基于模糊解耦策略的小型注塑机料筒温度F-PI复合控制器
2024-03-11张绍坤沈加明傅挺胡燕海
张绍坤,沈加明,傅挺,胡燕海
(1.宁波大学机械工程与力学学院,浙江宁波 315211; 2.宁波华美达机械制造有限公司,浙江宁波 315803)
小型注塑机因其体积小巧、操作简单,在国内外有着非常广泛的应用。小型注塑机料筒内部包含有3个加热段:加料段、压缩段、均化段。由于不同加热段控制温度不同,相邻加热段存在温差,造成热量传递以及温度场耦合。目前,大多数注塑机生产厂家的料筒温度控制采用传统的PID控制方法[1],虽然能达到一定的控制效果,但不能满足市场发展的高精度控制要求。有学者提出模糊控制与PID控制相结合的方法[2-4]、基于启发式优化算法的PID参数整定方法[5-6],有效改善了注塑机料筒温度的控制效果,但没有解决料筒不同加热区之间温度场的耦合作用。文献[7]提出的神经网络解耦控制方法在理论上可行,但是由于计算量过大,并不适用于一般的嵌入式工程中。
针对料筒各加热段之间温度场的耦合现象,笔者在分析料筒温度特性和模糊控制特点的基础上,提出模糊解耦控制策略,在此基础上进一步地提出F-PI复合控制与模糊解耦控制器相结合的方法对料筒温度进行控制。
1 料筒温度特性分析
为满足注塑工艺要求,料筒要分段控制,小型机一般为3段,每个加热段包含1或2个加热区,其结构如图1所示。每个加热区由单独的固态继电器(SSR)对加热线圈进行通断控制,从而实现调节温度的目的,温度信号由螺孔处安装的热电偶采样,经过放大滤波输送给主机,再由主机内部A/D转换将数据传输给CPU进行计算得到SSR的通断时间比[8]。
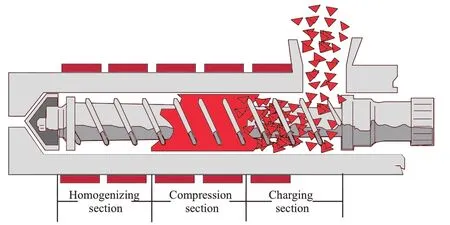
图1 注塑机料筒结构示意图Fig. 1 Structure of injection molding machine barrel
选用料筒压缩段和均化段中相邻的3个加热区进行实验,通过在生产现场以50%的全功率输入,对每个加热区分次单独施加阶跃电压信号,记录其余两段加热区的变化,得到温度响应曲线如图2所示。
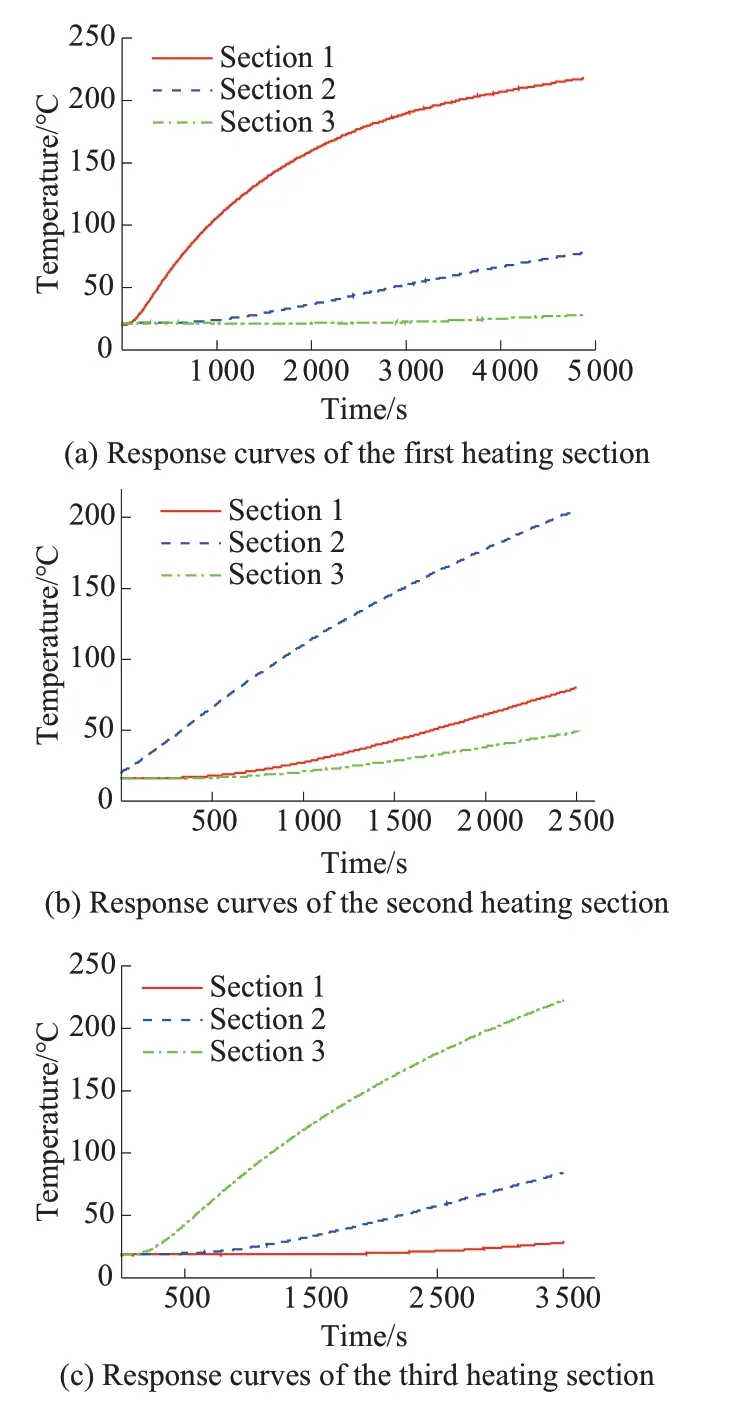
图2 阶跃电压信号下各加热区温度响应曲线Fig. 2 Temperature response curves of each heating section under step voltage signal
