波形钢腹板预应力组合箱梁的无损检测
2024-03-15季汉敏
季汉敏
1.上海市建筑科学研究院有限公司 上海 200032
2.上海市工程结构安全重点实验室 上海 200032
波形钢腹板预应力组合箱梁是一种新型的桥梁结构形式,它是由三者构成:1.由混凝土顶底板。2.体外预应力筋。3.波形钢腹板。是对传统的混凝土钢筋桥梁的一种改进。
与传统的混凝土钢筋腹板箱梁相比,此种桥型将钢结构和混凝土相结合,混凝土顶底板具有抗弯性,波形钢腹板具有抗剪性,两者结合能充分发挥了材料的使用效率。该结构桥型自重较轻,抗震性能良好,施工吊装简便,外观协调,综合性能突出,而且很好的解决了大跨连续梁中出现的混凝土腹板裂开问题,提高结构的耐久性。波形钢腹板预应力组合箱梁桥有施工工期短、成本较低、施工效率提高等优点,可以说是中国桥梁建设中一种比较好的选择。
该项目的钢结构部分主要是以波形钢腹板和桥墩箱梁为主,采用钢板主要材质为Q355qD,主要部件钢板厚度范围在14~25 mm。焊接方法包括埋弧自动焊和二氧化碳气体保护焊。焊接接头形式主要有等厚平板对接、角型接、T型接。
1 波形钢腹板预应力组合箱梁检测的相关技术规范、标准
1.1 主要使用的规范及其要求
根据设计单位要求,项目使用JTG/T 3650-2020《公路桥涵施工技术规范》。在公路桥涵施工技术规范第8章8.6焊接检验中,明确了各个结构位置焊缝所对应的质量等级、检测方法、检验等级、检测比例、检测方法。具体检测位置要求(见表1)[1]。

表1 桥梁具体检测要求
1.2 超声波检测使用的标准、技术要求及验收等级
根据设计要求,超声波检测采用GB/T 11345-2013《焊缝无损检测 超声检测 技术、检测等级和评定》和GB/T 29712-2013《焊缝无损检测 超声检测 验收等级》两本标准进行检测评定。检测技术要求及验收等级(见表2)[2]。

表2 检测技术要求及验收等级
1.3 磁粉检测使用的标准、技术要求及验收等级
根据设计要求,磁粉检测采用GB/T 26951-2011《焊缝无损检测 磁粉检测》和GB/T 26952-2011《焊缝无损检测 焊缝磁粉检测 验收等级》两本标准进行检测评定。检测技术要求及验收等级(见表3)[3]。

表3 检测技术要求及验收等级
1.4 射线检测使用的标准、技术要求及验收等级
根据设计要求,射线检测采用GB/T 3323.1-2019《焊缝无损检测 射线检测 第1部分:X和伽玛射线的胶片技术》和GB/T 39710.1-2019《焊缝无损检测 射线检测验收等级 第1部分:钢、镍、钛及其合金》两本标准进行检测评定。检测技术要求及验收等级(见表4)[4]。
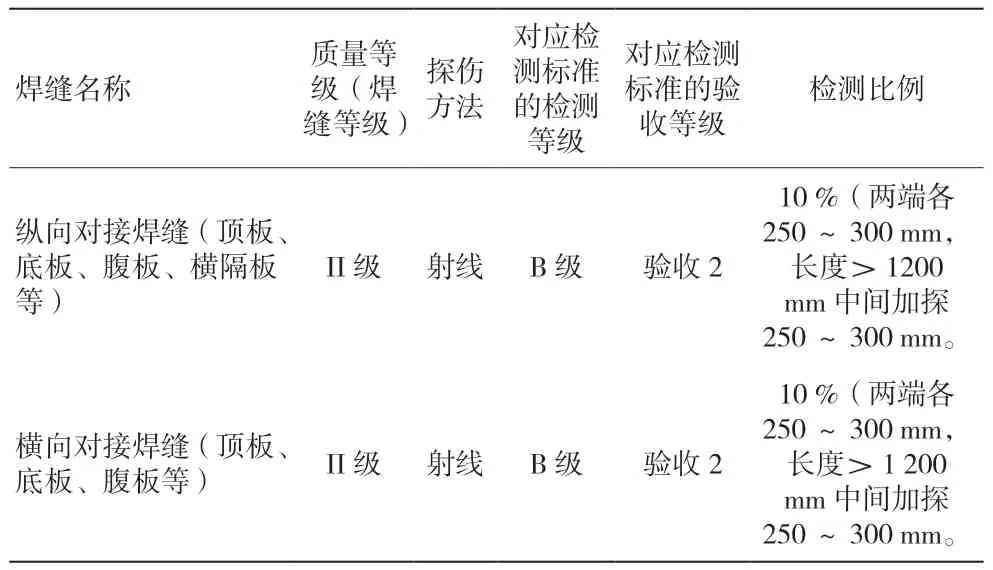
表4 检测技术要求及验收等级
2 波形钢腹板无损检测技术要点
2.1 波形钢腹板结构展开
波形钢腹板预应力组合箱梁钢腹板主要分为左右中3块。每一块的主体结构又分为上翼缘板、波形腹板、下翼缘板。图1是整座桥梁中局部波形钢腹板展开图,图中把各主要位置结构清晰显示,其中在波形腹板上有局部结构加强,在图中不明确标明。
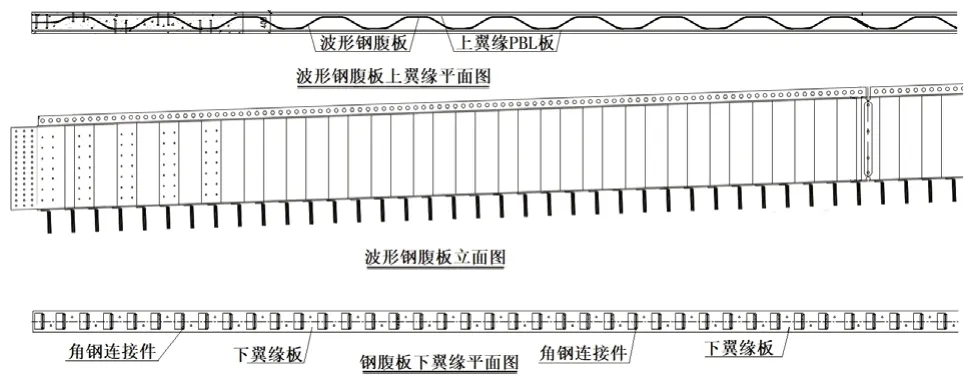
图1 波形钢腹板结构展开图
2.2 上翼缘板检测技术要点
上翼缘板结构主要为PBL板与翼缘板的焊接,均为T型贴角焊缝(见图2)。对于此处T型贴角焊缝不需要进行磁粉检测5。但其T型贴角焊缝部位在后期使用中受力明显,属于重要结构。特向设计和施工方追加此处位置的磁粉检测。

