“双碳”背景下制氢技术前景展望
2024-03-13李冰峰李婉张晓勤贾荣周再举
李冰峰,李婉,张晓勤,贾荣,周再举
(四川电力设计咨询有限责任公司,四川成都 610041)
1 氢能产业发展现状
氢气因其无碳无毒、单位质量能量密度高及来源丰富等优点,被视为最具发展前景的二次清洁能源。作为“电能替代”的一种,氢能在交通运输、工业生产、储能调配以及建筑等领域有着广泛的应用前景,是未来能源转型的重要支柱产业。积极开发利用以氢能为代表的新型清洁能源,对推动我国“双碳”目标的实现,深入推进能源生产和消费革命,加快能源产业结构的转型和优化具有深刻的意义。
部分欧美发达国家很早就已经意识到了氢能这一绿色清洁能源在未来能源体系的重要性,并将其作为能源转型的重要战略选择。进入21世纪,我国也在积极布局氢能发展战略,逐步完善氢能相关的政策体系。在国家和各地政策的扶持与引导下,国内氢能产业驶入高质量发展的“快车道”,虽然起步较晚,但发展势头却十分强劲。现阶段我国正积极开展氢能全产业链布局,加快推动氢能全产业链融合发展,有望在不久的将来与西方发达国家完成技术接轨甚至反超。
但是,当下我国氢能产业仍然面临着核心技术亟待突破、自主知识产权数量偏少、基础设施不完善等等诸多问题[1]。
2 制氢技术简介及研究进展
当下主流制氢技术分为两类,一类是热化学制氢,主要包括煤制氢、天然气制氢及工业副产氢;一类是可再生能源制氢,主要包括电解水制氢及光解水制氢。根据制取方式及碳排放量的不同,将氢能分为灰氢、蓝氢和绿氢三种类型。煤制氢与天然气制氢碳排放量高,属于典型的灰氢;在灰氢基础上耦合碳捕捉和碳封存技术,大大降低碳排放量,这种氢气就是蓝氢,除此之外,工业副产氢也属于典型的蓝氢;利用可再生资源生产的氢气在生产过程中能够实现碳净零排放,这种氢气被称为绿氢。
2.1 煤制氢
煤制氢工艺主要包括焦化制氢以及煤气化制氢。煤炭焦化以制取焦炭为主,含氢的焦炉煤气属于工业副产氢的范畴[2],气化制氢则是煤制氢的主要技术路线。
煤气化制氢涉及的工艺流程相当复杂,通常包括高温气化生成合成气(H2+CO)、CO 与水蒸气变换生成H2和CO2、脱除酸性气体(CO2+SO2)、氢气提纯等关键工艺环节,进而得到产品氢气。典型煤气化制氢反应如下:
鉴于我国以煤炭为主要化石能源的能源供应结构,煤气化制氢的最大优势在于原料成本低廉,加之相关的技术路线成熟、装置规模大,因此,现阶段乃至未来十年都将是我国大规模制氢的主流技术[3]。另一方面,煤气化技术也存在工艺流程复杂、配套装置多、设备投资成本大、气体分离成本高、产氢效率偏低等缺点。同时,煤制氢还是高二氧化碳和高污水排放行业,对环境有显著的负面影响[4]。
2.2 天然气制氢
天然气制氢技术主要包括蒸汽重整工艺、部分氧化工艺、自热重整工艺以及近几年来兴起的催化裂解工艺。其中,天然气蒸汽重整工艺自工业化应用至今仍是应用最广泛、最成熟的天然气制氢技术[5]。蒸汽重整工艺的主要反应方程式如下:
脱硫预处理后的天然气与水蒸气高温重整转化为主要成分为氢气(H2)、一氧化碳(CO)和二氧化碳(CO2)的合成气,合成气与水蒸气经过进一步反应将其中的一氧化碳(CO)转化为氢气(H2)和二氧化碳(CO2),最后利用变压吸附(PSA)过程,得到高纯度氢气。
相较于煤制氢技术,天然气制氢反应过程产生的环境污染较少,碳排放强度(生产1 kg 氢气排放约10 kg 二氧化碳)也大幅降低,因此北美、中东等拥有丰富石油天然气资源的地区普遍采用天然气制氢技术。针对我国石油、天然气等资源供应紧张的现状,实际生产中在天然气资源丰富的地区建设有大型天然气制氢工程。
2.3 工业副产氢
工业副产氢指的是现有工业,例如氯碱化工、炼厂重整、焦炉煤气及丙烷脱氢等,在生产目标产品的过程中生成的副产物氢气,通过简单的分离提纯,即可得到产品氢气。在所有的工业副产氢中,只有炼厂催化重整副产氢用于后续化工工艺中,其他的工业副产氢在之前很长的一段时间内基本上都没有得到有效利用:氯碱行业副产氢气大量空放,焦化行业副产焦炉气大多“点灯”,资源浪费现象相当严重。对这部分工业副产氢进行提纯利用,既能提高资源利用率和经济效益,又能降低污染、改善环境。
2.4 电解水制氢
2.4.1 电解水制氢技术类型及基本原理
根据电解水制氢系统工作环境和电解槽所用的隔膜类型不同,电解水制氢技术主要分为碱性(AEL)水电解、质子交换膜(PEM)水电解,固体聚合物阴离子交换膜(AEM)水电解、固体氧化物(SOEC)水电解四种。不同类型的电解水制氢技术的原理如图1所示。
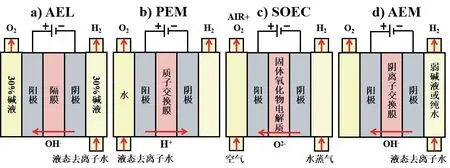