分析图2可知,相邻的加热区之间的温度存在着较大的耦合,而分离的加热区之间温度场的耦合较小,可以忽略不计。在实际生产中,往往忽视了相邻加热区之间温度的耦合对于控制精度的影响,使得温度曲线的超调量增大、过渡时间增长。
注塑机料筒温度控制系统是一个大容积滞后加纯滞后的对象。其动态参数随着筒温变化,而在设定的工作温区附近,动态特性近似呈线性。为了方便控制,通常将其视为线性系统,模型可描述为式(1)。
式中:Y为料筒温度;t为加热时间;Ta为惯性时间常数;K0为放大系数;U(t)为控制电压;τ为纯滞后时间。
若控制器输出控制量为p(t),而p(t)和[U(t)]2成正比关系,即Kp(t)=K0[[U(t)]2],则对式(1)进行拉氏变换,可得式(2)。
式中:P(s)为经过拉氏变换之后控制器的输出控制量;s为复变量;K为比列系数。
将式(2)变换为传递函数形式,则料筒温度控制模型即为一阶惯性纯滞后系统[9],其传递函数方程见式(3)。
式中:G(s)为系统传递函数。
2 料筒温度控制策略
2.1 模糊控制
根据讨论的注塑机料筒温度控制系统模型,以料筒中单独的一段加热区作为控制对象,选取设定温度与实际温度之间的差值e和温差的变化率ec作为输入变量x的两个分量,构建两输入单输出的模糊控制器。输入和输出变量均划分为7个模糊子集(NB,NM,NS,ZE,PS,PM,PB),分别代表负大、负中、负小、零、正小、正中和正大七个等级,量化等级为{-3,-2,-1,0,1,2,3},隶属度函数均选择三角形,模糊推理采用Mamdani推理法进行计算,清晰化过程采用面积中心法[10]。根据实际操作经验和控制常识,经过多次调整后得到相应的模糊规则,见表1。
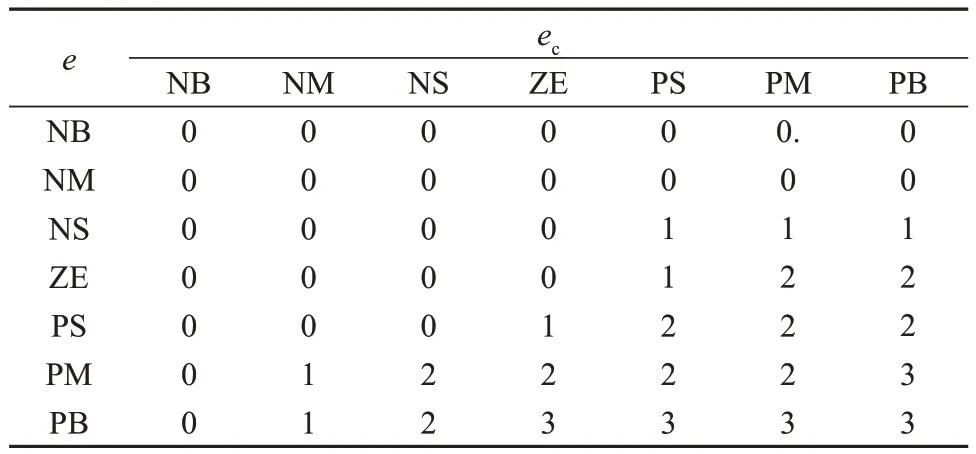
表1 模糊推理规则表Tab. 1 List of fuzzy inference rules
采用两点法对料筒压缩段第1个加热区模型进行参数辨识[11],经计算得到其参数K=5,T=1 706,τ=105,在Matlab软件中对其进行仿真,设定目标温度为240 ℃,得到其温度曲线图,如图3所示。
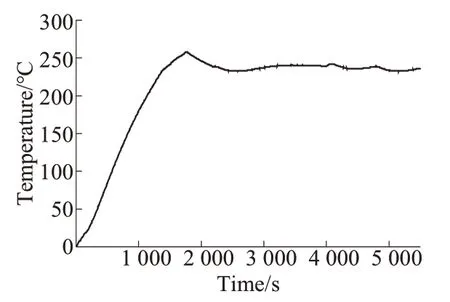
图3 采用模糊控制的温度曲线Fig. 3 Temperature curve with fuzzy control
