接触器底座注射模设计
2024-03-13李琴兰
李琴兰
(天水师范学院 机电与汽车工程学院,甘肃 天水 741001)
0 引言
接触器底座如图1所示,结构复杂,有多处形状既需要侧抽芯成型,又被与其垂直的孔贯穿,导致其成型模具结构复杂,又因底座的外观要求,增加了模具设计难度。设计了多种模具结构方案均不理想,成型塑件的外观面有明显分型线。为了满足塑件尺寸及外观要求,同时尽可能简化模具结构,设计了新型模具结构。
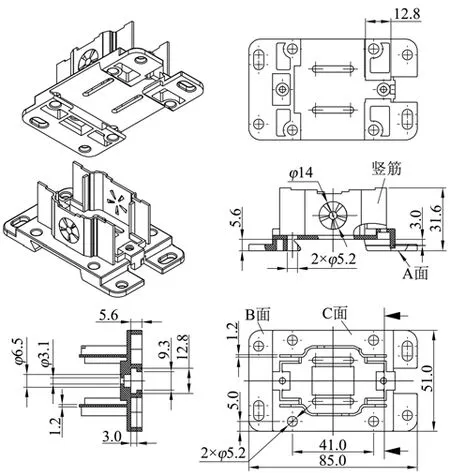
图1 底座结构
1 底座分析
底座类似半封闭式盒形件,竖筋所围的盒形里面装线圈,竖筋所在外侧面及B、C 面均为外观面,不允许有推杆痕或明显的分型线,竖筋高度所在端面为与上壳体配合面,尽量避免设置扁推杆,A面为安装面,底面要求水平,可以设置推杆或分型面。该塑件为了实现接触器卡轨安装和螺钉安装2种功能,设计了2 个燕尾槽和4×φ5.2 mm 通孔,为了和其他机型接触器安装尺寸保持一致,4×φ5.2 mm 孔距、位置都不能更改,导致其中2×φ5.2 mm 孔贯穿了需要通过侧抽芯成型的燕尾槽,这是模具设计的难点。塑件材料为增强阻燃尼仑,竖筋部分面积大,高度较高,壁厚薄,只有1.2 mm 厚,所允许的拔模角度小,成型时塑件容易粘模、困气。φ14 mm 孔及扇形侧孔为散热孔,位于外观面上,需要通过侧抽芯成型。如何保证竖筋及侧孔部分顺利成型及脱模,同时保证外观无推杆痕和明显分型线,这也是该模具设计的难点。3.0、9.3、12.8 mm 槽为卡块安装槽,需要侧抽芯成型。
2 底座在模具中的放置
