液氮洗装置生产运行波动分析
2024-03-04赵晓明
张 强,张 宁,赵晓明
(天津渤化永利化工股份有限公司,天津 300452)
液氮洗工艺是最常见的脱除原料气中CO的工艺技术,广泛应用于合成氨领域,其技术原理是利用N2与CO、Ar、CH4等气体成分沸点接近,与H2沸点差异较大的特点,在近-189 ℃低温条件下,以液氮为吸收剂来脱除合成气中的CO、Ar、CH4等杂质成分,同时通过加入N2来配出H2∶N2为3∶1的精制气。天津渤化永利化工股份有限公司现有1套30万t/a煤制合成氨装置,2022年,受液氮洗工序波动影响,合成氨装置长期无法达到满负荷运行水平,公司相关人员对此进行深入研究。
1 工艺流程简述
天津渤化永利化工股份有限公司以煤炭为原料生产合成氨,公司配有两套2 000 t/d壳牌煤气化炉(1#炉和2#炉)及一套1 500 t/d航天炉,三套煤气化炉根据下游用气需求和装置完好性灵活切换启停。上述煤气化炉所产粗煤气分别送往下游甲醇装置和合成氨装置,其中,合成氨装置包含气体净化工段和制气工段,除用于生产合成氨产品外,还负责为下游联碱装置、丁辛醇装置和醋酸装置提供氢气、精合成气和一氧化碳等生产所需原料气。粗煤气经合成氨装置净化工段的变换工序和酸脱工序制得合成氨所需的净化合成气,并送往液氮洗工序,如图1所示。液氮洗工序包含分子筛和液氮洗冷箱两部分(见图2),主要任务是脱除使合成氨催化剂中毒的CO气体成分,并配置氢氮比为3∶1的精制气。来自前工序的净化合成气在分子筛中去除少量甲醇和CO2后进入液氮洗冷箱,经第一高压氮深冷器E04302和第二高压氮深冷器E04303冷却后进入到氮洗涤塔C04301。液氮在氮洗涤塔C04301中吸收气体中的Ar、CO、CH4和一小部分H2,形成的液体从氮洗涤塔C04301塔底流出,经闪蒸、换热后部分送回酸脱工序,部分作为燃料气离开冷箱。富含H2的气体从氮洗涤塔C04301的塔顶排出,经换热和配氮后得到氢氮比为3∶1的精制气,并送往后续压缩工序。
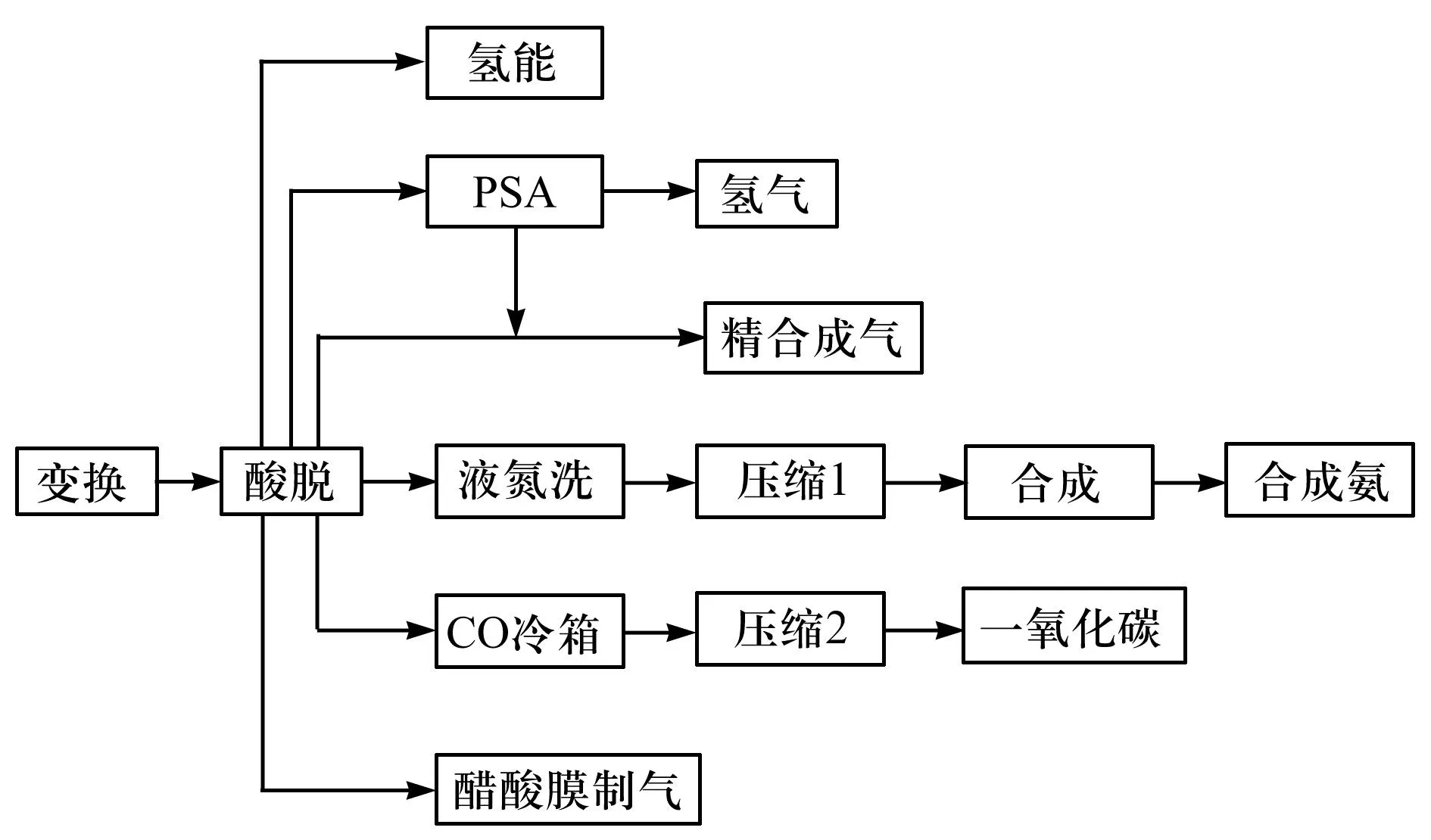
图1 合成氨工艺流程

图2 液氮洗工艺流程
2 运行情况简介
2022年8月底,天津渤化永利化工股份有限公司完成合成氨装置检修。煤气化2#炉和3#炉运行,其中,3#炉主要供合成氨装置粗煤气。按照公司生产调度安排,液氮洗工序保持73%负荷稳定运行。9月15日~10月22日,随着公司生产计划调整,液氮洗工序100%负荷运行。但自10月5日3#炉调整工况后,合成氨装置液氮洗系统稳定性逐日降低,至10月23日,液氮洗系统出现氮洗涤塔C04301和闪发罐S04301液位低,E04303热端温度下降等现象,且持续调节氮洗涤塔和闪发罐液位控制阀开度、精配氮和粗配氮比例以及燃料气压力等参数,仍无法恢复正常生产,液氮洗装置仅能维持55%负荷低位运行。
