3D打印工艺参数对PLA/PTW 共混物力学性能影响的研究
2024-02-28马秀清劳志超李明谦韩顺涛
马秀清,劳志超,李明谦,韩顺涛,胡 楠
(1.北京化工大学机电工程学院,北京 100029;2.中国核电工程有限公司,北京 100840;3.航天特种材料及工艺技术研究所,北京 100074)
0 前言
3D 打印技术是一种将材料逐层堆积创建三维实体的增材制造技术[1-2],具有设计灵活性高、成本低和制造周期短等特点[3],广泛应用于航空航天[4]、生物医疗[5]、汽车[6]和建筑[7]等工业制造领域[8]。其中3D打印中的熔融沉积成型(FDM)工艺因具有效率高、操作简便和成型材料丰富等优点被广泛应用[9-11]。
聚乳酸(PLA)是一种通过可再生植物资源制备出来的脂肪族热塑性聚酯材料[12],具有良好的生物相容性[13]、生物可降解性[14]和加工性能[15]等,是FDM 工艺中最热门的加工材料之一[16],但是PLA 存在脆性大[17]、抗冲击性能差[18]以及打印中易断裂等缺陷,限制了其在FDM 工艺中更广泛地应用[19],通常需对PLA进行改性来提高其力学性能[20-21]。乙烯-丙烯酸丁酯-甲基丙烯酸缩水甘油酯共聚物(PTW)是一种带有环氧基团和羰基的低结晶度共聚物,可与羧基、羟基和氨基等基团反应[22],具有优异的反应性和韧性,常作为聚合物的增容剂和冲击性能改性剂[23]。Zhao等[24]研究了PTW 对PLA 力学性能的影响,结果表明,当PTW 添加量为20%(质量分数)时,相比于纯PLA,共混物的冲击强度提升了近10 倍,达到54.1 kJ/m2。另外,在3D 打印中的FDM 工艺下,根据不同打印材料的热力学属性,选取合适的打印温度、打印平台温度、打印速度、层厚、填充角度等工艺参数也常会对材料的力学性能产生较大的影响[25-26],这些参数设置不符会导致试样翘曲变形、层间黏合性差、喷头堵塞等问题[27]。为提高FDM 打印材料的力学性能,近年来,许多学者对3D 打印工艺参数开展了广泛研究。徐良文等[28]研究了填充方向和打印层高等3D 打印工艺参数对PLA 拉伸性能的影响,结果表明,当填充方向为65°/115°时,PLA 的拉伸强度比填充方向为15°/165°时高19.3 MPa,同时,当打印层高为0.15 mm时,PLA的拉伸强度最大,达到46.60 MPa。