从底座的尺寸、形状、结构及产量等综合考虑,模具按1 模2 腔设计。从保证塑件的成型、脱模、推出等方面考虑,常规会按图2(a)所示方向放置及分型待成型塑件。塑件底面正中心设置点浇口,采用三板模结构,所有侧型芯及组件安装在动模侧。但待成型塑件按图2(a)所示放置,无论如何分型,B、C面(见图1)及竖筋所在外侧面等外观面都会出现分型线及推杆痕,且模具结构复杂。因为A 面为安装面,允许有推杆痕和分型线,从满足塑件要求考虑,模具设计时只能按图2(b)所示方向放置及分型待成型塑件,与常规的盒形件放置方向和成型方向相反。

图2 待成型塑件在模具中的放置
3 分型与成型结构
塑件有3处需要通过侧抽芯成型,第1处为3.0、9.3、12.8 mm 的卡块安装槽;第2处为燕尾槽;第3处为竖筋上的φ14 mm 台阶孔及扇形侧孔。长12.8 mm 卡块安装槽侧抽芯距离较长,从待成型塑件的分型、推出考虑,该处抽芯只能设计在动模侧。第2处燕尾槽和第3 处扇形侧孔的成型需结合2×φ5.2 mm贯穿孔及竖筋的成型综合考虑。
待成型塑件按图2(b)放置,避免了外观面出现推杆痕,但考虑竖筋位面积大、高度高,且壁厚较薄,为防止成型塑件粘模,除了增大竖筋拔模角外,一般会将大部分筋位成型放在侧型芯上,且将侧型芯设计在动模侧。但这又会在B、C 面或竖筋外侧面上产生分型线,影响塑件外观,同时因筋位内侧面粘模力大,侧型芯脱模后塑件变形大,2×φ5.2 mm贯穿孔不论在动、定模单侧还是双侧成型,燕尾槽不论通过斜推杆成型还是通过侧抽芯成型,模具结构都较复杂,开合模还有顺序要求,模具制造成本高,后期调试、维护保养难度大,因此排除通过侧型芯成型竖筋及B、C面的方案。
