不同基板热沉的铝合金电弧增材控形
2024-03-06刘景城叶晗哲徐贵峰娄昊耿海滨
刘景城, 叶晗哲, 徐贵峰, 娄昊, 耿海滨
(1. 福州大学机械工程及自动化学院, 福建 福州 350108; 2. 锐捷网络股份有限公司, 福建 福州 350028)
0 引言
电弧增材制造是基于逐层沉积、 以全焊缝构成最终成形件的制造技术[1]. 它在传统焊接的基础上发展起来、 以电弧及焊丝为熔合源、 通过不断熔融焊丝实现连续增材, 具有生产成本低、 沉积效率高等优势[2], 在轨道交通、 航空航天等领域备受关注. 然而, 在持续热输入作用下, 几何精度控制成为限制电弧增材应用的难题.
为提高成形质量, 学者们通过建立起电弧增材工艺参数与成形几何之间的预测关系[3-7], 并调配适当参数, 获得所需成形尺寸[8-9]. 但在持续热输入下, 沉积层热积累变化明显, 前后成形几何差异较大, 尤其当多层沉积时, 首尾两端容易产生斜坡、 坍塌等缺陷[10], 致使参数调配具有一定难度. 通过降低层间温度、 增加层间等待时间, 能够降低热积累效应, 提高成形质量[11-14], 但这不可避免地导致沉积效率降低.
基板在增材制造过程中不仅起到支撑构件的作用, 也为熔池提供换热空间、 消耗熔池热量, 即起到热沉作用, 并影响沉积层成形质量. 柏久阳等[15]研究基板对电弧堆焊焊道宽度的影响, 认为基板散热作用在不同高度对焊道熔宽的影响效果不同. Gudur等[16]研究基板预热与冷却不同条件下沉积层形貌变化, 结果显示基板预热下沉积层宽度与熔深增加、 高度降低、 基板冷却下沉积层尺寸变化呈相反之势. 为进一步研究基板热沉作用对电弧增材多层沉积影响, 同时实现前后成形一致性, 本研究通过对铝合金开展电弧增材成形试验, 从热耗散角度分析基板对沉积层形貌的影响, 并采取可行策略改善多层增材成形质量.
1 电弧增材成形实验
1.1 工艺参数优化
试验采用的电弧增材系统由ABB工业机器人、 Fronius CMT焊接电源、 送丝机、 CMT自动焊枪等设备组成. 焊丝采用直径为1.2 mm的ER5356铝合金, 基板为6061铝合金. 首先研究热输入对成形形貌的影响, 所选取的工艺参数如表1所示. 其中, 以成形电流为主要变量, 电压及送丝速度由CMT一元化模式工艺匹配, 基板尺寸(长 × 宽 × 厚)为160 mm × 160 mm × 5 mm.

表1 不同热输入下沉积工艺参数
图1为不同热输入下单层沉积形貌. 由于一元化匹配, 电流与送丝速度正相关, 即热输入增加, 金属沉积量也增加, 整体沉积层尺寸有增大的趋势. 当电流为90 A时, 起弧处呈现垂露状, 与中间部分产生颈缩, 且沉积层中间段存在波纹状起伏. 电流逐渐增大至110 A后, 波纹状起伏消失, 颈缩略有改善, 但起弧处垂露状仍存在. 当电流上升至140 A后, 颈缩开始消失, 但熄弧端凹陷更加明显. 当电流继续增大至150 A后, 起弧端至熄弧端路径上, 沉积层宽度逐渐变宽. 一方面是因为送丝速度提高, 沉积金属量增加; 另一方面是随着热输入增大, 熔池铺展性增强, 熔合区域逐渐变大.

