IT大道跨郫温路桥钢箱梁工程吊装施工要点
2024-02-05张晓
张晓


摘 要:在城市现代化发展的过程中立体交通体系已经成为主要的建设内容,同时与城市交通发展水平有着直接的关系。其中钢箱梁吊装施工技术已经成为城市路桥工程建设中的主要施工技术之一,因为该项技术具有一定的先进性,所以可以得到更好的施工效果,提升路桥工程整体建设质量,因此得到广泛的应用。要想更好地体现出钢箱梁吊装施工技术的优势,应充分了解吊装施工要点,并对整体吊装施工过程进行严格管控,更好地推动城市路桥工程领域发展。
关键词:路桥工程;钢箱梁工程;吊装施工;技术要点;施工质量
中图分类号:U445.4 文献标志码:A 文章编号:2095-2945(2024)05-0185-04
Abstract: In the process of the development of urban modernization, three-dimensional transportation system has become the main content of construction, and has a direct relationship with the level of urban traffic development. Among them, steel box girder hoisting construction technology has become one of the main construction technologies in urban road and bridge construction, because this technology has a certain advanced nature, so it can get a better construction effect and improve the overall construction quality of road and bridge projects, so it has been widely used. In order to better reflect the advantages of steel box girder hoisting construction technology, we should fully understand the key points of hoisting construction, and strictly control the overall hoisting construction process, so as to better promote the development of urban road and bridge engineering.
Keywords: road and bridge engineering; steel box girder engineering; hoisting construction; technical key points; construction quality