综合上述分析,只能将竖筋及B、C 面设在定模成型,为了保证竖筋部分顺利脱模,避免粘模,考虑使用在2 个不同型芯成型竖筋内、外侧面,且这2 个型芯之间能相互滑动,即开模时先脱开一侧面,减小粘模力,并获得塑件后续脱模时需要的变形空间,然后再脱开另一侧面,这种结构就是定模型芯预抽芯结构,即成型在动模或定模同一侧的需要先后2 次分别脱模,而不是1 次脱模。扇形侧孔部分只能通过侧型芯成型,但侧型芯要设计在成型竖筋型腔同侧,即设计在定模侧,且沿φ14 mm 台阶孔分型,采用定模隧道式侧抽芯,这样能避免竖筋面和B、C 面产生分型线,满足底座外观要求。确定上述成型结构后,燕尾槽及与之贯穿的2×φ5.2 mm 孔成型结构也随之确定,因两者相互贯穿,若圆孔成型在单侧,则需要延时侧抽芯或有开合模顺序要求,因受空间和位置限制,且从后期连续稳定成型考虑,排除了通过斜推杆成型燕尾槽的结构,选择结构更简单,便于维修调整的滑块侧抽芯成型。考虑2×φ5.2 mm 贯穿孔型芯强度和燕尾槽侧抽芯结构,沿与燕尾槽的贯穿线分型,动、定模各成型一半,这样圆型芯和侧型芯开合模不会干涉,也没有开合模顺序要求,主要分型及成型结构如图3所示。
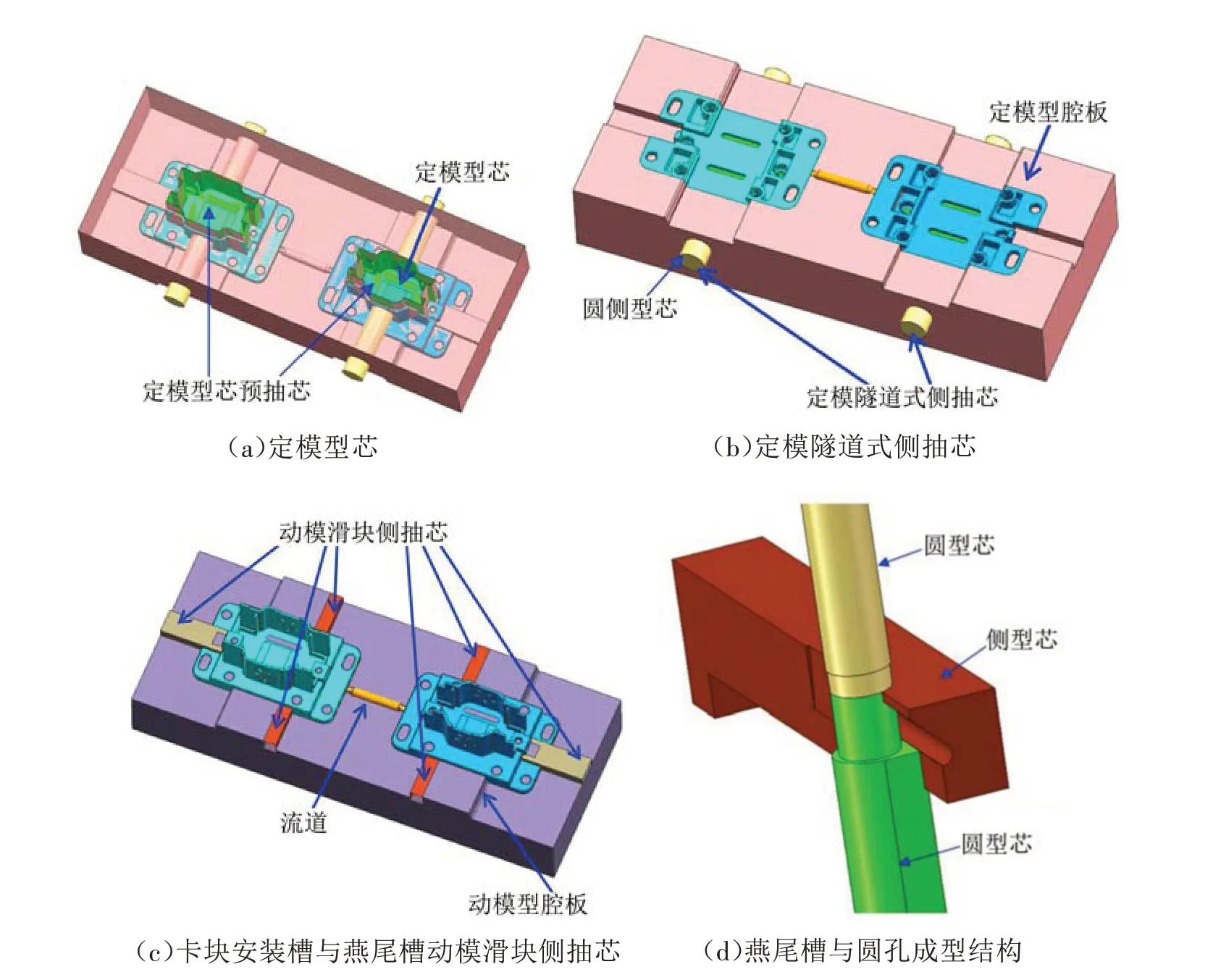
图3 主要分型及成型结构
4 模具结构及工作过程
模具结构如图4 所示,主要对定模型芯预抽芯和定模隧道式侧抽芯结构进行说明。模具为两板模结构,动模三面滑块侧抽芯,定模两面隧道式侧抽芯,采用潜伏式浇口进浇,定模型芯12 成型塑件竖筋内侧面,通过定模型芯固定板13固定在定模座板8 上,定模型腔板17 成型塑件竖筋外侧面,固定在定模板4 上,定模型芯和定模型腔板之间为滑动配合,定模固定板和定模板之间装有弹簧,定模板和动模板之间装有拉模扣,圆侧型芯18固定在滑块16 上,横穿定模型腔板,滑块16 上宽62 mm、高20 mm 的凸台形(见图5)安装在定模板上,并能沿定模导轨28和定模板台形组成的槽内水平滑动,滑块斜面上有“T”形槽,与锁紧块15 