由图3可知,当仿真时间到1 750 s时,最大超调量为258 ℃,且加热至设定温度所用时间较长,稳态性能较差。因此,模糊控制器虽然具有一定的解耦能力,但对于料筒温度控制区间的强耦合特性来说显然不够。
2.2 模糊解耦控制策略
模糊解耦的目的是消除相邻加热段对当前控制段温度的耦合[12]。笔者采取以下策略来消除相邻段之间温度的耦合。
以料筒压缩段和均化段中相邻的两个加热区为例,首先对每一个加热区设计一个二维Mamdani型模糊控制器,得到其输出Qi。相邻段加热区(第i-1区)对当前控制区(第i区)的影响作为模糊补偿项,通过设计模糊解耦控制器,得到其模糊补偿项Qi,i-1,则当前控制段的总控制量Q见式(4)。
模糊解耦控制器的具体设计步骤如下。
设第i-1区和第i区的实际温度分别为和目标温度分别为Ti-1和Ti,则可得式(5)和式(6)。
式中:li,i-1为第i-1段加热区的偏差ei-1与第i段加热区的偏差ei之差。
式中:ei,i-1为第i段加热区和第i-1段加热区的实际温度之差。
模糊解耦控制器的输入变量分别为li,i-1和ei,i-1,输出变量是模糊补偿项Qi,i-1。li,i-1大于零代表第i-1段加热区的温度偏差比第i段加热区的温度偏差大,则第i-1段加热区的PWM输出中占空比更大,固态继电器通电时间更长。ei,i-1为正表示第i段加热区实际温度比第i-1段加热区实际温度高,热量便会从温度较高处流向较低处。因此,li,i-1和ei,i-1越大,则第i段加热区所需要的模糊补偿越大,反之则越小。
输入和输出变量的模糊子集均取为{NB,NM,NS,ZE,PS,PM,PB},其模糊论域为[-3,3],隶属函数选择三角形[13]。结合仿真实验和工程技术人员的操作经验,总结出49条模糊规则如下:
1. If (li,i-1is NB) and (ei,i-1is NB) then (Qi,i-1is NB)
2. If (li,i-1is NB) and (ei,i-1is NM) then (Qi,i-1is NB)
3. If (li,i-1is NB) and (ei,i-1is NS) then (Qi,i-1is NB)
4. If (li,i-1is NB) and (ei,i-1is ZE) then (Qi,i-1is NB)
...