郑玲等[29]在研究3D 打印工艺参数对PLA 力学性能的影响时,采用正交实验的方法优化了壁厚(边缘宽度)、封闭面厚度、填充率、打印头温度、打印速度等参数,结果表明,当壁厚为0.8 mm、封闭面厚度为0.6 mm、填充率为60%、喷头温度为200 ℃、打印速度为60 mm/s 时,打印出的PLA 的综合力学性能最佳。夏新曙等[30]同样采用正交实验的方法研究了3D打印工艺参数对PLA/TPU 共混物冲击性能的影响,结果表明,当底板温度为90 ℃、喷嘴温度为190 ℃、沉积方式为45°/45°、打印层厚为0.4 mm、打印速度为45 mm/s时,共混物的冲击强度最佳。
综上所述,优化3D 打印工艺参数对提高共混物的力学性能具有重要意义,本文基于3D 打印中的FDM工艺制备了PLA/PTW 共混物,通过单因素实验研究喷头温度、打印平台温度和打印速度对PLA/PTW 共混物力学性能的影响,并基于此选出合适的水平参数范围进行正交实验,研究上述3个工艺参数对共混物力学性能的影响程度,优化3D 打印工艺参数,以期进一步提升PLA/PTW 共混物的力学性能。
1 实验部分
1.1 主要原料
PLA,4032D,美国Nature Works公司;
PTW,Elvaloy,美国DuPont公司。
1.2 主要设备及仪器
干燥箱,101-1BS,浙江力辰科仪公司;
高速混合机,GH-10,北京塑料机械厂;
啮合同向双螺杆挤出机,LSM30/34,德国Leistritz公司;
锥形双螺杆挤出机,SHINO,张家港市联江机械有限公司;
电子天平,BP-323A+,上海奔普仪器科技有限公司;
熔融沉积3D 打印机,绘威,珠海连盛电子科技有限公司;
万能材料试验机,INSTRON-3365,美国INSTRON公司;
塑料冲击试验机,PTM1100-B,深圳三思纵横公司。
1.3 样品制备
熔融造粒:首先将PLA 在80 ℃干燥箱中干燥8 h,PTW 在40 ℃干燥箱中干燥2 h;再将PLA/PTW 按照质量份(100/10)加入高速混合机中常温下搅拌10 min,混合均匀后经喂料装置加入到双螺杆挤出机熔融、挤出、经水冷却后并造粒,其中,双螺杆转速为40 r/min,喂料螺杆转速为50 r/min,螺杆构型和各段温度分别如图1 和表1所示;其中,SE45/120:导程为45 mm,长度为120 mm的螺纹元件;KB60/60°:长度为60 mm,错列角为60°捏合块元件;SME20/60:导程为20 mm,长度为60 mm的开槽螺纹元件;其余以此类推。

表1 机筒各段及机头温度设定值Tab.1 Each barrel section and head temperature setting values