随着公路桥梁建设观念的变化,现阶段常采用钢箱梁结构作为路桥工程建设主要形式,对比其他结构形式,钢箱梁吊装施工需要经過预制构件、运输与吊装等流程,为了保证吊装施工质量,现场施工人员需熟练操作吊装施工技术并可以科学、熟练掌握测控技术,最大限度发挥出钢箱梁施工技术的作用,从而提高城市中公路桥梁项目的结构稳定性。
1 工程整体情况分析
该工程为IT大道跨郫温路桥,位于郫都区IT大道跨与郫温路交叉路口位置,工程梁全长517 m,整体跨段长300 m,引道挡土墙两侧总长度为217 m。该工程中桥梁共10跨,上部结构的7跨为25 m预制混凝土小箱梁,另外3跨为连续性钢箱,总体重量为1 200 t。4号、5号、6号与7号墩上均为钢箱梁桥梁,其中4号至5号墩跨度为35 m,5号至6号墩跨度为55 m,6号至7号墩跨度为35 m。郫温路跨线桥设计为双向四车道,桥面整体宽度为17 m,横向布置:1.675 m(挑梁)+5.4 m(车行道)+2.85 m(连梁带)+5.4 m(车行道)+1.675 m(挑梁)=17 m。桥梁车速设计为60 km/h,桥面宽度为17 m,双向四车道设计,IT大道底部道路设计为双向四车道,其中两侧为非机动车道与人行道[1]。
2 做好施工前期准备工作
在进行施工前期准备工作时应对施工现场环境、施工要求等方面的因素进行充分考虑,在进行准备工作时应注意以下方面。①在进行施工现场平面布置时应与施工进度进行结合并做好相应的调整工作,从而保证施工可以顺利进行。②在进行施工现场布置时还应根据施工需求做好施工现场办公地点、出入道路与出入口、材料设备临时存放地点等场地的布置工作。③做好中小型设备布置安装工作,保证其使用过程是安全的。④施工现场临时用电线路铺设到安全的位置并设置安全警示标志,有效避免安全问题的发生。⑤在进行本工程施工的过程中应重点做好施工现场安全管理工作并强化施工过程环境保护工作,在施工现场四周设置围挡,从而保证工程可以在干净整洁、有序的环境中完成。⑥做好施工现场粉尘、污水及废弃物的管理与处理工作。⑦做好施工现场道路布置工作,为工作车辆及大型运输车辆出入提供便利,减少安全事故的发生。⑧合理设置施工现场办公区域、材料库房、构件存放场地等临时场地的设置。可以将石子碎渣铺设到现场道路上,同时每天做好路面洒水工作,减少施工现场出现尘土飞扬的情况。同时还应做好施工现场清理及打扫工作,确保施工现场整洁、无积水。⑨合理设置现场变压器设备,保证施工现场用电安全,使用开关箱进行控制并做好漏电保护装置设置。保证施工现场总电源低压配电柜、各类配电箱、分电箱及开关箱的质量与使用效果,从而可以保证施工现场用电安全[2]。
3 钢箱梁吊装施工技术具体应用
3.1 做好钢箱梁制作工作
目前在制作钢箱梁时主要使用倒装法并采用无余量精度控制法对制作精度进行控制。吊装法的应用流程包括以下方面:精准测量梁体长、宽、高;在了解各钢梁规格后利用剪切、冲切方式做好钢板形状切割;钢板连接采用纵肋进行固定;采用侧腹板固定下部钢板、横隔板与冀缘位置;在进行模拟拼装时可以应用BIM技术,从而对拼装过程中可能出现的问题进行调整,保证拼装质量;做好钢箱梁防腐蚀工作,保证所使用的防腐涂料满足钢箱梁防腐要求。在进行钢箱梁分段作业时可以采用无余量设置方式对梁体进行补偿,若各段梁体拼装时出现偏差会给钢箱梁安装质量带来影响,无法保证整体工程建设质量。因此应准确控制余量并对钢箱梁拼接过程进行严格控制,对收缩变形量进行控制,有效避免拼接偏差,保证合拢质量。