49. If (li,i-1is PB) and (ei,i-1is PB) then (Qi,i-1is PB)
将该控制方法应用于料筒中压缩段的一个加热区,目标温度为200 ℃,其控制效果如图4所示。
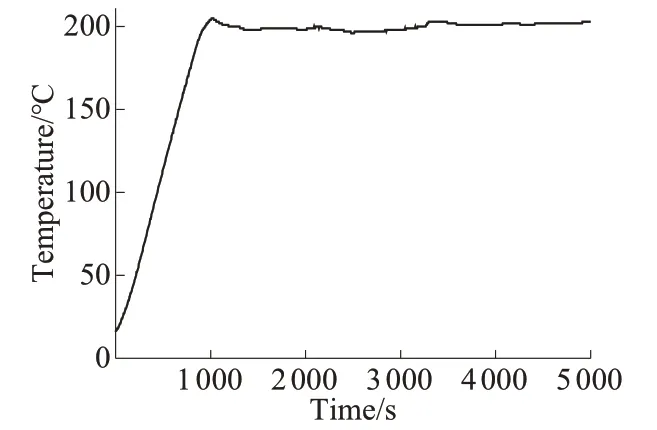
图4 应用模糊解耦控制方法的温度曲线Fig. 4 Temperature curve with application of fuzzy decoupling control method
分析图4可知,模糊解耦控制方法效果良好,最大超调量为3%,加热至目标温度所用时间为1 092 s,但存在稳态误差。究其原因,模糊解耦控制算法的控制效果十分依赖模糊规则的制定,当模糊规则制定之后,其抵抗外界干扰的能力较弱,不能实现无差的高精度控制。
2.3 F-PI复合控制
二维模糊控制器的输入变量x通常有两个分量:偏差和偏差变化率,相当于有了PID控制器中的比例和微分两个环节,缺少积分环节[14]。
积分控制的作用是消除静差,模糊控制所缺少的是积分环节,积分控制的动态响应较慢,与比例环节结合构建PI控制器可提高响应速度。为了弥补模糊控制器在平衡点附近的盲区缺陷,结合模糊解耦控制策略,将PI控制器与模糊控制器联合构成F-PI复合控制器,其原理图如图5所示。
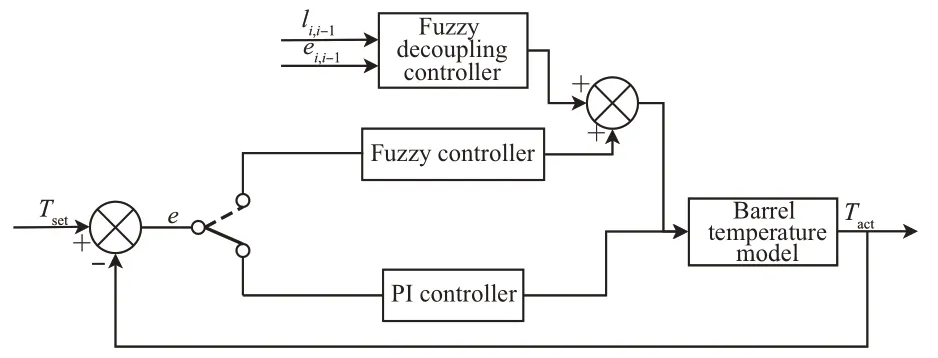
图5 F-PI复合控制器原理图Fig. 5 Schematic diagram of F-PI composite controller
在输入信号e之后设置一个带阈值的模态转换模块,当e大于阈值时,信号传输到模糊控制器,以获得良好的瞬态性能。当e小于等于阈值时,信号传输到PI控制器,以获得良好的稳态性能。至此,注塑机料筒加热过程的策略为:当加热段的实际温度(Tact)低于设定温度(Tset)30 ℃以上时,采用100%全功率加热;当Tset-30<Tact<Tset-3时,采用模糊控制方法加热;其他情况下采用PI控制方法加热。
3 仿真实验及其验证
3.1 基于F-PI复合控制的仿真研究
选取靠近落料口的最后一个加热段(第i段)进行仿真,与其相隔的加热段(第i-2段)对其产生的影响已通过与当前控制段相邻的加热段(第i-1段)的温度耦合间接反映到当前控制段的温度变化中,即只考虑前一加热段对当前温度控制段的影响,忽略与当前加热段相隔的加热段的影响[15-17]。设定最后两个加热段的目标温度分别为220 ℃和200 ℃,将上述控制策略在Matlab平台上进行仿真,如图6所示。