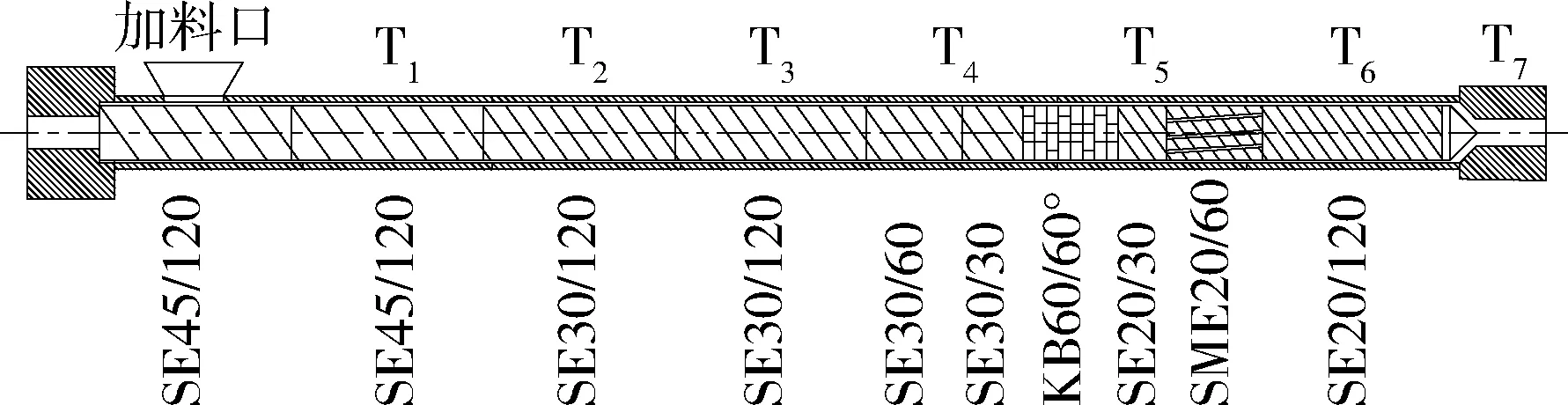
图1 螺杆构型示意图Fig.1 Schematic diagram of the screw configurations
丝材制备:将PLA/PTW 共混物颗粒在70 ℃下干燥12 h后加入到锥形双螺杆挤出机制备PLA/PTW 复合丝材,如图2所示,机筒各段和机头温度依次为:170、180、170、160、160 ℃,锥形双螺杆转速为25 r/min,喂料螺杆转速为45 r/min,风冷牵引机转速为42 r/min;
图2 PLA/PTW 改性丝材Fig.2 PLA/PTW modified silk material
试样打印:首先送丝装置将丝材输送到喷头处,经喷头将丝材加热至熔融状态,然后喷头按照计算机软件设定轨迹移动,将熔丝挤出在打印平台上沉积成型,制备试样,如图3~4所示,其中冲击试样填充率为100%,拉伸试样填充率为10%。

图3 FDM式3D打印示意图Fig.3 Schematic diagram of FDM 3D printing

图4 3D打印中的试样Fig.4 Sample of 3D printing
1.4 性能测试与结构表征
冲击强度:根据GB/T1843—2008 标准测试,采用U 型,长度为80 mm,宽度为10 mm,厚度为4 mm 的无缺口试样,摆锤势能为4 J;
拉伸强度:根据GB/T 1040.1—2018标准测试,试样长度为150 mm,宽度为10 mm,厚度为4 mm,拉伸速率为50 mm/min;
综合力学性能:为了更准确地优选适用于PLA/PTW 共混物的3D 打印工艺参数,定义综合力学性能指数N1评价各工艺参数组合下共混物的综合力学性能,计算公式如式(1)所示:
式中I——冲击强度,kJ/m2
T——拉伸强度,MPa
A——冲击强度权重系数,取值为1
B——拉伸强度权重系数,取值为1
单因素实验设计:对喷头温度、打印平台温度和打印速度进行单因素实验,采用拉伸强度和冲击强度作为评价指标,并计算特征量的平均值和极差,设计方法如下:(1)喷头温度:保持打印平台温度和打印速度分别为60 ℃和60 mm/s,以喷头温度为变量,分别设定为190、200、210、220、230 ℃;(2)打印平台温度:保持喷头温度和打印速度分别为210 ℃和60 mm/s,以打印平台温度为变量,分别设定为40、50、60、70、80 ℃;(3)打印速度:保持喷头温度和打印平台温度分别为210 ℃和60 ℃,以打印速度为变量,分别设定为40、50、60、70、80 mm/s;