3.2 确保钢箱梁吊装效果
正式吊装施工前应先做好吊装演示工作,确保整体吊装过程可以准确开展,但是当出现吊装失败的情况时应继续进行吊装演示。完成吊装演示后应严格检查起重设备与钢索,确保钢箱梁起吊无误,在进行吊装过程中应将吊装速度控制在1.25 m/min。钢梁吊起的高度距离桥墩制作面约1 m,机械臂可以延伸到24 m处。在明确距离后与施工现场情况进行结合,完成起吊结构调整。钢箱梁吊装时可以转动机械臂,采用缓慢下放的方式。钢箱梁与梁体间间距在20 cm时可以将梁体位置进行微调,保证梁体吊装位置准确后再将钢箱梁放下。梁体接触到桥面后将吊钩摘掉并对梁体受力情况进行检测,在了解受力结果后完成设备升降处理,进而保证梁体使用效果。
①钢箱梁起吊时可以采用500 t履带起重单机并对吊装工作进行统一管理,落实建筑机械安全使用规定,将单机起吊载荷控制在允许载荷的80%后完成吊装施工。②可以在钢箱梁吊装后将500 t履带吊至到指定施工位置并对操作幅度进行核查。③在进行正式吊装前应先进行试吊,试吊时应将箱梁与地面距离控制在20 cm,然后在空中静置10 min。在进行试吊时应对吊车可以承受的荷载力进行检查,同时检查起吊区域是否存在塌陷情况、吊耳是否稳定等。在明确以上问题无误后再进行起吊作业。④正式起吊前应保证起重机设置位置的准确性,主吊装索具系挂时与地面距离在200 mm时停止,检查吊车稳定性,并检查钢箱梁不同位置的受力情况,相关管理人员完成核查与确认后再进行吊装。吊装指令发出后进行吊装,然后吊车利用回转方式提升钢箱梁的高度,接着采用缓慢且多次的回转臂杆方式对钢箱梁位置进行调整,保证钢箱梁能够准确就位,当技术人员确认钢箱梁安装准确后取掉挂钩[3]。
3.3 控制钢箱梁焊接质量
1)焊接前处理好焊缝。焊缝坡口处理时应有专业人员进行分段定位,确保坡口形式与焊接要求相符,然后进行打磨处理,确保焊缝表面无杂质且有金属光泽。
2)合理应用焊接工艺。做好钢梁连接焊接:①保证焊接母材质量后才能进行焊接作业。②焊接坡口位置加工时采用机械加工或是热切割加工方式,保证坡口表面的平整度且无质量缺陷。③对坡口表面及两侧杂质进行清理,保证整洁度。④坡口在露天位置存放时会出现锈蚀情况,因此在焊接前应先进行打磨,使其可以显现出金属光泽。⑤多层结构焊接时,完成一层后就及时进行清理,保证焊接位置平整度。⑥在进行坡口焊接时底层焊道可以采用小直径材料完成填充,底部焊道厚度控制在6 mm以内。⑦对焊接过程进行严格控制,避免出现变形情况,保证焊接质量(表1)。
3)具体焊接方法与顺序。①使用单面焊双面成型焊接方式完成顶板纵向焊缝焊接,将陶质衬垫粘贴到背面,打底焊时可以将二氧化碳气体进行底层保护,中层、上层填充与盖面焊道可以采用埋弧自动焊平位焊接方式或是二氧化碳气体保护焊接方式。②使用单面焊双面成型焊接方式进行底板纵向焊缝焊接,将陶质衬垫粘贴到背面,焊接时采用二氧化碳气体保护焊接方式。③在进行焊接时应严格按照顺序进行焊接并避免焊接变形,对焊缝中的应力进行控制,进而保证焊接质量。
4)做好焊接环境管理。①在进行焊接工作时应搭建防风棚,减少外界环境所带来的影响。在采用气体保护焊时应将风速控制在2 m/s,使用其他焊接方式时风速控制在8 m/s。将湿度控制在90%。②焊件温度控制在0~20 ℃,最开始焊接位置100 mm范围内预热在15 ℃以上。