图1 不同热输入下沉积层形貌 Fig.1 Morphology of deposited layer under different heat inputs
如图1所示, 起弧处, 由于铝合金导热系数较高且基板处于冷态, 热量通过基板热传导作用迅速耗散, 造成熔池凝固速度较快、 流动性小、 熔体铺展时间较短. 因此, 熔体在表面张力作用下聚集, 并迅速凝固而呈垂露状. 在焊枪移动下, 起弧端已凝固部分与熔滴之间熔体通道被拉长缩窄, 导致连接处因凝固形成颈缩. 在电流较低, 即热输入较小时, 热量输入难以维持稳定的熔池. 熔池波动幅度较大, 在连续凝固过程中易于出现波纹状起伏, 严重时会造成驼峰缺陷.
1.2 变基板热沉成形工艺实验
通过上述分析可知, 基板热沉作用会对沉积层形貌产生很大影响. 因此, 通过保持其余参数不变, 以改变基板尺寸的方式调节熔池散热条件, 研究不同热沉条件对电弧增材沉积几何的影响. 根据热输入试验结果, 在选取合适工艺参数进行试验时需要考虑以下几方面: 1) 热输入较低会使沉积层成形前后一致性较差, 且容易产生波纹状起伏, 如试验1、 试验2; 2) 在多层成形时, 较高的热输入容易使熔池过热, 熔体流动性增强, 易出现流淌、 坍塌等现象, 导致成形失败; 3) 试验4, 即120 A电流组中间段成形几何较为稳定, 沉积层尺寸差异较小, 无波纹状起伏, 熄弧处凹陷区也较小, 同时能够降低物质输入等其他因素对成形几何的影响, 在试验时使基板热沉成为显著性变量. 因此, 选取120 A电流组的参数进行单层变基板热沉试验. 在变基板热沉试验、 宽度变化试验和厚度变化试验中, 基板长度、 宽度和厚度分别固定为300、 150和5 mm.
在多层增材成形试验过程中, 考虑冷态基板对首道次成形的影响, 往往在首道次选择更大的热输入, 以使沉积层同基板保持良好熔合. 若在厚板时选用薄板的工艺参数或是其他热输入不足情况下, 首道次沉积层往往出现虚焊现象, 使在多层沉积时, 薄壁墙体在热应力作用下发生翘曲而脱离基板. 而倘若多层时热输入过大又易造成熔池过渡向下重熔, 发生流淌. 在低层需要高的热输入, 多层需要低的热输入, 但电流与送丝速度正相关, 低热输入意味着低的送丝速度, 上下沉积质量差异过大影响前后一致性; 且前期多层沉积试验结果表明, 沉积一定高度后, 100 A电流参数下的成形尺寸一致性较好. 综合考虑后, 多层试验采用100 A电流参数组, 以减小热输入及物质输入对尺寸影响.
图2是未进行工艺调整的单向多层沉积件, 其未考虑上述提及的热输入与基板热沉匹配问题, 从而出现虚焊、 斜坡、 流淌等缺陷, 成形质量较差. 为改善多层增材成形质量, 针对冷态基板在起弧端增加起弧电流, 改善头部垂露状缺陷与颈缩; 尾部则进行熄弧停留, 即行走至熄弧处后短暂停留, 使材料将熄弧端补足; 同时, 对前3层采用逐层递减的热输入, 后续热输入不变, 以避免因热输入过大出现熔池流淌等现象. 经多次试验调整, 最终成形工艺参数如表2所示.

图2 多层成形缺陷Fig.2 Defects of multilayer forming

表2 多层成形工艺参数
2 实验结果与分析
2.1 基板热沉对单层成形影响
图3为不同基板尺寸下单层试验沉积层形貌图. 随着基板尺寸增加, 沉积层宽度减小、 高度增加、 润湿角减小, 意味着熔池铺展性减弱, 凝固速率更快, 并且起弧处垂露状和颈缩现象较为明显. 结合上述分析, 是因为基板尺寸越大, 其散热能力越强; 当散热能力大于热输入时, 熔池难以形成过热, 凝固速度加快, 熔池铺展性变差, 起弧处垂露状及颈缩就越为明显. 从图中可以看出, 随着基板宽度变化, 起弧端虽仍存在差异, 但差异并没有使基板厚度变得明显. 因此, 接下来对实际测量的沉积层尺寸进行分析.

图3 不同基板尺寸下沉积层形貌Fig.3 Morphology of deposited layer under variable substrate sizes
单层不同基板下沉积层尺寸如图4所示. 基板宽度变宽后, 基板总热容量变大, 在成形过程中具有更大的散热空间, 使熔池凝固时间、 在基板上铺展时间变短, 造成沉积成形几何趋向于宽度减小, 余高增高. 同样, 基板厚度增大, 沉积层尺寸具有相似的变化趋势. 经对比发现, 基板厚度对成形几何的影响远大于基板宽度, 当基板厚度增加至15 mm, 焊缝宽度为5.7 mm; 基板宽度为250 mm时, 焊缝宽度仍有6.8 mm. 考虑为初始的基板厚度与宽度尺寸差异较大, 横向上相比纵向上具有更多的散热空间. 当增加基板厚度时, 纵向上散热空间成倍增加, 热传导效应变化更为明显, 因此, 沉积层尺寸变化也更为明显. 由此可以证实, 以改变基板尺寸的方式调节成形散热条件, 能够改变沉积层成形形貌.

