机的生产条件为参数,设定烧结料层总厚度(下层布料厚度+上层布料厚度)为1 000 mm。实验室研究用烧结杯尺寸为
300 mm×1 100 mm, 烧结杯本体高度方向上呈螺旋式设置有可检测温度和气体成分的孔道,烧结杯示意图如图1所示。
主要试验步骤如下:1)按常规单层烧结进行第1次布料,布料高度根据试验设定,并定义为下层料层厚度;2)布料后,设定点火负压为
8 kPa, 点火时间为90 s, 烧结抽风负压为10 kPa; 3)在第1次点火后9 min时,进行第2次布料,时间控制在1 min内,布料厚度定义为上层料层厚度,然后进行时间为60 s的第2次点火;4)在第1次布料与第2次布料的交界处和烧结杯底部分别设置温度检测电偶,两个电偶检测到的最后一个到达最高温度的时间可认定为整个料层烧结的终点时间。试验用原料为生产车间经过混匀和制粒的混合料,混合料中的铁精矿配比为60%左右,主要化学成分见表1。
2 试验结果和讨论
2.1 料层高度的影响
在烧结生产中,保证烧结料层烧透的前提下,烧结时间长短直接决定了烧结机产量。试验以双层预烧结烧结机运行速度2.0 m/min为目标条件,当预烧结时间为10 min时,上层和下层料层的实际烧结时间如图2所示,技术指标变化如图3所示。
由图可知,在总料层厚度和预烧结时间确定情况下,料层上层和下层实际燃烧状态互相影响和制约,单一某部分料层厚度并不能决定总的烧结时间,故两者的厚度比例有最佳匹配范围,这与传统单层烧结工艺有非常大的差别,也是双层烧结工艺的显著特点。
由图3可知,在预烧结时间和料层总厚度确定的条件下,适宜的上下层厚度分配可以显著缩短烧结时间、大幅提高烧结利用系数,并且转鼓强度和成品率呈规律性变化。由于双层预烧结新工艺的研发初衷主要为提高烧结矿的产量,虽然在下层和上层的厚度分配为650 mm和350 mm时成品率和转鼓强度不是最高,但此方案下利用系数最高,烧结矿质量基本满足高炉的入炉要求,所以建议方案为下层厚度为650 mm、上层厚度为350 mm。
2.2 预烧结时间的影响
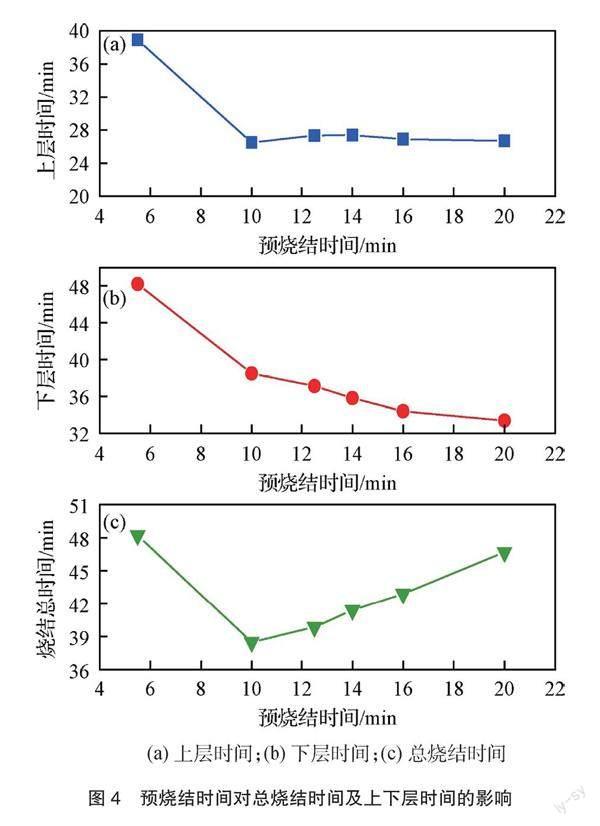
预烧结时间直接影响双层烧结工艺中第2个点火器的位置,并影响上下层烧结矿的产量和质量变化,因此是双层烧结工艺的核心影响因素。按照上下層料层厚度分别为350 mm和650 mm的情况分配,不同的预烧结时间下总烧结时间及上下层时间的变化如图4所示。
分析图4可知,由于料层的上层和下层互相影响,在预烧结时间小于10 min时下层料层的烧结时间较长,所以下层料层的烧结时间决定了总的烧结时间,并且总时间达到48 min以上。在预烧结时间大于10 min后,上层料层和下层料层的烧结时间均大幅缩短,所以总的烧结时间呈线性下降,此时上层料层的烧结时间与预烧结时间的总和决定了总的烧结时间。故预烧结时间在10~12 min时,总的烧结时间出现谷底区间,为38~39 min。同时,经过实验室验证,在预烧结时间为10~12 min时,上层料层和下层料层基本可以同时达到烧结终点,此种情况下,可以充分发挥上层和下层料层的空间优势,并且与单层烧结的终点判断方法相一致,有利于实际烧结生产时的操作管控。
在不同的预烧结时间条件下,烧结主要技术指标如图5所示。由图5分析知,在预烧结时间为10~12 min时,虽然成品率和转鼓强度不是最高,但总的烧结速度最快、利用系数最高,故预烧结时间应该控制在10~12 min。
2.3 烧结过程模型的建立
以烧结矿产量最高时的方案为基准(预烧结时间为10 min),针对双层预烧结工艺特点,在料层高度方向以150 mm处为起点,每隔200 mm对料层热状态进行检测,料层热状态和烧结矿残碳质量分数的主要变化过程如图6所示。
由图6可知,0~350 mm为第2次布料和点火后的烧结热状态。从150 mm和350 mm处热状态分析,随着烧结进行,烧结最高温度升高,均可以达到1 200 ℃以上;高温区延长,除表层烧结矿的残碳含量较高外,其他部位燃烧充分,但燃烧过程不仅受本身透气性的影响,还与下层的烧结状态密切相关。350~950 mm为第1次布料和点火后的烧结热状态,根据烧结时间进行测算,在350~550 mm为常规的单层烧结,由于此时整体料层厚度只有650 mm, 透气性好、燃烧和冷却速度快、残碳含量相对较低,在降温段后期会受上部料层燃烧余热的影响,出现二次升温,对提高该段烧结矿质量有益。在750~950 mm上层和下层存在两个燃烧过程的状态,相比于550 mm