上“T”形配合,起滑动导向和侧抽芯作用,锁紧块15 固定在定模固定板上,当定模板与定模固定板分开时,滑块16 在锁紧块“T”形槽导向及作用下,既沿定模导轨28 和定模板台形组成的槽内水平滑动,又随定模板向下运动,带动圆侧型芯随定模型腔板既向下运动,又水平滑动,完成侧抽芯;合模时运动方向相反。因该侧抽芯距离较短,滑块和锁紧块“T”形槽不分离。

图4 模具结构
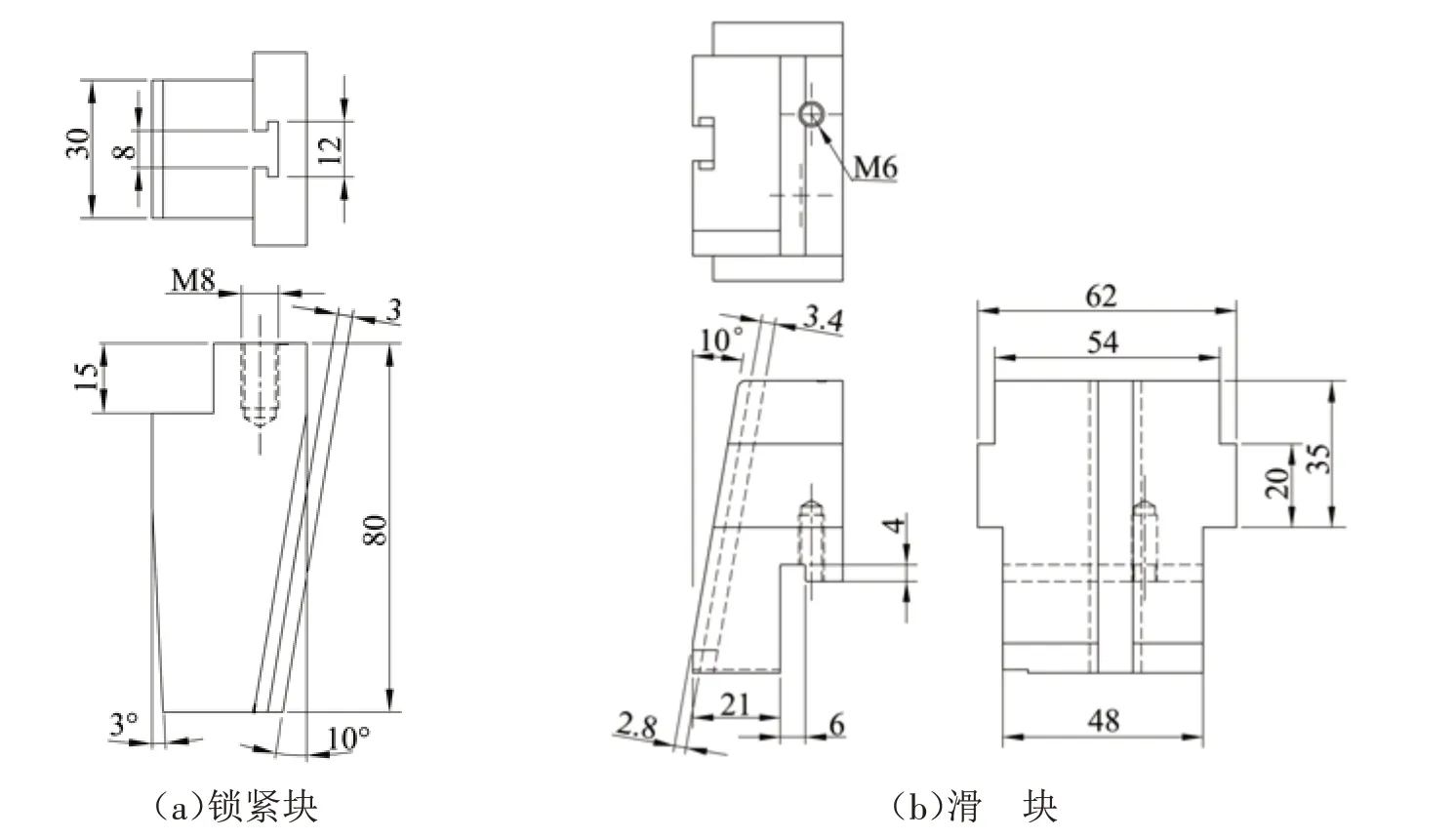
图5 锁紧块与滑块结构
开模时,在弹簧作用下,定模板和定模固定板先分开,此时定模型芯开始脱模,同时圆侧型芯在滑块16 和锁紧块15 作用下开始侧抽芯,当定模型芯和侧型芯完全脱模后,定距拉杆6开始作用,此时定模板不动,动模板继续向下运动,在卡块槽和燕尾槽侧型芯等作用下,竖筋外侧面脱开定模型腔板,随后卡块槽和燕尾槽完成侧抽芯,动模部分脱模,成型塑件被推出。燕尾槽、卡块安装槽侧抽芯结构和常规的动模滑块侧抽芯结构相同,不再描述。
模具浇口设在定模型腔板,定模型腔板上浇口所在位置进行搭接补偿,保证浇口处强度,使整体流道更短,浇口凝料残痕小,对成型塑件外观影响小,能实现自动化生产。
5 锁紧块与滑块结构
定模隧道式侧抽芯锁紧块和滑块结构如图5所示,两者除了“T”形结构外,锁紧块上3°斜面和定模板配合,起反锁紧作用,圆侧型芯18 可固定在该滑块上,当侧型芯尺寸较小、数量较多时可通过固定板固定在滑块上。
6 模具设计注意事项
(1)塑件壁厚不均,竖筋壁厚较薄,底面部分壁厚较厚,为了保证成型塑件顺利脱模,缩短成型周期及减少翘曲变形,预抽的定模型芯要单独设计冷却水道,动、定模型腔板四周也要设计环形冷却水道。