图4 单层不同基板下沉积层尺寸Fig.4 Forming sizes of single layer under variable substrates
2.2 基板热沉对多层成形影响
图5是在首尾控形方法基础上进行变基板宽度试验获得的多层沉积件, 采用基板宽度分别是100、 150、 200 mm. 从图中可见, 不同宽度基板上的成形薄壁件整体均匀一致, 层与层之间界线清晰可见. 首尾高度相差较小, 并未出现坍塌、 流淌等缺陷. 相较图2中的成形件, 成形质量得到极大改善, 表明首尾控形策略是可行的.

图5 变基板宽度多层沉积成形件Fig.5 Multilayer deposition forming parts with variable width substrates
变基板宽度多层沉积试验逐层测得层宽与层高数据如图6所示. 图6(a)中, 沉积层尺寸整体呈现底部若干层层宽变化大, 进入稳定沉积阶段后层宽保持基本不变. 在前5层中, 不同宽度基板由于散热条件改变, 对成形尺寸产生较大差异. 基板越窄, 其横向散热越差. 在100、 150、 200 mm 3种宽度中, 100 mm的基板首层沉积层尺寸较大, 与稳定成形阶段层宽差距较小, 由底层进入稳定沉积阶段更容易; 增加基板宽度至150 mm, 首层沉积层层宽与稳定成形阶段层宽差距达2.5 mm, 尺寸变化幅度较大, 若热输入不足, 该过渡阶段将延长; 200 mm宽度基板虽然首层沉积层宽度与150 mm宽度基板相当, 但在更好的横向散热条件下, 其热输入表现出前述的不足情况, 进入稳定成形阶段缓慢, 约在10层后, 层宽尺寸才达到稳定, 但整体层宽尺寸变化梯度减小, 合理配置热输入及散热条件, 也能达到良好的一致性. 图6(b)中, 层高整体表现出底部若干层的数值较大, 逐渐过渡至稳定阶段后保持基本不变. 首层的层高随着基板宽度增加而降低; 在低层, 层高随着层数变化的趋势随着基板宽度增加而放缓, 其中200 mm宽度基板层高变化梯度较小, 约在10层后, 层高才达到稳定. 基板宽度越大, 即基板散热越强, 需要逐层热积累及缩窄熔池散热通道来平衡. 因此, 其进入稳定成形阶段层数也较大. 当沉积层数不断增加后, 基板对沉积层的作用效果逐渐减弱, 在约10层往后, 不同宽度基板下, 其成形尺寸差距不大, 层宽稳定在约8 mm, 层高约2 mm.
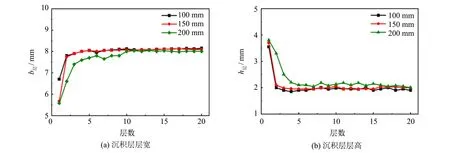
图6 变基板宽度多层沉积层尺寸Fig.6 Sizes of multilayer deposition with variable width substrates
变基板厚度多层沉积成形件如图7所示. 其中, 基板厚度分别为5、 10、 15 mm, 成形质量也较好, 前后一致性较高. 在15 mm厚度基板上, 起弧处由于冷态基板的导热作用, 焊缝同基板未完全结合, 导致虚焊, 多层沉积时在热应力作用下产生分离. 不同于往复路径增材, 单向增材成形时, 缺陷往往由于单向运动而产生累加作用, 使细微缺陷逐层放大. 观察成形薄壁墙层间条状纹路可以看到, 在起弧处沉积层高度高于中间段, 经一小段下坡过渡至平稳, 至熄弧处如不做处理, 将导致原先凹陷熔池因材料未继续补充, 凝固后形成凹陷, 后续便会出现逐层下滑的趋势, 并不断放大最终导致控形失败.