正交实验设计:为探究多个工艺参数之间的组合对PLA/PTW 共混物力学性能的影响,基于单因素实验结果,确定喷头温度、打印平台温度和打印速度合适的水平参数范围,并设计正交实验。
2 结果与讨论
2.1 单因素实验结果分析
2.1.1 喷头温度对PLA/PTW共混物力学性能的影响
图5 为PLA/PTW 共混物在不同喷头温度下的冲击强度和拉伸强度,可以看出,共混物的冲击强度和拉伸强度均随喷头温度的增加呈现先上升后下降的变化趋势,当喷头温度为210 ℃时,共混物的冲击强度和拉伸强度均达到最大,比喷头温度为190 ℃时高1.93 kJ/m2和0.87 MPa,这是因为喷头温度的升高,PLA/PTW共混物的流动性和黏性得到改善、层与层间的黏合性变好,能够有效提高共混物的力学性能;但是,当喷头温度继续增加230 ℃时,共混物的冲击强度和拉伸强度反而又相比于210 ℃时降低了0.63 kJ/m2和0.54 MPa,这是因为喷头温度的持续升高导致共混物的黏度降低、流动性增加,在打印过程中熔丝受重力的影响会产生漏流,造成共混物的力学性能降低。
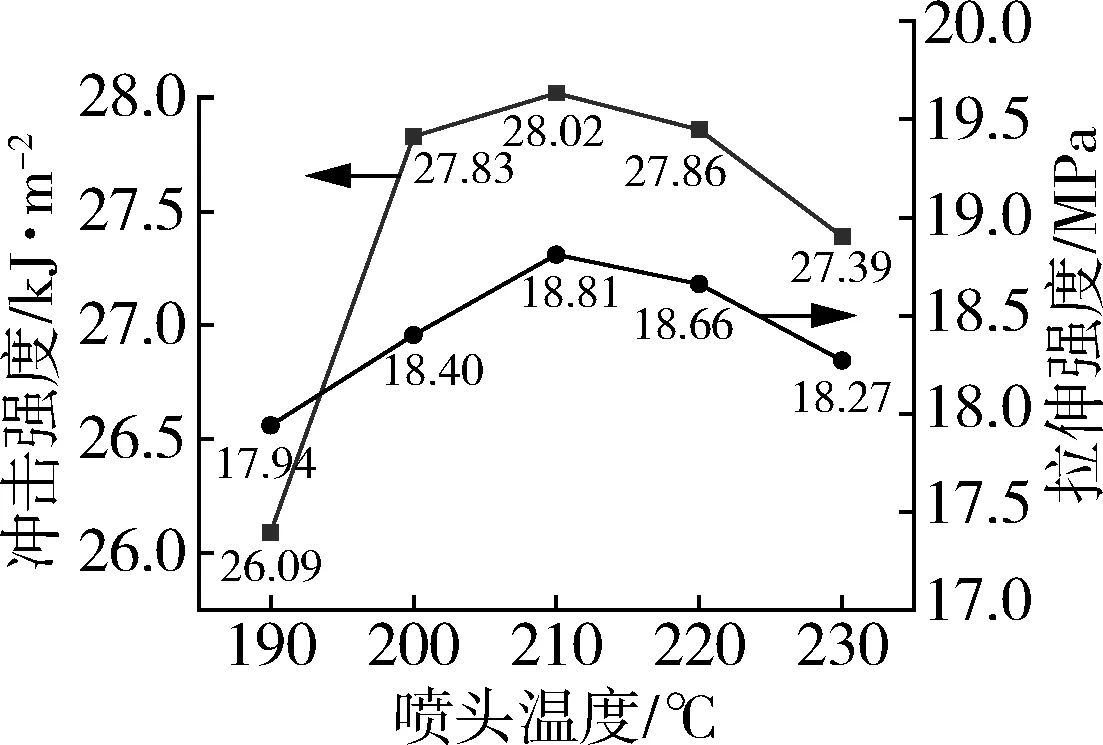
图5 喷头温度对PLA/PTW 力学性能的影响Fig.5 Effect of nozzle temperature on mechanical properties of the PLA/PTW
2.1.2 打印平台温度对PLA/PTW 共混物力学性能的影响
图6 为PLA/PTW 共混物在不同打印平台温度下的冲击强度和拉伸强度,可以看出,共混物的冲击强度和拉伸强度均随打印平台温度的增加而增加,当打印平台温度为80 ℃时,共混物的冲击强度和拉伸强度比打印平台温度为40 ℃时高1.98 kJ/m2和0.88 MPa,这是因为打印平台温度的升高不仅可以有效降低试样的冷却速率,促进共混物结晶,使高分子链有充分时间进行应力松弛、消除内应力,在一定程度上防止试样翘曲变形、提高强度,同时还能提高层间黏接强度,进一步提升共混物的力学性能。
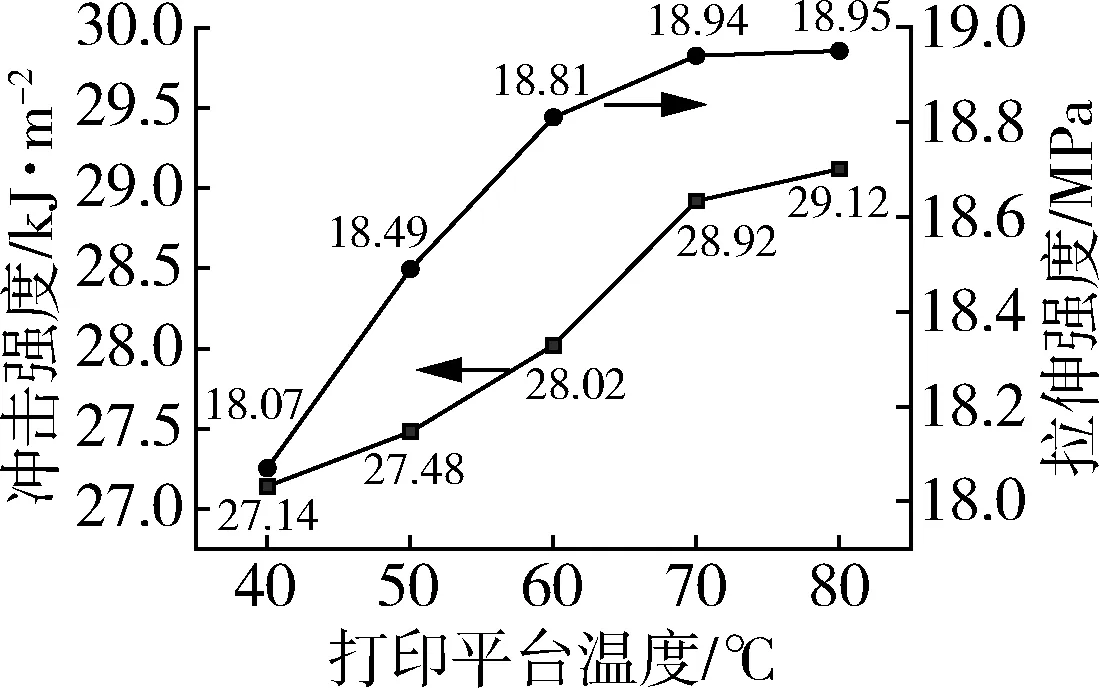
图6 打印平台温度对PLA/PTW 力学性能的影响Fig.6 Effect of printing platform temperature on mechanical properties of the PLA/PTW
2.1.3 打印速度对PLA/PTW 共混物力学性能的影响
