大型快锻液压机管道紧固件断裂原因分析
2024-03-05邵志奇耿亚琴张浩冉吴生博
邵志奇 邓 宏 张 春 耿亚琴 张浩冉 吴生博
新疆湘润新材料科技有限公司 新疆哈密 839000
1 快锻液压机概述
在锻造加工行业,快锻液压机已经成为一种主流的金属锻造加工锻压设备,工作原理为利用成组的高压电机和泵将高压油经阀及管道进行能量转换传递,通过控制压力、流量、方向进行循环,推动油缸柱塞带动锻压锤头往复运动,进行锻造生产,从而实现金属材料的塑性变形。在这一过程中,液压管道起到输送能源介质的作用,紧固件则负责连接和固定阀块与管道的各个部件。
高温金属坯料锻造生产工艺要求非常严格,对快锻液压机的性能要求非常高,对坯料的锻压频次要求也很高。
在锻造生产过程中,由于柱塞下压与回程的往复运动速度较快,且频次很高,使快锻阀启闭频繁。在油缸柱塞停止或快锻阀快速关闭打开时,液压油迅速产生压力能,瞬间压力比正常压力大几倍,液压油速度突然提高或降低,引起冲击波及压力波动,这就是液压冲击现象。系统中存在空气或气泡,进入高压区时急剧破灭,产生气穴现象,增大了液压冲击的程度。以上两种现象会引起液压系统中压力和振动突然增大,从而对液压管道和紧固件造成损害,导致紧固件断裂问题出现。对大型快锻液压机管道紧固件断裂原因进行分析,制订改进措施,具有现实意义。
2 现场勘察
在某厂液压机锻造生产过程中,5 000 t大型快锻液压机液压管道紧固件突然断裂。现场勘察表明,紧固件属于疲劳断裂。原因分析如下:① 阀块与法兰连接管道存在向上的变形现象,表明管道长期受到向上的冲击力;② 法兰与阀块连接螺纹底孔和沉孔定位偏心,螺钉螺杆紧贴沉孔内壁,使螺杆长期受剪切力;③ 紧固件的制作采用滚压成型,制作工艺粗糙,应力集中部位较多;④ 双头螺柱断裂部位集中在螺纹根部,螺钉断裂部位在螺纹根部和杯头位置;⑤ 现场安装人员紧固时,使用加力杆加四五个人的力量进行紧固,紧固力量过大。
3 紧固件断裂影响机理
液压冲击对紧固件断裂的影响机理主要包括三个方面。第一,冲击波会产生巨大力量,超过紧固件所能承受的极限,导致断裂。第二,冲击波会引起振动和共振现象,在长时间使用后逐渐疲劳,并且导致断裂。第三,冲击波会造成局部应力集中,使紧固件易于出现应力集中点而断裂。
4 液压冲击影响
液压冲击会对液压管道和紧固件造成巨大压力与振动,进而导致紧固件断裂。当液压管道紧固件断裂时,会导致设备停机,造成生产中断。由此,设备停机时间增加,生产效率受到影响,导致生产计划延误,订单无法按时交付,进而影响企业的盈利能力和市场竞争力。快锻液压机往往进行高温合金锻造,如果液压机顶部液压管道紧固件断裂,液压系统的高压油会迅速泄漏,且液压油喷成雾状,液压油落到高温金属坯料后,会立即造成大面积火灾,并造成人员伤害和设备事故。由于设备停机和生产中断,企业将面临额外的维修费用、订单等经济损失。
5 内在原因
经研究分析,液压冲击是造成液压管道紧固件断裂的主要内在原因。液压冲击会产生突然增大或减小的压力波动,对液压管道紧固件施加冲击力。这种冲击力会导致紧固件承受巨大的载荷,使紧固件处于高应力状态。载荷幅值过大,超过材料的疲劳极限,疲劳损伤就会加速发展,导致断裂。液压冲击除了产生冲击力,还会由于气穴现象,加剧系统内部产生的振动现象。这种振动会通过管道传递到紧固件上,进一步增大紧固件所受到的应力和负荷。长期循环频繁的冲击载荷和振动还会导致材料疲劳,导致紧固件材料内部应力集中和微小裂纹形成,材料内部的微小裂纹逐渐扩展。当振动或冲击负载的频率和幅度超过紧固件所能承受的极限后,会导致紧固件断裂,使紧固件逐渐失去强度和稳定性。若液压系统局部管道设计不当,会提高液压冲击和振动的程度,进而加剧紧固件的损伤。在高温锻造环境下,温度变化会引起材料的热胀冷缩,导致紧固件受到额外的应力和变形。