2022年11月17日,3#炉停车检修,1#炉开车并主供合成氨装置粗煤气,期间液氮洗工序稳定性进一步降低,负荷继续维持55%左右运行。2022年11月29日~2023年4月7日,公司先后组织两次液氮洗工序停车,并采取了冷箱复热、增设分子筛入口配氮管线、分子筛更换等措施。通过实施上述措施,液氮洗负荷能够维持在82%左右,但氮洗涤塔和闪发罐液位仍不稳定,E04303热端温度仍较低,约为-157 ℃(正常运行指标为-120 ℃),且精制气中偶尔出现CO指标超过1 ppm情况,严重威胁氨合成塔催化剂活性,公司不得不采取降负荷运行措施。直至2023年4月8日,煤气化1#炉停车,3#炉合成气主供合成氨装置后,氮洗涤塔和闪发罐液位及E04303热端温度才得以恢复正常,系统负荷提高至95%,且精制气中CO指标未出现超标情况。
3 生产情况分析
3.1 液氮洗高负荷运行阶段
结合公司作业计划安排,2022年9月15日~10月22日,煤气化2#炉和3#炉保持运行,且主要由3##炉向合成氨装置供应粗煤气。在此期间,液氮洗装置100%负荷运行。但自10月5日起,液氮洗系统的氮洗涤塔C04301和闪发罐S04301的液位稳定性逐渐降低,系统操作调整频繁。公司对粗煤气成分和变换、酸脱、液氮洗各工序重要生产指标进行统计分析,发现自10月5日起,粗煤气中N2和CH4组分发生明显变化。其中,氮气含量由1.72%降至0.63%,甲烷含量由0.12%降至0.06%。虽然在上述时间段内,液氮洗系统一直维持100%负荷,但10月5日后,操作难度持续加大。
3.2 液氮洗负荷出现波动阶段
10月23日~11月17日依旧为煤气化2#炉和3#炉保持运行,技术人员分析发现,合成氨装置入口粗煤气中N2含量始终偏低,进冷箱前净化合成气中N2含量约为0.6%,系统中的洗涤氮温度较高,且氮洗涤塔和闪发罐液位无法保持,补充液氮阀门全开后,液氮洗负荷也仅能维持在60%左右。为提高液氮洗入口净化合成气中的N2含量,11月1日,公司实施了向液氮洗分子筛入口补入中压N2管线改造。改造实施后,进冷箱前净化合成气中N2含量提升至2.55%,液氮洗负荷最高能够维持在80%,E04303换热情况有所改善,但仍无法恢复到初始状态。技术人员认为上述结果可能是由于补入的N2为常温气体,且混合过程的均匀性存在不确定性所导致。
11月17日~29日,煤气化3#炉进入检修状态,煤气化1#炉和2#炉保持运行,其中1##炉主要为合成氨装置供气。在该阶段,进冷箱前的净化合成气中甲烷含量进一步降低至0.04%,E04303热端温度低至开车以来最低运行值,为-160 ℃,且氮洗塔频繁发生液泛,塔内液位难以维持,液氮洗工序出口精制气的CO指标超标次数明显增多,采取常规操作和降负荷措施已无法保证稳定运行,公司被迫于11月29日安排停车复热。
