制丝生产管控技术探讨与实践
2024-03-15卜献鸿段春稳任强胜文朝钧
李 帆,卜献鸿,段春稳,任强胜,文朝钧,黎 钢
(1.四川省丝绸科学研究院有限公司,成都 610031;2.四川安泰茧丝绸集团公司,四川 武胜 638400;3.四川省丝绸工程技术研究中心,成都 610031)
1 行业现状及企业存在的问题
1.1 行业现状
制丝行业的特点是生产环节流程长,现场管理中生产技术管控点多,生产的产、质、耗指标波动大,容易导致生丝的质量提不高,同时茧耗降不低的状况,严重制约制丝生产企业经济效益的提高和高质量发展。制丝企业能够吸收较多人员就业,同时能带动广大农民增收致富,客观上又要求继续发展。当前受国际经济大环境的影响,全球的纺织行业呈现整体下滑的趋势,尤其是国内的服装制造业出口订单减少,影响到制丝行业的发展。特别是茧丝行业的大幅波动,造成了制丝生产企业成本增加,利润空间进一步被挤压,生产企业出现了生存的压力,因此提升制丝生产管控技术水平,生产优质、低耗生丝产品已是企业的必然选择。
1.2 生产企业存在的问题
通过对一些代表性企业进行生产管理全过程的现场观察、资料查阅、交流等活动,分析总结出具有共性的3个方面问题。
(1)四川的制丝生产企业主要以干茧生产为主,生丝产品质量总体居于行业的先进水平,但是在生产效率及原料茧消耗方面与广西相比有较明显的差距,生产成本居高不下,导致企业的经济效益不高,缺乏持续发展的能力,因此四川制丝生产企业的需求是在稳定提高现有质量水平的条件下能够实现高产、低耗的目标。
(2)广西制丝企业目前采用鲜茧生产为主、干茧生产为辅的生产方式。由于鲜茧的解舒率好,鲜蛹收入高,因此生产效率总体较高、原料茧消耗低,企业的经济效益较好。但是在大部分企业生产中,蚕茧只真空渗透不煮茧或者用长笼煮茧机“假煮”,茧层的丝胶没有得到有效膨润,导致生丝的总体质量较差,特别是清洁、洁净和抱合等质量指标与后道的丝织、染整要求有较大差距。
(3)制丝生产中部分企业不能将产、质、耗3方面有机结合,缺乏完善、高效的优质生丝生产管控技术体系,因此在制丝生产管理中容易忽视细节,为生丝产品质量、产量的提高及消耗降低留下隐患;在生丝质量方面,目前集中体现在清洁、洁净成绩影响等级的提高,同时生丝抱合成绩突出表现为不稳定,会出现少量生丝的抱合指标急剧下降的状况。
2 问题分析及措施
2.1 问题分析
制丝生产管理的主要内容有工艺管理、操作管理、设备管理等。管理的好坏直接影响生丝生产的产量、质量和消耗,对企业的经济效益起着决定性的作用,特别是在当前市场竞争激烈的环境下,企业要生存和发展就必须加强制丝生产技术的管控,长抓管控要点,真正实现生丝生产的高效、优质、低耗。其中工艺管理是整个生产技术管理的核心,它贯穿于操作、设备管理中,是衡量制丝生产管理水平的主要标志,是企业实现高效优质生丝生产的关键,因此主要仍是针对生丝生产中工艺、设备的管控技术进行强化和改善。