(2)预抽的定模型芯12 和定模型腔板17 都为成型零件,开模时两者之间打开距离较大,考虑合模时便于导向、滑动,且成型部分不被损伤,其配合面需设置0.5°的锥度。浇口套和定模型腔板配合面同样要有一定锥度,锥度根据浇口套直径、长度等给定,推荐1.5°左右。圆侧型芯因侧抽芯距离较小,与定模型腔板配合面可不设锥度。
(3)定模型芯预抽芯结构实现分段脱模,先脱开竖筋内壁,再脱开竖筋外壁,分解了竖筋的脱模力,避免了因定模型芯粘模力过大而脱模不良造成塑件变形,另一方面粘模力最大的竖筋内壁脱模后,竖筋外壁粘模力较小,在燕尾槽、卡块安装槽侧型芯作用下脱模时,塑件变形小。
(4)定模型芯按照竖筋内壁形状设计为直筒式,且成型部分带有一定的拔模角,可通过慢走丝线切割一次加工而成。
(5)流道及浇口设计时应尽可能降低浇口套安装位置,缩短主流道及分流道长度,同时在不影响外观且成型塑件能自动脱落的前提下,将潜伏式浇口部分设计为断面面积较大的长方形,尺寸取2.0 mm×0.6 mm,既减小了成型时流道内压力损失,又避免注射成型压力过高、塑件变形大或出现飞边等缺陷。
(6)成型竖筋内壁的定模型芯、成型扇形侧孔的圆侧型芯均为直筒式镶件,与定模型腔板之间相对滑动,能起到排气作用,避免筋位熔体流动末端出现困气、注射不满或塑件表面流痕等缺陷。
(7)浇口位置的选择应使浇口内熔体流动方向和型腔内熔体流动方向基本一致,这样能减小熔体流动阻力和成型压力,塑件变形小。
模具试模和批量生产成型周期约为30 s,成型温度为250~280 ℃,成型压力为35~40 MPa,实际成型塑件如图6所示,在后期使用中,因散热要求增加了侧面扇形侧孔数量,同时侧面增加了2个长孔。

图6 成型的底座实物
7 结束语
模具已应用于批量生产塑件,模具使用稳定良好,维修、保养方便,成型的塑件合格。底座注射模结构新颖,对类似有外观要求的塑件成型具有借鉴作用。