图7 为PLA/PTW 共混物在不同打印速度下的冲击强度和拉伸强度,可以看出,共混物的冲击强度随打印速度的增加而降低,当打印速度为40 mm/s 时,共混物的冲击强度比打印速度为80 mm/s时高4.26 kJ/m2,这是因为打印速度过快使熔丝在喷头中的停留时间变短、温度较低,同时挤出熔丝的直径会因拉伸作用变细、填充密度降低、层间的黏合性变差,且未能黏合牢固的熔丝还容易被拉伸错位,导致共混物的冲击强度降低;PLA/PTW 共混物拉伸强度随打印速度的增加呈现先上升后下降的变化趋势,当打印速度为40 mm/s时,共混物的拉伸强度比打印速度为50 mm/s 时低0.39 MPa,这是因为打印速度过低会导致层间熔丝堆积时间变长、温差变大、层间黏合性变差,造成共混物的拉伸强度降低;但是,当打印速度继续增加80 mm/s时,共混物的拉伸强度反而相比于50 mm/s 时降低了1.1 MPa,这同样是因为打印速度过快导致熔丝在喷头中的停留时间变短、温度较低,造成共混物的拉伸强度降低。
2.2 正交实验结果及分析
基于单因素实验结果,确定各因素合适的水平参数范围:喷头温度为200~220 ℃、打印平台温度为60~80 ℃、打印速度为40~60 mm/s,使用三因素三水平正交实验方法,选择L9(34)正交实验表设计正交实验,如表2所示。表3 为喷头温度、打印平台温度以及打印速度的正交实验结果。

表2 三因素三水平正交实验方案Tab.2 Three-factor three-level orthogonal experimental protocol
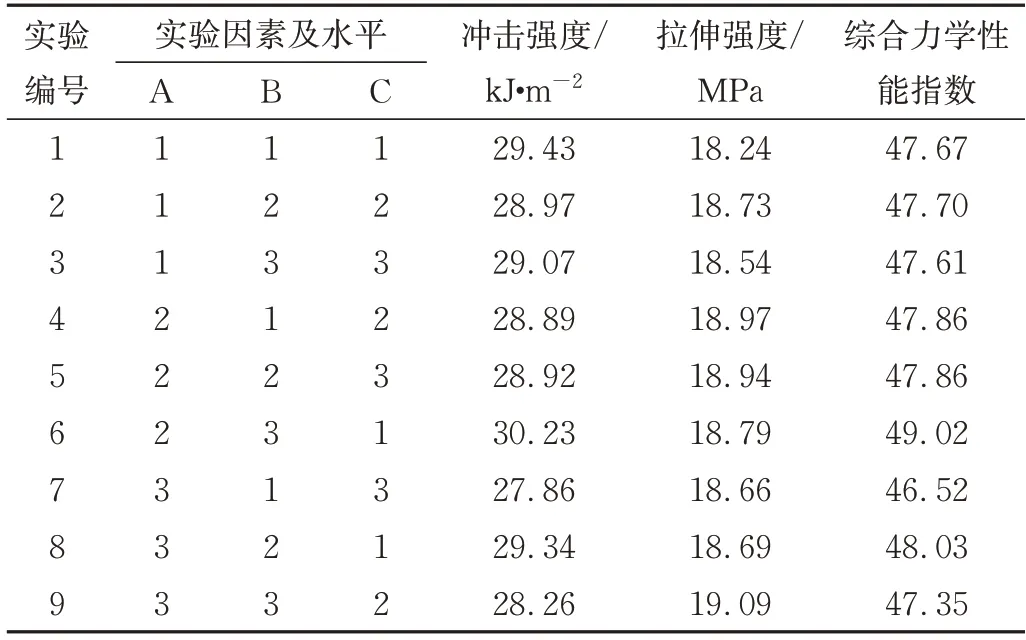
表3 正交实验结果Tab.3 Results of orthogonal experiment
2.2.1 冲击强度分析
表4 为PLA/PTW 共混物冲击强度的均值与极差分析结果,可以看出,各因素对共混物冲击强度的影响程度从大到小依次为打印速度(C)、喷头温度(A)和打印平台温度(B),其中打印速度的极差(R)值分别比喷头温度和打印平台温度的R 值高22%和128%,表明打印速度是影响共混物冲击强度的重要因素;通过对比同一因素下不同水平K(同一水平指标下总和的均值)值的大小,可以看出,当3D 打印工艺参数组合为A2B3C1时,PLA/PTW 共混物的冲击强度最大,达到30.23 kJ/m2,即喷头温度为210 ℃、打印平台温度为80 ℃、打印速度为40 mm/s。