由上可知,净化合成气中的N2和CH4含量对液氮洗工序稳定运行有较大影响,随着N2和CH4含量的降低,氮洗塔、闪发罐和换热器的运行状态均显著恶化。仅提升净化合成气中的N2含量,能够在一定程度缓解液氮洗系统的不稳定性。针对我公司液氮洗系统,以3#煤气化炉所供煤气为原料较以1#煤气化炉所供煤气为原料更加稳定。
3.3 复热后运行阶段
12月2日,液氮洗冷箱复热后恢复生产,但最高运行负荷能够达到90%,且开车后,E04303热端温度持续降低,最低值为-151 ℃,系统负荷随之被迫降低至82%。在此阶段,分子筛入口氮气持续投用,燃料气量已由此前的2 200 Nm3/h上涨至2 500 Nm3/h,但E04303换热效果一直难以恢复。
2023年3月31日,公司再次组织液氮洗冷箱复热,并更换了分子筛吸附剂。再次开车后,液氮洗最高运行负荷仍未突破90%,且重复出现上次复热后类似生产波动。直至4月8日,1#煤气化炉停车检修,在线切换为3#煤气化炉合成气主供合成氨装置后,液氮洗运行参数才逐步恢复正常,系统负荷最高提升至95%,并保持稳定运行。
综上所述,复热液氮洗冷箱和更换分子筛吸附剂并不能从根本上解决原料气成分变化带来的液氮洗波动问题。3#煤气化炉供气期间,液氮洗工序相对1#煤气化炉供气时运行更加稳定,能够满足高负荷生产需求。
4 存在问题及应对措施
基于上述情况,公司进一步与同行业开展液氮洗运行经验交流,重点学习了河南晋开公司提高液氮洗系统净化合成气中CH4含量的操作经验,以期将1#煤气化炉运行时净化合成气中CH4含量提高至接近3#煤气化炉运行时的指标。通过调查分析发现,我公司壳牌煤气化炉产粗煤气中CH4含量自开工以来一直维持在0.01%左右,暂无有效提升手段。进一步与变换催化剂厂家沟通,获悉我公司目前所用的高水汽比变换催化剂无明显甲烷化反应,无法通过提升热点温度促进甲烷化反应发生。为进一步提高液氮洗工序稳定性,我公司经过深入交流和讨论,做出以下生产安排:
1)持续关注粗煤气和净化合成气的组分变化,深入研究CH4和N2对液氮洗工序稳定运行的理论影响和实际影响情况,寻找更多技术攻关突破口。
2)做好煤气化炉运行安排,尽量采用2#炉和3#炉组合运行模式,为液氮洗稳定运行提供前提条件。
3)尽快开展设计咨询,考察在酸脱洗氨塔C04208出口或进口管线处增加配氮管线和管道混合器,通过引入N2来提高合成气中N2含量的可行性。
5 结 论
1)在CH4含量难以提升的前提下,补足净化合成气中N2含量对液氮洗工序高负荷稳定运行有较大帮助。
2)在净化合成气中N2和CH4含量较低情况下,复热液氮洗冷箱和更换分子筛吸附剂并不能从根本上解决液氮洗系统波动问题。
3)3#煤气化炉供气期间,液氮洗工序相对1#煤气化炉供气时运行更加稳定,能够满足高负荷生产需求。