5)做好引弧板、引出板与垫板安装。①不得在焊缝之外的位置焊接母材上进行打火或引弧。在进行焊接作业时要计算承受动荷载时焊缝以外的焊接母材不得进行打火或是引弧,同時不需要安装焊接夹具。②将引出板、引弧板设置到焊缝两侧,选择与被焊母材材质相同的材料,保证坡口形式一致。③采用手工电弧焊与气体保护焊时焊缝长度不得小于25 mm。引弧板与引出板宽度不得小于50 mm,长度应是板厚度的1.5倍且不得小于30 mm,厚度不得在6 mm以下。④采用其他焊接方式进行焊接时焊缝引出长度不得小于80 mm,引弧板与引出板宽度不得小于80 mm,长度应是板厚度的2倍且不得小于100 mm,厚度不得在10 mm以下。⑤完成焊接作业后取出引弧板与引出板时可以采用火焰切割方式,保证其平整度,不得采用锤击方式。
6)定位焊接作业。①确保从事定位焊接的人员有相应的资格证,保证焊接质量。②定位焊接材料质量与正式焊接材料质量相同,对最终焊缝质量进行控制。③在接头坡口内完成钢衬垫焊接,定位焊接厚度不得超过焊缝设计厚度的2/3,长度应超过40 mm,焊缝间的间距控制在500~600 mm并对弧坑进行填满。④定位焊焊缝在预热时的高度应比正式焊接时的预热温度高一些。⑤当定位焊接过程中出现气孔或裂缝时应及时清除进行再次焊接。
7)严格控制焊接变形问题。①可以使用对称与构件中和轴的顺序完成对称界面构件焊接。②进行双面非对称坡口焊接时可以先采用焊深破口侧部分焊缝,然后再使用后焊浅坡口侧焊缝,最后在完成深破口侧焊缝。③长焊缝焊接时可以采用分段退焊方法或是多人对焊方法。④可以使用跳焊法防止构件局部过热情况。⑤利用预置反变形方式进行拼接板焊缝焊接,普通构件采用定位焊进行固定并提升钢性拘束力。⑥在正式拼装前应先做好部分构件变形控制工作然后再完成总装焊接施工。
8)保证焊缝返修效果。①根据产品探伤报告对焊缝有质量问题的位置进行确定,然后使用砂轮打磨、机械加工或碳弧气刨方式将有质量问题的位置进行去除。②打磨待补焊位置,其四周侧边坡口成倾斜状,对边缘进行修整并保证其可以圆滑过渡,避免出现硬边问题。③检查补焊位置是否光滑时可以采用磁粉检测方式,确保有质量问题的位置是干净的。④在进行补焊时可以在坡口内部完成引弧,熄弧时将弧坑填满;保证待补焊缝长度,在了解缺陷位置尺寸后两侧均延长30 mm。⑤若2次补焊仍存在质量问题应对返修方案进行调整。⑥做好返修记录并做好存档管理。
9)确保碳弧气刨满足要求。①保证碳弧气刨工作者可以持证上岗。②当发现夹碳时应在夹碳边缘5~10 mm位置进行重新起刨,起刨深度应比夹碳位置深2~3 mm。③碳弧气刨后使用砂轮进行打磨,打磨清理后再进行焊接作业。④检测焊缝质量时可以采用无损探伤检测方式,通常在完成焊接后的24 h开始,由专业人员对焊缝进行100%UT检验,探伤检查合格后由第三方检测机构出具探伤检测合格报告[4]。
3.4 保证钢箱梁测量的准确性
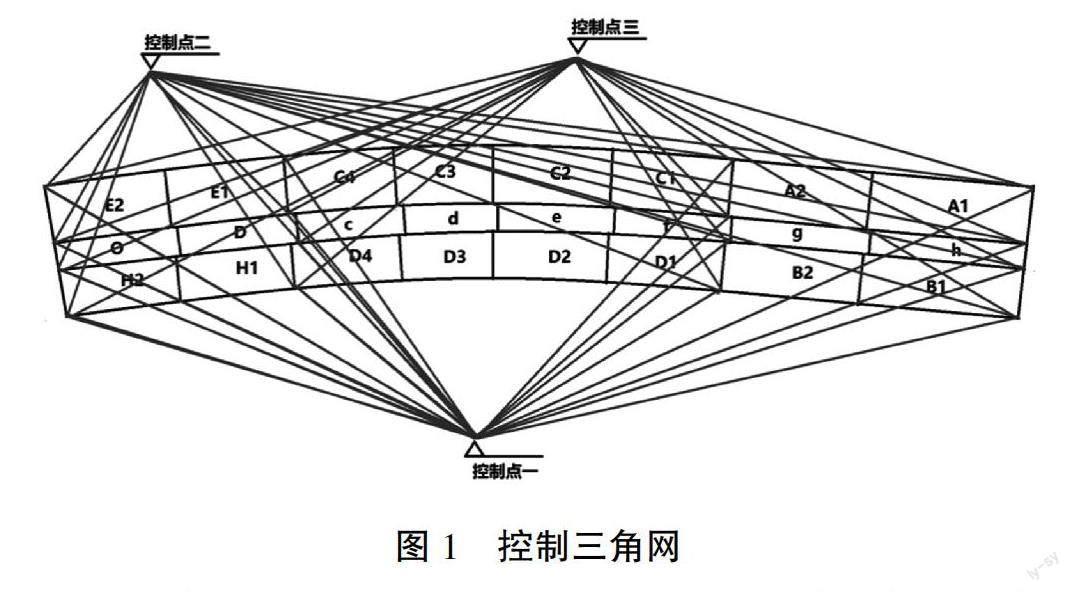
1)钢箱梁线形控制主要包括纵向线形控制、横向线形控制与竖向线形控制,要想保证线形控制效果应对桥梁周边测量控制网进行科学设置,主要做好水准高程控制网、导线点控制网的设置,从而避免误差问题,可以采用固定控制三角网(图1)。