处的热状态,在750 mm处的最高温度以及高温区时间出现明显降低,图6(b)中该位置的残碳质量分数可达0.3%左右,可见此处燃烧非常不充分,是影响双层烧结矿质量的关键部位;在
950 mm处已接近料层底部(含有40~50 mm底料),最高燃烧温度升高,但高温区较窄,部分存在燃烧不充分现象(残碳质量分数为0.10%~0.06%)。从真空室的热状态可以发现,在该料层分配比例下,上部料层和下部料层的最高温度几乎在同一时刻到达,这与单层烧结终点的判断方法保持一致,便于生产操作人员的辨别和设备控制。
针对不同时间下的温度变化规律建立了双层预烧结过程模型,如图7所示。
由图7可知,双层烧结自上而下分为上层烧结矿带、上层燃烧带、上层干燥预热带、上层湿料带、下层烧结矿带、下层燃烧带、下层干燥预热带、下层湿料带。双层烧结过程热量在空间上分布更为均匀,上层热物料对下层物料的保温和二次加热作用会强化下层表面的烧结矿质量。但如果抽风能力不足时,两个燃烧带同时存在,也会影响下层的燃烧气氛,进而影响下部的烧结矿质量。
2.4 烧结矿矿物结构的研究
为更全面评价双层预烧结矿的变化规律,对料层高度分别为150~250 mm(上部)、500~550 mm(中部)和700~800 mm(下部)处的烧结矿进行矿物结构研究,主要结果如图8~图10所示。
由图8可知,在150~250 mm处的料层上部,烧结矿矿相主要以铁酸钙、针状铁酸钙与磁铁矿和次生赤铁矿的交织结构为主,但部分位置也存在磁铁矿和次生赤铁矿的连晶结构,前者使烧结矿具有较好强度,而后者导致烧结矿质量较差。由于上部料层的透气性低于常规的单层烧结,且其料层较薄,局部温度较低处成矿反应差,仅发生了磁铁矿的氧化和次生赤铁矿的连晶;由于没有液相的生成,连晶结构孔洞较多,会严重降低烧结矿的強度,在实际生产时,可以通过在第2次布料点火后通热风和增加保温的措施来解决。
由图9可知,在500~550 mm处的料层中部为透气性非常好的单层烧结过程,由于燃料燃烧充分、料层厚度适中、热量充裕、氧化性气氛强,且会经历上层高温废气带来的二次高温,成矿效果良好,所以烧结矿主要物相为铁酸钙、针状铁酸钙和次生赤铁矿以及少量磁铁矿,不存在赤铁矿的连晶结构。
由图10可知,在700~800 mm处的料层下部,烧结矿含有大量骸晶结构,还伴有部分马蹄形状未完全还原成富氏体的磁铁矿颗粒出现,在其边缘是富氏体环以及大量混匀状小颗粒富氏体。由此可见下部料层是在弱氧化气氛甚至还原气氛下进行的燃烧反应,烧结成矿过程发生了还原,导致了液相性质的变化,并由此产生了大量骸晶结构。此外,部分赤铁矿和磁铁矿被还原成了富氏体,而富氏体结构疏松,影响黏结强度而恶化了下层烧结矿的质量。但是在下部仍有部分铁酸钙和针状铁酸钙在此条件下生成。在抽风能力不能足的条件下,要解决下部料层的弱氧化性气氛,一方面可以通过延长预烧结时间,在牺牲部分产量的条件下,改善下部料层的成矿环境,提高烧结矿的强度;另一方面可以通过富氧烧结的手段,改善下部料层的燃烧气氛。
3 结论
1)在总料层厚度和预烧结时间确定时,双层预烧结的总烧结时间呈先缩短再延长的趋势,在上层料层厚度为350 mm、下层料层厚度为
650 mm时总烧结时间最短。
2)在上层和下层料层厚度确定时,随着预烧结时间的增加,烧结总时间呈先缩短后延长趋势,烧结利用系数随预烧结时间的增加则先升高后降低,转鼓强度随预烧结时间的增加保持增大,适宜的预烧结时间应控制为10~12 min。
3)不同料层位置最高温度均可达到1 200 ℃以上,由于在下部750~950 mm料层处同时存在两个燃烧过程,受抽风能力和透气性的影响,会出现燃烧不充分现象,降低下层部分烧结矿的质量,但双层烧结的热量在空间上分布更加均匀,会一定程度上弥补燃烧不充分导致的质量变差
问题。
4)不同料层位置烧结矿所处燃烧环境不同,造成矿物结构有较大差别,尤其在700~800 mm处,烧结矿含有大量骸晶结构,并伴有部分马蹄形磁铁矿颗粒和小颗粒富氏体。
本文摘自《中国冶金》2023年第9期