2.2 制定生丝生产管控技术措施
在前期调查、分析、讨论及总结的基础上,并结合实施企业生产管控实际状况,针对性就生丝生产中提高关键性的质量指标:清洁、洁净和抱合;降低煮茧和缫丝车头索理绪中产生的吊糙,提高生产效率;提高原料茧利用率,降低茧耗等几个方面来强化优质生丝生产管理。主要从混剥选茧、煮茧、缫丝等生产流程中的工艺管控优化及部分设备结构改进着手,制定优质生丝生产管控措施。
战国《禹贡》九州导山导水示意图和北宋沈括的《禹迹图》中,黄河与长江的流向都与如今所见,并不相同,中途几经改道;唯有汉江,在这两幅地图上,描绘得与今天的地图几乎一样。
2.2.1 混剥选茧
混茧主要是在并庄过程中进行的,要求是混合均匀,不损伤茧层,操作是从茧垛拿茧,四周及上、中、下均衡拿取,每轮混茧量20包以内为宜。
剥茧中毛茧不可剥得太光,以免损伤茧层,增大缫折,但同时也不能剥得太毛,以免妨碍选茧等后序工作的进行。技术要求是均匀铺茧,茧层厚度以2~3粒为宜,剥光率达到90%~92%即可。
选茧是根据自动缫丝工艺要求对蚕茧进行分类,生产优质生丝对选茧的重点管控要求:首先,应采用上茧缫丝,如采用鲜茧缫制优质生丝,也应该将选茧工艺要求纳入管控,按要求在进冻库前进行选茧;其次,安装灯光选茧设施,严格控制各类误选,准确选出内染茧、绵茧、双宫茧、浮松茧、畸形茧、深柴印茧等下足茧,特小茧、特大茧应选入次茧中;最后,要管控平均粒茧质量,一般以工艺设计200粒质量±2 g为标准,每班均应检测,超出工艺要求范围要及时通知自动缫丝车间采取相应的纤度控制措施,避免平均纤度的大幅波动。
2.2.2 煮茧工序
煮茧是制丝生产的咽喉环节,要求是煮熟均匀,防止表煮,有利于提高出丝率、生丝清洁、洁净及抱合等成绩,同时减少缫丝生产中的万米吊糙而提高生产效率,因此改善和提高煮茧质量的技术措施有以下几点。
(1)采用鲜茧缫丝的煮茧工艺,优先使用减压煮茧,因为减压自动煮茧机煮鲜茧,是采用“真空+蒸汽”的方法,能降低吐水温度,有效控制丝胶溶失率;在茧腔不含水的状态下进行负压蒸煮,蒸汽热能通过热对流方式快速进入鲜茧中、内层,达到均匀煮熟茧层的目的,使茧层丝胶充分均匀膨润软和,因此生产的生丝清洁、洁净、浸渍后抱合成绩能得到明显提高,突破鲜茧丝的质量瓶颈[1]。
(2)煮茧用水采用自来水或原水。
(3)蒸汽压力保持稳定,波动值控制在±0.01 MPa以内。
(4)煮熟茧热茧热缫,持茧量不堆积、不缺少,提高新陈代谢水平。
(5)庄口投产后,每班需根据煮茧过程现象观察煮熟茧外观质量,并对丝胶溶失率、解舒率、万米吊糙等指标进行测试,同时观察车头索理绪情况及生丝清洁、洁净成绩,进行煮茧工艺纠偏和优化。
2.2.3 缫丝工序