图2 上翼缘板检测位置
PBL板与翼缘板相连接的T型贴角焊缝检测方法为磁粉检测。在整个T型贴角焊缝的磁粉检测过程中,有以下几点技术要点需要注意:
1)磁轭的全接触:图3中给出了错误和正确的磁化方法。

图3 磁化的全接触
2)磁间距:使用固定的磁间距来验证提升力。后期检测中所有的磁间距不得超出验证的最大磁间距。T型贴角焊缝的磁间距计算见图3右。
3)焊缝两端包角处:焊缝的两端包角处在后期使用中应力比较集中,必须做到表面零缺陷。
2.3 波形腹板检测技术要点
波形腹板结构主要为波形腹板与上下翼缘板焊接、波形腹板搭接焊接、波形腹板拼接焊接,接头形式主要有T型全熔透焊缝、搭接角焊缝、等厚对接焊缝(见图4)。对于腹板与上翼板全熔透焊缝和波形板之间搭接角焊缝不需要进行磁粉检测。但后期使用中受力明显,长期受到动载力,都属于重要结构。特向设计和施工方追加此处位置的磁粉检测。

图4 波形腹板检测位置
波形腹板与上下翼缘板连接的焊缝采用磁粉超声进行检测,此部位的超声检[5]测属于常规检测。波形腹板搭接焊缝采用磁粉进行检测。
在此重点分析波形腹板的拼接焊缝的超声检测技术要点:
1)接头形式:根据图4/3-3所示所有波形腹板拼接焊缝都是以等厚平板与弯板的对接焊缝形式出现。
2)取形规取形:根据等厚平板与弯板的对接形式,检测前需要对焊缝及焊缝两侧至少150 mm区域进行取形。运用取形规截取形状,并在A4纸上画出1:1截面图。
3)传输修正:在检测前必须对等厚平板与弯板都进行传输修正的测定,并在检测时相对应的增加。
4)弯板侧检出缺陷定位的依据:在等厚平板与弯板对接检测中,利用自行测量出的W距离和声程数值在1:1截面图中绘制计算出缺陷的水平和深度。
5)1:1截面图的绘制及记录数据:见图5。

图5 1:1截面图的绘制及记录数据
6)弯板处缺陷定位:根据图5所示,弯板处检测出信号波需绘制缺陷图。
(1)根据W距离,在弯板处确定探头入射点。
(2)在入射点处绘制出实测探头角度。
(3)根据仪器显示出的实际声程距离,绘制出声程路径。
(4)判断缺陷的真实性,对缺陷深度和水平的定位并记录全部信息。
7)通过新技术对此类焊缝进行检测:运用相控阵检测技术(PAUT)。相控阵检测可以做到检测速度快,定位精准,灵敏度高等许多优势。可以有效的检出焊缝中缺陷。
3 结束语
波形钢腹板预应力组合箱梁焊缝焊接的形式比较固定,但技术难点相对较多。结合规范和主体结构确定了桥梁具体的无损检测方向。根据检测过程中发现的问题,为了保证桥梁的质量,及时完善无损检测的工艺方法,通过不同的检测方法能有效的对焊缝进行检测,保证缺陷的有效检出。