6 外在原因
(1) 过度紧固。紧固件过度紧固导致应力集中,过度紧固指对紧固件施加的预紧力超过设计要求的情况。当紧固件过度紧固时,会导致应力在局部区域集中,这种应力集中可能会导致螺钉或螺柱断裂。
(2) 松动。紧固件松动指由于松弛或不正确的安装而导致紧固件失去预压力。当紧固件松动时,会引起管道系统的振动和共振效应。这种振动和共振效应可能会增大紧固件受到的载荷,并进一步损坏紧固件及其连接部件。
(3) 不合理的装配力或装配不当,如装配时沉孔错位。紧固件在装配过程中,如果装配力不均匀或过度施加预压力,会引入额外的应力集中,导致断裂。如装配时沉孔错位,会使螺钉承受剪切力,导致断裂。
(4) 紧固件材料表面缺陷,材料强度不足。紧固件所承受的载荷超过材料自身的强度极限,会导致断裂。紧固件在制造过程中,存在材料质量不合格或掺杂杂质的情况,导致强度和韧性降低 ,并增加断裂的风险。紧固件表面的缺陷、裂纹、划痕可能成为疲劳损伤的起始点,加速疲劳破坏的发展。
(5) 材料脆化。在长期高温条件下,尤其在高温锻造过程中,在热传导下紧固件材料可能会产生脆化现象,即材料韧性降低,易于断裂。
(6) 设计缺陷造成的应力集中。由于不合理的紧固件结构设计,如螺纹根部没有设计倒棱圆角,导致产生应力集中,对应区域的应力值远高于其它区域。这样的应力集中会降低紧固件的强度,可能导致断裂。
7 断口理论分析
紧固件断口形状如图1所示,对紧固件断口进行理论分析。
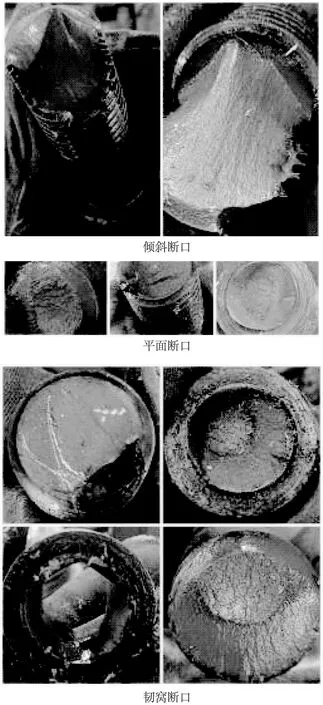
图1 紧固件断口形状
7.1 断口形状分析
紧固件常见的断口形状包括平面断口、倾斜断口、韧窝断口等。平面断口多见于紧固件受到大应力或腐蚀作用导致的断裂,倾斜断口常见于紧固件的疲劳断裂,韧窝断口则是由于紧固件受到冲击或大应力作用下韧性破坏而产生。通过对断口形状的分析,可以初步判断紧固件断裂的原因。例如,平面断口可能暗示双头螺柱、螺钉受到过大的力或应力集中,倾斜断口可能表明紧固件存在疲劳寿命问题。
7.2 断口位置分析
常见的断口位置包括螺纹部分、头部、螺钉体等。在分析断口位置时,需要结合紧固件的设计特点、应力分布、载荷情况进行综合考虑。断口位置的分析可以帮助确定双头螺柱、螺钉断裂的原因。例如,如果断口位置集中在螺纹部分,可能暗示双头螺柱、螺钉的螺纹设计存在问题;如果断口位置在头部,可能表明螺钉在承受载荷时头部承受了过大的应力。
7.3 断面形貌分析
断面形貌分析指对螺钉等紧固件断口的断面形貌进行观察和测量,断面形貌分析包括断面形貌、晶粒结构、裂纹形态等方面的观察和测量。断面形貌可以提供关于螺钉等紧固件断裂方式和断裂特征的信息,晶粒结构和裂纹形态则可以帮助对紧固件破坏机制的分析。通过断面形貌分析,可以推断螺钉等紧固件断裂的原因。例如,断面上的晶粒结构异常、明显的裂纹形态或夹杂物等,都可能指示双头螺柱、螺钉材料的缺陷或质量问题,并导致断裂。断面形貌分析还可以结合断口形状和位置分析,从而更准确地确定紧固件的断裂原因。例如,如果断口形状为韧窝断口,断面上出现明显的疲劳裂纹,断口位置集中在螺纹根部等应力集中区域,那么可能意味着双头螺柱、螺钉存在疲劳寿命不足的问题。
8 断裂原因确定
通过对5 000 t快锻液压机主侧缸与集成块连接法兰双头螺柱和管道连接螺钉断裂的现场勘察分析,结合紧固件断裂的内在及外在原因,综合断口形状、位置分析和断面形貌分析,紧固件断裂的主要原因为疲劳断裂。液压冲击和气穴现象等造成的压力冲击波与振动是紧固件产生疲劳的主要因素,在频繁的液压冲击下,造成紧固件过载或应力集中、疲劳损伤。