2)在梁段顶板分段2 cm处设施测量点,在测量点位置科学安装高程与平面坐标,进而为钢箱梁准确放样提供保障,监测点安装位置(图2)。
3)做好吊装前的工作。在梁段位置支架上安装500 t履带吊并应用全站仪对钢箱梁梁体高程与坐标进行检测,保证公差可以在允许范围内,然后再使用千斤顶与手拉葫芦科学调整梁段平面及横坡位置,在进行调整工作时应做好各高程值与坐标值的监测工作,将误差控制在規定的范围内,当一跨各梁段就位后做好各梁段监测点二次检测工作,当各检测值满足要求后完成吊装合拢工作,保证合拢段安装质量。
4)控制吊装过程。可以将4个50 t的千斤顶设置到各梁段下面,各梁段隔板与中腹板连接位置设置千斤顶并做好高程与横坡调整,可以利用千斤顶的升降进行微调,确保与钢箱梁高程值、横坡值相符。
3.5 提升施工质量的措施
第一,应根据工程要求制定质量管理目标并对各施工环节进行细化,同时将质量管理责任落实到人,采用层层递进的方式进行质量管理。第二,进一步强化材料质量验收工作的重要性,材料进场前应对材料质量进行抽检并严格检查质量合格证书等相关证明,确保进场材料质量满足施工要求。第三,应由专业人员完成试验内容并对试验数据进行准确且完整的记录,将其作为质量分析的依据。第四,采用先进的测量工具并提升测量控制水平。对全站仪等检测仪器精准度进行校对,保证测量工作的精准度,避免测量结果出现偏差。第五,做好结构件控制线检查并做好构件编号,建立完整的编号图册。第六,保证施工现场参与安装、焊接的人员均有相应的资质,可以严格按照施工方案进行施工。例如在进行焊接作业时,应确保焊接人员可以持证上岗,保证其专业性,可以严格按照规定完成焊接施工。在进行焊接作业时还应由专业人员对焊口质量进行检查,若有质量问题应及时进行处理。第七,在应用焊条进行焊接施工前,应先根据要求进行烘焙处理,同时做好烘焙时间、烘焙温度等相关信息的记录工作。在进行焊条发放时应做好记录工作,防止出现随意领取的情况。将三级检查制度进行全面落实,进一步加强焊接施工质量检查,在保证没有任何质量问题的基础上才可进入到下一道工序,确保各项工作可以有序开展。第八,在进行施工的过程中还应做好质量检验评定工作,确保各项施工内容质量均可以达到相关标准,同时做好工程技术资料收集与管理工作,保证工程技术资料的真实性与完整性,从而可以为质量分析工作提供参考依据[5]。
4 结束语
现阶段在进行高架桥建设时钢箱梁吊装施工技术已经成为主要的施工技术之一,此项技术在应用后可以实现对工期的有效控制并可以减少给周边交通所带来的干扰,最大限度保证桥梁建设质量。但是应用钢箱梁吊装施工技术在应用的过程中还有一些不足,因此需要相关的技术人员根据工程情况进行升级,更好地体现出钢箱梁吊装施工技术的优势,更好地推动城市路桥建设。
参考文献:
[1] 曹敏,李辉.高速公路钢箱梁吊装施工技术研究[J].运输经理世界,2022(29):13-15.
[2] 陈彦平.高速公路钢箱梁吊装施工技术探究[J].黑龙江交通科技,2022,45(9):98-100.
[3] 于洪奎.立交桥钢箱梁吊装施工控制关键技术[J].中国新技术新产品,2022(15):97-99.
[4] 王鹏扬.立交桥钢箱梁吊装施工技术要点浅析[J].四川水泥,2022(7):137-138,155.
[5] 陈然.大跨度钢箱梁吊装及临时支架结构模拟验算[D].淮安:安徽理工大学,2021.