图7 变基板厚度多层沉积成形件Fig.7 Multilayer deposition forming parts with variable thickness substrates
通过逐层测量, 得到变基板厚度下多层增材沉积层尺寸如图8所示. 图8(a)中, 沉积层层宽整体表现出在底部若干层数值较小, 然后逐层增长至稳定成形阶段一致性较好的层宽. 当基板厚度增加时, 即基板纵向散热能力提升, 层宽进入稳定阶段的过程被延长. 5 mm厚的基板, 第2层层宽已经接近稳定成形阶段的层宽尺寸; 10 mm厚基板在第5层时, 层宽尺寸才接近稳定成形阶段的层宽; 增大基板厚度至15 mm, 第8层才达到稳定成形阶段. 更厚的基板使基板热容量、 热耗散能力提高, 基板散热与持续热输入、 热积累达到平衡的过程被延长. 图8(b)中, 层高整体呈现出在低层时数值较大, 随着层数增加逐渐过渡至稳定阶段后保持基本不变. 低层时, 随着基板厚度增加, 散热增强, 层高减小; 5 mm厚基板层高在第3层时已接近稳定成形阶段的层高尺寸; 而10、 15 mm厚基板的层高尺寸过渡至稳定成形阶段所需层数更大. 越厚的基板, 散热能力越强, 用以调配平衡的热输入或热积累更高, 因此稳定成形阶段层数也更多. 在相同层数时, 厚基板具有更强的热沉能力. 但随着高度逐渐增加, 熔池逐步远离基板, 基板热沉作用对熔池影响逐渐减弱. 基板尺寸越大, 基板热沉作用越强, 熔池过热程度越小, 熔池流动性降低. 当达到一定成形高度后, 热源远离基板, 熔池整体散热逐渐转变为以对流和辐射换热为主, 此时, 底部基板作用减弱, 不同尺寸基板的成形环境差异性逐渐减小, 沉积层尺寸亦逐渐趋近.
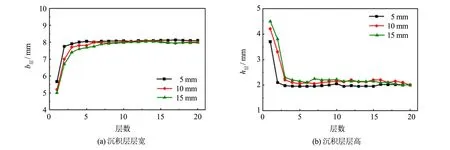
图8 变基板厚度多层沉积层尺寸Fig.8 Sizes of multilayer deposition with variable thickness substrates
在厚度为20 mm的基板上, 采用相同参数但无控形策略增材试样的效果如图9所示. 从图中可见, 起弧处至熄弧处整个路径上存在2个明显斜坡, 层间部分区域界线模糊, 有流淌倾向. 同时, 由于基板厚度大, 整个成形路径上热耗散远高于薄板, 沉积层同基板处于弱结合状况, 使整个沉积墙体经锤打后从基板上脱落. 即使同一层内, 其成形路径上散热环境亦存在明显差异. 路径起点处由于起始状态下整体温度较低, 熔池对外热耗散能力远高于路径终点. 在逐层累积下, 路径起点处成形高度远高于路径终点. 且路径终点处由于热积累效应, 熔池前沿过热趋势大, 导致流动性增大, 下塌趋势逐渐显著, 成形质量变差. 综合上述控形效果, 进一步表明首尾控形策略的可行性.
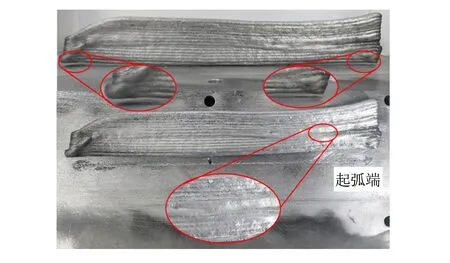
图9 单向多层增材成形缺陷Fig.9 Defects in single-track multilayer additive forming
3 结语
1) 由于铝合金高导热性及基板热沉效应, 在单层沉积时, 起弧处容易出现垂露状头部与颈缩现象. 对热输入试验各沉积层起弧端、 中间段和熄弧端综合比对, 发现120 A电流参数下成形一致性较好.
2) 基板热沉会影响沉积层成形几何. 在一定范围内基板尺寸越大, 热耗散能力越强, 熔池凝固速度越快, 沉积层宽度越小, 高度越高. 并且由于热沉空间差异, 基板厚度相比宽度对成形几何影响更为明显. 基板热沉能力对成形几何影响随着沉积高度增加而逐渐减弱. 不同基板热沉条件下多层沉积成形尺寸最终趋于稳定.
3) 采用增大起弧电流、 熄弧端悬停的首尾控形策略能够改善多层沉积件成形质量, 能够避免产生“虚焊”、 熔池流淌、 坍塌等缺陷.