材料的质量及机构设计不达标是造成紧固件断裂的次要原因。
9 改进措施
9.1 外在原因改进措施
根据具体应用需求,应选择符合要求的紧固件材料。这些材料应具有较高的抗疲劳强度和耐久性。经过计算,确定紧固件采用42CrMo材料进行制作,并且进行严格的材料检测、制作、评估,以确保紧固件材料的质量可控和稳定。评估并确定紧固件的工作载荷范围,在设计阶段,分别构建力学分析和有限元分析模型,进行充分载荷分析,了解紧固件所承受的最大工作载荷,进行合理的载荷计算和设计,确保紧固件受力均匀,避免应力集中,确保在使用过程中不超过载荷承受能力。合理设计结构及螺纹配合,避免应力集中现象的产生。如螺纹根部应设计合适的倒角半径,消除此位置应力集中。在设计过程中,使用SolidWorks有限元分析软件,进行应力、位移、变形的模拟和评估。设计合理的螺纹装配间隙,加装定位孔等,避免紧固件受剪切力。根据预计的工作环境和载荷特点,对紧固件进行疲劳寿命分析和评估。确定紧固件在工作条件下的寿命,预测疲劳性能和寿命消耗情况,进行定期的紧固件检查和维护。特别是在经历长期液压冲击产生的高载荷和循环载荷后,定期检查紧固件是否存在疲劳裂纹。如发现应及时更换紧固件,避免因疲劳损伤引起断裂。
9.2 内在原因改进措施
加强振动和冲击的控制,优化液压系统设计,合理安排管道和阀门的位置与布局,使液体流动更加平稳,以减小液压冲击的产生,并减少突然变化的压力波动。加装减振器、隔振垫,如在液压管道接口加装软连接阀门,管道支撑加装使用缓冲材料减振垫等,用于吸收和分散振动能量,降低紧固件受到的振动载荷。在局部位置安装缓冲阀,调节流体流速和压力变化,在液压系统中起到缓冲作用,减小突然增大或减小的压力波动,从而降低紧固件受到的冲击载荷,这有助于降低紧固件断裂风险,并提高系统的稳定性。制订一套明确规范的紧固件装配和拧紧作业指导书,明确紧固件的安装规程,详细描述紧固件的装配步骤、预紧力标准要求、使用工具和设备,这有助于规范操作人员的行为,确保装配过程的一致性和可控性。对操作人员提供必要的培训和指导,明确操作人员正确的装配技术和注意事项。定期检查和维护液压系统紧固件状态、预压力,以及系统运行情况,并根据需要进行调整或更换。
9.3 改进措施效果
在实际生产中,实施改进措施,并且监测和评估效果。对液压系统中紧固件的断裂情况进行统计分析,记录每个紧固件的型号、安装位置、使用时间、断裂原因等信息。通过安装减振装置,优化液压系统设计,加装缓冲阀,优化紧固件设计,制订合理的安装维护规程等,成功降低了紧固件所承受的载荷,并降低了断裂风险,提高了紧固件的受力均匀性和稳定性。通过改进措施,降低故障和损坏的风险,提高整个液压系统的性能和可靠性。同时还可以提高生产效率和产品质量,降低维护成本,缩短生产停机时间。
10 结束语
笔者通过大型快锻液压机管道紧固件断裂原因分析,加强对振动和冲击的控制,改善材料选用,制订合理的安装维护作业指导书,进行工艺改进等,成功提高了液压系统中紧固件的可靠性,延长了使用寿命。通过统计分析液压系统中紧固件断裂情况,评估改进措施效果,验证了改进措施的可行性和有效性。未来可以进一步深入研究液压系统中紧固件相关问题,结合先进的技术手段,如开发智能化监测与管理系统,提高液压系统运行效率和安全性。
通过实际生产实践中的反馈和经验总结,不断改进方案,并与相关行业分享经验与成果,可以推动液压领域技术进步,并为行业提供更加稳定可靠的液压解决方案。