图1 不同电解水制氢技术示意图
AEL 技术(图1a)以质量分数为30%的KOH 溶液作为电解质溶液,在外加直流电的作用下,水分子在阴极发生析氢反应生成H2和OH-,OH-穿过隔膜进入阳极区,在阳极发生析氧反应生成O2,具体反应方程式如下:
与AEL 不同,PEM 技术(图1b)则是在直流电源和催化剂的共同作用下,水分子在阳极发生析氧反应生成O2和H+,H+穿过质子交换膜与阴极的电子结合产生H2。具体反应方程式如下:
SOEC 技术(图1c)是将混有少量氢气的水蒸气通入阴极(混氢的目的是保证阴极的还原气氛,防止阴极材料Ni 被氧化),在阴极发生电解反应分解生成H2和O2-,O2-通过电解质层到达阳极,在阳极发生氧化反应生成O2。反应过程如下:
AEM 技术(图1d)基本原理以及阴、阳极反应与AEL 技术相似,不同的是前者电解质溶液只需弱碱性水或纯水。在结构方面,AEM 电解槽与PEM 电解槽相似,由阴离子交换膜将双极板分隔于膜两侧,紧凑布置。而且AEM 电解槽可以使用镍基等非贵金属催化剂,因此有效降低了材料成本。相对于AEL电解槽和PEM 电解槽,AEM 电解槽结合了AEL 的经济性、PEM 的高电流密度和高响应能力等技术优点。不同电解水制氢技术示意见下图1。
2.4.2 电解水制氢技术比较及应用现状
在以上四种电解水制氢技术中,AEL 作为最早实现产业化的电解水制氢技术,已有超过70 a 的运行数据和应用经验,其技术储备最为丰富。从最初的航空航天工业,到后来的燃煤电厂发电机冷却用氢,再到如今的大规模可再生能源耦合制氢,基本采用了AEL 技术。AEL 技术主要应用优势在于:①工艺路线成熟;②制造成本低,关键零部件已基本实现国产化,在国际上具备较强的竞争力,同等单机规模的AEL 电解槽生产成本只有PEM 电解槽的25%左右。但该技术存在电解效率低、冷启动速度慢、不适合频繁启停等缺点,导致其难以与具有快速波动特性的新能源电力系统直接耦合。此外,生成的氢气里面还夹杂着碱液和水汽,需要额外的辅助设备除去杂质。为降低制氢成本、降低电解能耗、解决电解效率低等问题,当下主要的解决方法包括:①研制高性能隔膜,提高隔膜电导率;②开发高性能电极涂层,降低过电势;③改进电解槽结构,如流道设计;④增加电解小室数量。针对冷启动慢,难以与光伏风电直接耦合的难题,大规模“绿氢”项目通常增设电化学储能单元,来维持供电的稳定性。
与AEL 电解槽相比,PEM 电解槽设备结构更加紧凑,电解效率更高;工作模式更为灵活,“绿电”适应性更好;产氢纯度更高,仅需脱除少量水汽;同时耐差压强度更大,压力调控范围更广。基于以上优点,近年来PEM 技术迅速兴起,并大规模商业化推广应用。
PEM 制氢设备在技术指标上优于AEL 制氢设备,但考虑到 PEM 电解水设备高昂的单位造价和暂未被攻克的技术问题,国内大规模“绿电”制氢在中短期仍是以AEL 技术为主。中长期来看,离网制氢将逐步成为主流,而PEM 技术较AEL 技术更加适合在不稳定电源供电情况下制氢,更适配离网制氢模式。未来在制氢设备的选择上,PEM 技术与AEL 技术混合制氢有望成为多数选择,这样的优化组合将发挥碱性电解水制氢的经济优势和PEM 电解水制氢的快速响应能力。
目前,AEM 电解水制氢正逐步从小规模研究应用到商业化示范过渡阶段,但是从成本、能效及寿命方面来看,距离大规模商业化应用还有很长的路要走。阴离子交换膜是制约AEM 制氢技术发展的关键因素,因其制备方法复杂、电化学性能及化学稳定性较差,严重影响了AEM 电解槽的使用寿命。当前国内阴离子交换膜制备技术尚未实现突破性进展,严重依赖国外进口,提高了制备成本。
2.5 光解水制氢
光解水制氢具备装置简单、反应条件温和等优点,但相关研究还停留在实验室研究层面。目前热门的光解水制氢体系是粉末光催化体系,也就是将催化剂粉末直接分散在水溶液中,通过光照射水溶液产生氢气。
3 展望
在“十四五”期间,化石燃料制氢仍是大规模制氢的主要方式,因此,提高化石燃料的制氢效率,减少化石燃料制氢过程中产生的污染是我们必须持续关注的问题。可再生能源电解水制氢技术能实现氢能的清洁制造,尽管在氢能发展初期受制于转化效率低和成本高等问题,但是从长远看,该技术将在我国制氢产业技术路径中发挥主导作用。
在未来,氢能将逐渐成为支撑我国经济发展的重要战略能源。不论是电解水制氢、光解水制氢、工业副产氢或是化石燃料制氢,依靠单一路径制备的氢源远远满足不了未来社会发展的需求。最终将形成以可再生能源电解制氢技术为主,光解水制氢、工业副产氢、化石能源制氢为辅的多元化发展的供氢模式,构建绿色低碳的制氢技术路径。