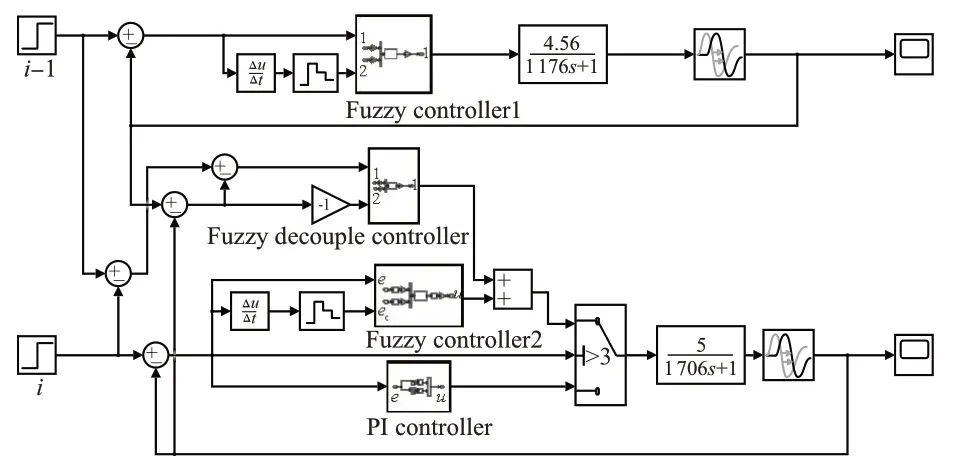
图6 温度控制系统仿真结构Fig. 6 Simulation structure of temperature control system
分别对两段加热区输入值为220和200的阶跃信号,设定其仿真时间为1 000 s,最后一段加热区的温度响应曲线如图7所示。
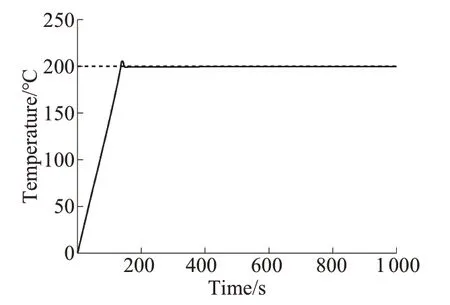
图7 应用F-PI复合控制方法的温度曲线Fig. 7 Temperature curve with application of F-PI composite control method
由图7分析可知,温度曲线波动极小,稳态误差小于1 ℃,该系统的稳态性能相比单一的模糊解耦控制有很大的改善。
3.2 实验结果验证
为验证F-PI复合控制在注塑机上的控制效果,在注塑机料筒上选择相邻两段加热区进行温度控制实验,系统采样周期为5 s,输出周期为12 s,分别设定其目标温度为220 ℃和200 ℃,得到注塑机料筒温度控制曲线如图8所示。
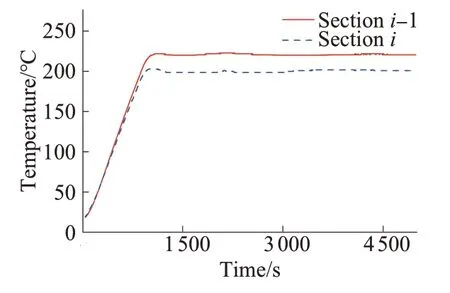
图8 温度控制曲线Fig. 8 Temperature control curve
分析图8实验数据可知,在初始温度为19 ℃的条件下,第i-1段达到目标温度所用时间为1 029 s,第i段所用时间为945 s,两条温度响应曲线的最大超调量均为3 ℃,稳态误差都在±1 ℃以内,能够满足控制要求。故结合模糊解耦策略,采用F-PI复合控制不仅能消除料筒相邻加热区之间的温度场耦合,还具有更好的稳态性能,也提升了系统的鲁棒性。
4 结论
(1)针对注塑机料筒不同加热区域间温度场耦合特性,根据相邻加热区的温度信息与温度场耦合规律提出了一种模糊解耦策略,设计了模糊解耦控制器,其输出量作为当前控制段的模糊补偿量。实验表明,该方法解决了料筒相邻加热段之间的耦合问题,提升了系统的瞬态性能,但有较大的稳态误差。
(2)提出了一种F-PI复合控制的注塑机料筒温度控制方法,实验结果表明,该方法不仅具有良好的瞬态性能,稳态精度也较高,几乎没有静差。在实际应用中,F-PI复合控制为生产效率和产品质量的提高提供了有效手段。
