基于大挠度理论的金橡板真空吸附供板机构设计
2024-03-25崔祖铭晏祖根高凌董静鲁俊孙健伟
崔祖铭,晏祖根,高凌,董静,鲁俊,孙健伟
(哈尔滨商业大学,哈尔滨 150028)
0 引言
随着现代科技的快速发展和《中国制造2025》行动纲领的发布,企业转型加速进行,实现生产过程自动化成为企业行动目标。目前,机械自动化生产已经快速应用到各个行业中,它是机械产业的一次重要升级和改革,在很大程度上减轻了工人的劳动强度,其设备的研究要保证生产过程的高效性、安全性、完整性、稳定性、可靠性等[1]。
金属橡胶复合密封板(简称金橡板),是以高品质不锈钢、冷轧钢板等金属材料做基材芯板,以氟橡胶为底涂,丁腈橡胶为表面涂层制成的一种金属橡胶复合板[2]。在金橡板生产行业中,金橡板因其厚度、柔性等因素对生产机器有着较高要求。在其生产作业过程中,作为操作起点的进料系统,需要根据金橡板的特殊性能进行特别研究。本文针对企业在金橡板橡胶底涂生产过程中存在自动化水平低、劳动力多的问题,结合企业生产需求,提出一种自动生产设备,开展金橡板自动进料的研究[3]。
1 金橡板进料系统
在进料系统中,因真空吸附装置不受壁面材料的限制,控制简单、吸附力较大、经济实惠,因此进料系统以真空吸附方式为执行机构[4-6]。进料系统由丝杆、储料箱、KK模组、导轨、真空吸附机构组成,其基本参数(长宽高)为1500 mm×700 mm×605 mm,进料系统的模型如图1所示。
设计储料箱以存放金橡板,系统运行前,工人将金橡板成叠放入储料箱中,转动手轮,以丝杆模组为运动平台将金橡板移动至吸附机构正下方,以更好地吸取金橡板,同时也可完成对不同规格的金橡板的供送。其中执行系统由手轮、丝杆和直线导轨组成,将滑块分布在连接平台四边,直线导轨固定在机架上,由丝杆带动平台进行移动,此装置中丝杆只需克服导轨与滑块之间的摩擦力,直线导轨用来承受载荷,连接平台用于连接滑块储料箱,丝杆模组为吸附机构吸取材料创造了良好条件[7-8]。
2 金橡板挠度分析
金橡板的长度远大于其高度,柔性较大,在吸取起来的过程中会发生很大的弯曲,其弯曲问题属于线性大挠度的问题。为了确定金橡板真空吸附供板机构在金橡板上的吸附位置,以及运动的具体参数,对其进行挠度分析,确定在不同位置金橡板的水平位移与竖直位移。并且通过实验对计算值进行验证,为后续设计打下基础[10]。
2.1 挠曲线的理论基础
在材料力学中,悬臂梁的挠曲线公式为
式中:ρ为挠曲线上(x,y)点处的曲率半径,m;θ为挠曲线上一点切线与x轴的夹角,rad;s为挠曲线的弧长,m;M为弯矩,N·m;E为弹性模量,MPa;I为转动惯量,m4。
与小挠度不同的是在大挠度变形中,在水平方向上发生的位移不能被忽视,则挠曲线上的夹角θ值不是一个很小的值,不能通过θ=tan θ=sin θ来计算,y′=tan θ不能被忽视,挠曲线公式可以表示为
将金橡板弯曲问题看成悬臂梁大挠度弯曲问题,以固定端端点为原点,以变形前的边端为X轴,垂直弯曲方向为Y轴建立平面坐标系,变形后竖直方向最大移动距离用ω表示,水平方向最大移动距离用μ表示,因此金橡板大挠度的弯曲简图如图2所示[12]。
均匀载荷下的弯矩方程为
式中:q为金橡板的均匀载荷,N/m;x为计算点到固定端的长度,m;μ为均匀载荷引起的水平位移,m;L0为不发生变形的总长度,m。
在Mx中有未知量,公式无法求解,但其他参数一定,则挠曲线方程唯一确定。根据此结论可将式(3)中的L0-μ=L看成一个常数,由此进行求解。金橡板弯曲后的长度不发生改变,可得到变形后的几何关系为
因此可得到
通过式(2)得到
式中的边界条件ω(0)=0,ω′(0)=0。
利用MATLAB对式(6)求解,可得到:
将式(7)代入式(5)中得到:
式中:金橡板的弹性模量E为13 850 MPa,截面惯性矩N/mm。利用黎曼积分求解出式(8)左边关于L的积分解,并通过二分法迭代求解出L,将求解得到的L值代,均匀载荷入式(7)中,求解ω,计算结果如表1所示。

表1 计算数据
2.2 最大挠曲线实验
通过对金橡板悬垂进行悬垂实验,确定金橡板的水平移动位移μ与竖直方向移动位移ω,实验台如图3所示。实验的步骤为:

图3 实验台
1)在金橡板上每隔1 cm做上标记。
2)将金橡板水平固定在桌子边缘,两把尺子垂直放置,测量金橡板自由端上的水平方向与竖直方向的坐标。
3)改变悬垂长度进行坐标测量。通过坐标与悬垂长度,确定金橡板的水平与竖直方向的移动距离,由于水平位置在L段较小时其水平位置与竖直位置变化较小,因此测量的数据从190 mm开始测量。所测数据如表2所示。
2.3 金橡板挠曲线结果分析
将实验数据与计算数据进行对比,图4为水平方向的移动距离,图5为竖直方向的移动距离,通过曲线对比,两组数据均存在着一定误差,计算每组数据的绝对误差,发现在水平方向上绝对误差都较小,一般在2 mm之内,在竖直方向上绝对误差为5 mm之内。造成误差的主要来源有两个方面:一是计算误差,在MATLAB计算时,采用黎曼积分求解,该方法为近似求解法,对得到的数据有一定的影响;二是实验误差,因金橡板的质量很小,在进行实验时,在金橡板上贴上尺寸方便对弧长的观测,但微小的质量也会对实验数据造成影响,同时在使用尺子读取数据时会与真实值存在偏差。但是其绝对误差较小,在进行金橡板真空吸附供板机构运动分析的过程中,要充分考虑这些误差,从而选择最合适的移动距离以及合适的运动组件。
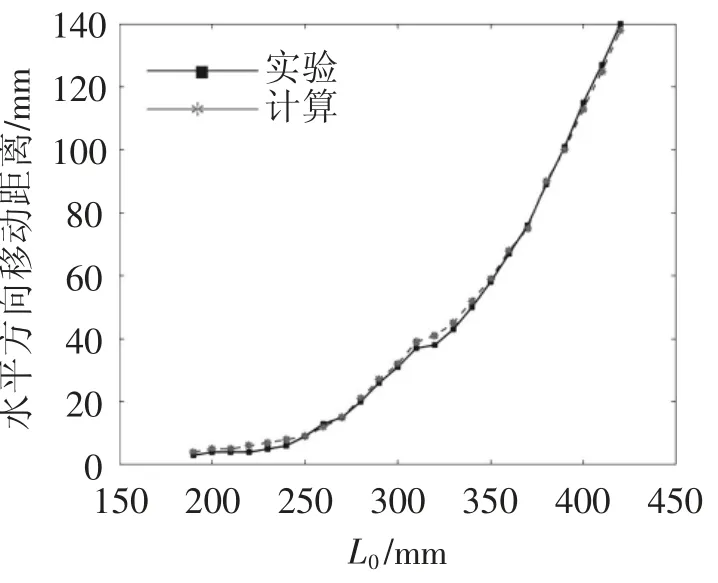
图4 不同长度下水平方向移动距离

图5 不同长度下竖直方向移动距离
3 金橡板真空吸附供板机构的运动学仿真
根据所设计的真空吸附机构,得到金橡板真空吸附供板机构运动组件的工作流程如图6所示,运动基本参数如表4所示。

表4 真空吸附供板机构的运动参数

图6 真空吸附机构工作流程
为了分析真空吸附机构的运行过程,将真空吸附模型简化后导入ADAMS中进行运动学仿真,仿真过程不考虑外部载荷对工作过程的影响[13-14]。以吸取最上层的金橡板对真空吸附机构进行分析,从原点开始向下吸取金橡板,再回到原点位置,循环时间为6.9 s,在这个循环过程中,需在3.5 s时速度达到160 mm/s,且持续时间为1 s,以真空吸附机构左下角的吸盘的重心位置进行运动分析。
1)合速度曲线如图7所示,水平方向与竖直方向的速度如图8所示。从图8中可以看出,吸盘在3.5 s时速度到达160 mm/s,并且保持此速度继续向前运行,结合各个方向的分速度可以看出:吸盘在0~1 s时,吸盘竖直向下运动吸取基材,其最高速度为148 mm/s;1~2.5 s吸盘竖直向上运动;2 s时水平方向开始运动,当水平方向运行135 mm后,竖直方向开始移动,此时水平方向保持150 mm/s的速度运行,当其合速度为159 mm/s时,运行1 s后,真空吸盘启动释放金橡板,水平与竖直方向减速运行,然后回到原始位置。
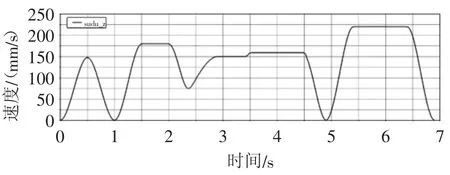
图7 吸盘重心位置合速度

图8 吸盘重心位置速度
2)水平方向与竖直方向的加速度曲线如图9所示,在竖直方向加速度出现峰值的时间为3.4~3.5 s,最大加速度为760 mm/s2;水平方向加速度出现峰值的时间为4.5~4.6 s,最大加速度为600 mm/s2,这也与速度曲线中速度快慢变化相一致。在这个过程中,速度与加速度的变化不会对所设计的工作流程有较大的影响,可以成功将金橡板运送到氟胶槽中,并且回到原点位置,完成工作流程。

图9 吸盘重心位置水平与竖直方向加速度
3)运动轨迹如图10所示,运动轨迹能够按照设定稳定运行,基本满足运动的要求。
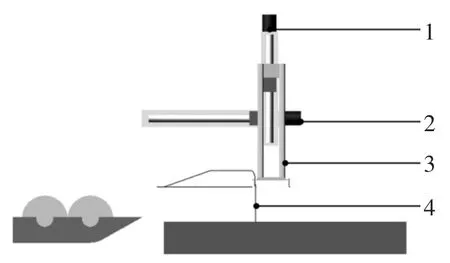
图10 吸盘重心位置轨迹轨迹
4 结语
针对企业对金橡板底涂工艺的实际要求,开展进料系统的研究,重点开展了真空吸附供板机构的研究。基于研究成果,建立了进料系统的虚拟样机,并着重阐述了供板机构的工作原理与工艺流程。最终通过ADAMS对真空吸附机构进行了运动学仿真,增强了供料系统的可靠性。