缫丝是制丝生产的核心环节,生丝产品的质量、原料茧消耗及生产效率与缫丝环节的工艺管理、人员操作、设备完好状况等密切相关,因此制丝生产管控技术措施的制定在缫丝生产环节中显得尤其重要。根据当前行业现状及市场需求针对性制定缫丝环节的生产管控措施。
(1)对自动缫丝机车头索绪部进行改造,将索绪锅划分为高、低温区,并设计相应的蒸汽管道,分段进行控制。在工艺上提高索绪内的温度均匀性,通过分段控制的孔管控制索绪锅的温差,满足不同类型蚕茧索绪所需要的热能,提高索绪效率,减少蓬糙茧产生的概率。
(2)对新茧补充装置结构进行优化,增加辅助装置,控制每次加茧茧量,提高加茧频率,防止温度突变影响索绪效率。在总茧量不变的情况下,还能够大幅提高新旧茧搭配比例,从而提高生丝清洁、洁净、抱合成绩[2]。
(3)严格执行生产过程中的工艺、设备检查内容和频次,主要措施及要求见表1。
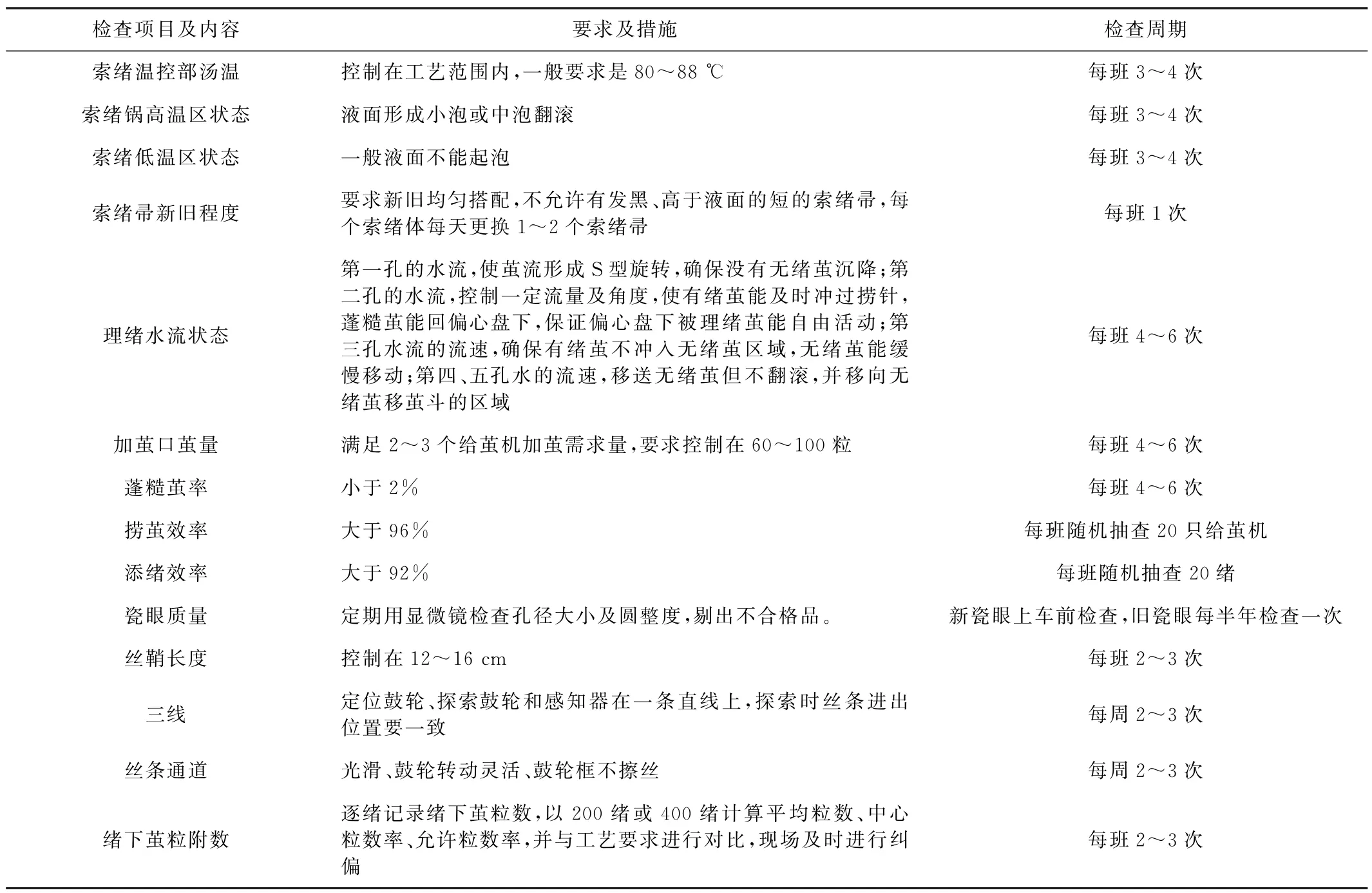
表1 缫丝工艺、设备检查内容及要求
(4)缫丝生产的一些特殊时段容易产生生丝质量问题,因此要专门针对部分时段的生产技术管控措施提出特别要求。一是缫剩茧开班处理方法,开班0.5 h以内车头不得加缫剩茧,0.5 h后从理绪锅无绪移送部逐步加入索绪锅,少量勤加,一般要求2 h左右加完;二是隔夜丝鞘处理方法,要求开班将隔夜丝鞘全部拉掉,防止低抱合生丝出现;三是生产中途停车时索绪锅蚕茧处理方法,如生产中途停机超过0.5 h以上,应将索绪体抬起,将索绪锅内的蚕茧扒到理绪锅内;或放掉原有高温索绪汤,加冷水降温,防止锅内蚕茧糙纇增加。
3 实施效果
根据制定的生丝生产管控技术措施,分阶段分步在四川某生产企业进行实施,首先进行部分设备结构改进和优化;其次对制丝生产、工艺及设备管理等人员进行管控措施和方法的讲解,做到每一个控制点都能达到设计要求;最后在该企业进行生产性验证,并对实施前后的生丝生产的产量、质量、缫折(采用同庄口原料茧)数据进行统计汇总,对比数据见表2。

表2 生丝生产产量、质量、缫折对比情况
从表2对比数据来看,生产管控技术措施实施到位后效果明显,单位时间内生丝产量提高6.1%;生丝质量提高0.5 个等级,特别是目前行业中影响生丝关键的洁净成绩提高显著,为生产优质生丝提供了技术保障;生产缫折降低了3.4 kg,经测算此项原料茧消耗的降低可为企业生产吨丝增加经济效益约0.6万元。
4 结束语
经企业生产实践证明,随着制丝生产设备的改进、优化以及生产管控技术措施的改进,通过对混剥选茧、煮茧以及缫丝全生产过程生产工艺的精细管理和控制,生丝生产的产、质、耗3大指标均能得到明显的改善和提高,说明为企业制定的优质生丝生产管控技术措施是行之有效的,确实能为制丝生产企业生产优质生丝,减少原料茧消耗,增加经济效益,可为行业的高质量发展提供技术保障。