表4 冲击强度的均值与极差Tab.4 Average and range of the impact strength
2.2.2 拉伸强度分析
表5 为PLA/PTW 共混物拉伸强度的均值与极差分析结果,可以看出,各因素对共混物拉伸强度的影响程度从大到小依次为喷头温度(A)、打印速度(C)和打印平台温度(B),其中喷头温度的R 值分别比打印平台温度和打印速度的R 值高110%和11%,表明喷头温度是影响共混物拉伸强度的重要因素;通过对比同一因素不同水平的K 值大小,可以看出,当3D 打印工艺参数组合为A2B3C2时,PLA/PTW 共混物的拉伸强度最大,即喷头温度为210 ℃、打印平台温度为80 ℃、打印速度为50 mm/s。

表5 拉伸强度的均值与极差Tab.5 Average and range of the tensile strength
2.2.3 综合力学性能分析
表6 为PLA/PTW 共混物综合力学性能指数的均值与极差分析结果,可以看出,各因素对PLA/PTW 共混物综合力学性能的影响程度从大到小依次为喷头温度(A)、打印速度(C)和打印平台温度(B),其中喷头温度的R 值分别比打印平台温度和打印速度的R 值高48%和4.4%,表明喷头温度是影响共混物综合力学性能的重要因素;通过对比同一因素不同水平的K 值大小,当3D打印工艺参数组合为A2B3C1时,PLA/PTW共混物的综合力学性能最大,达到49.02,即喷头温度为210 ℃、打印平台温度为80 ℃、打印速度为40 mm/s。

表6 综合力学性能指数的均值与极差Tab.6 Average and range of comprehensive mechanical property index
3 结论
(1)PLA/PTW 共混物的冲击强度和拉伸强度均随喷头温度的增加呈现先上升后下降的趋势,当喷头温度为210 ℃时,共混物的冲击强度和拉伸强度达到最佳;均随打印平台温度的增加而增加的趋势,当打印平台温度80 ℃时,共混物的冲击强度和拉伸强度达到最佳;均随打印速度的增加表现出下降的趋势,共混物的冲击强度和拉伸强度分别在打印速度为40 mm/s 时和50 mm/s时达到最佳;
(2)喷头温度对PLA/PTW 共混物的综合力学性能影响程度从大到小依次为:喷头温度、打印速度、打印平台温度;
(3)PLA/PTW 共混物的最佳工艺参数组合为:喷头温度210 ℃、打印平台温度80 ℃和打印速度40 mm/s,此时PLA/PTW 共混物的综合力学性能最佳,冲击强度达到30.23 kJ/m2,拉伸强度达到18.79 MPa。