新型多色3D 打印机结构和控制系统设计研究
2024-02-03冯兴瀚
冯兴瀚
(广西机电技师学院 广西 柳州 545000)
0 引言
随着科技与制造业的不断发展,3D 打印技术已经成为现代制造领域的一项重要技术,然而,目前多色3D 打印技术在打印效率、精度及成型件颜色单一等方面仍存在诸多挑战。 基于此,本文提出一种新型多色3D 打印机结构与控制系统设计方案,该方案通过优化打印机结构、改进控制系统,实现了高效、高精度的多色打印,为多色3D打印技术的创新与发展提供新的方法与思路,对于降低制造成本与推动制造业发展具有重要意义。
1 多色3D 打印机结构
1.1 丝料换丝结构设计
本文设计的多色3D 打印机结构主要由太阳轮与三个行星齿轮组成,中心太阳轮位于步进电机的轴上,并与三个行星齿轮相啮合。 这种设计可以有效地将步进电机的动力传递到使丝料向下运动的送料机,从而实现高效和高精度打印。 丝料换丝结构作为多色3D 打印机的核心部件,包括两副齿轮传动系统。 其中,直齿轮用于传递步进电机动力至行星齿轮,当步进电机转动时,太阳轮带着三个行星齿轮一起转动,在每个行星齿轮径向设置凹槽,将其与支撑顶杆的凸槽相啮合,该设计可以有效保证行星齿轮精准地将动力传递到顶杆轴。
而锥齿轮的主要作用是将顶杆轴旋转运动传递给送料机,主动锥齿轮位于支撑顶杆轴下端端面,同时还有三个丝料进料机与三个主动锥齿轮相对应。 其中,三台丝料进料机呈环形布局,且每个丝料送料机借助一个从动锥齿轮与对应的主动锥齿轮相啮合[1]。 多色丝料换丝结构如图1 所示。
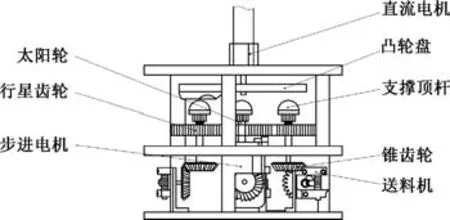
图1 多色丝料换丝结构图
与此同时,在支撑顶杆的上方装置一个凸轮盘,其转轴与行星齿轮的转轴平行,并在凸轮盘面向顶杆的一侧设计一个凸起,当直流电机带动凸轮盘旋转时,凸起能够施压对应顶杆的受压面。 在顶杆轴与行星轮之间建立联轴器,使行星齿轮能够将其旋转运动传递到顶杆轴。 伴随凸轮盘角度的变化,顶杆轴转动带着下方锥齿轮转动,从而驱动丝料送料机将丝料推入到热端。 此外,另两个行星齿轮围绕自身轴自由转动,而不进行传递运动。 当某种丝料打印完成后,凸轮盘会继续转动,此时顶杆受压面上压力被撤开,受弹簧回弹力作用进行回弹,顶杆上凸槽不再嵌入对应的凹槽空间,使行星齿轮与支撑顶杆轴之间的连接断开,由于两者无法建立连接,行星齿轮自由旋转,不能将太阳轮的动力传递给丝料送料机,由此丝料送料机的丝料不会被送出。
接着,凸轮盘根据程序又转过一定角度时,需要下压另一种颜色丝料的顶杆,从而使另一种颜色的丝料被挤出并送入打印头,利用程序来控制直流电机转过的角度,可以使不同颜色丝料准确转换,从而实现一个步进电机完成多种颜色丝料的转换,进而实现多色打印[2]。 这种多色3D 打印机的设计与结构能够显著提升打印效率和精度,为多色3D 打印技术的创新与发展提供新的方向与思路。
1.2 相关齿轮计算与设计
完成丝料换丝结构设计后,进一步设定一些关键的参数。 具体设计如下:
(1)传动比。 该参数描述太阳轮与行星齿轮之间的转速关系,由于太阳轮与行星齿轮将以相同的速度旋转,因此,传动比设为1。
(2)模数。 该参数决定着齿轮的尺寸与承载能力,被设为2,在此基础上能够计算出其他相关的尺寸,如齿宽、齿根圆直径、齿顶圆直径等。
(3)齿顶圆直径和齿根圆直径。 这两个参数描述的是齿轮尺寸。
(4)齿宽。 该参数描述齿轮在垂直于其轴线方向上的尺寸,被设为15 mm,此外也可以按照实际需要灵活调整以适应不同的应用需求。
(5)分度圆直径。 该参数是根据齿数与模数计算得来的,其对于明确齿轮的尺寸和转速至关重要。
(6)压力角。 该参数描述齿轮在接触点上的受力情况,此处被设为20°,从而能够计算出齿轮的接触强度与弯曲强度[3]。 太阳轮与行星齿轮参数表如表1 所示。

表1 太阳轮与行星齿轮参数表
1.3 喷头结构设计
喷头结构是多色3D 打印机的关键组成部分,一个好的喷头结构能够确保丝料顺畅输送,并保证在需要的时候精准无误地挤出。 接下来从进料管、输料管、加热管、散热器、热敏电阻及喷嘴等重要部件详细介绍设计要点:
(1)进料管。 进料管主要负责输送丝料,设计时需要考虑到丝料的压力、黏度及种类等因素,以保证保丝料可以顺畅进入加热管。
(2)输料管。 输料管负责将熔融丝料输送到喷嘴,由此输料管需要有充足的压力和流量,从而实现丝料的稳定输送。
(3)加热管。 加热管用于加热和熔融丝料,实际设计过程中需要考虑加热管的直径、长度及加热温度等因素,合适的加热长度与直径能够确保丝料充分熔融,而适宜的加热温度能够避免丝料的分解或烧焦。
(4)散热器。 散热器用于将加热管中的热量散失,以避免熔融丝料回流至输料管,从而造成堵塞,因此需要选用恰当的散热器结构与材料,以提高散热效率。
(5)热敏电阻。 主要作用是检测加热管的温度,需要实时监测加热管的温度,从而实现温度的精准控制,有效避免因温度过低或过高而影响丝料的熔融效果。
(6)喷嘴。 喷嘴作为喷头关键的部件之一,直接决定丝料的喷出效果。 设计喷嘴需要考虑喷嘴的长度、直径及喷嘴口的形状等因素,恰当的喷嘴直径与长度能够保障丝料挤出的精确性与稳定性,而适宜的喷嘴口形状能够有效控制丝料的喷射形状与方向。
本文设计的“三进一出”喷头主要由加热管、喉管、喷头、散热器及热敏电阻组成,在一定的温度范围(180 ~210 ℃),三种不同颜色的丝料经过进料管与输料管被送入加热管太阳热熔融,伴随熔融丝料的推移,液态丝料从喷嘴被挤出[4]。 为有效避免熔融丝料流回至输料管导致阻塞,增加风扇的同时需在输料管外部装置有较大面积的散热片,以保证散热及时且充分。
2 控制系统设计
2.1 硬件电路设计
设计新型多色3D 打印机结构与控制系统时,设计硬件电路至关重要,主要包括电源电路设计、控制电路设计、加热电路设计、运动控制电路设计及料管与喷嘴设计等。 在电源电路方面,为确保3D 打印机的可靠稳定工作,需要为其配备可靠的电源,并设计相关电源电路,将交流电转换成直流电,从而为各分部提供必要的电压。 在控制电路方面,为实现3D 打印机的高效精准控制,需要设计合适的控制电路,该电路主要包括通信接口、输入输出接口及微处理器,其中微处理器作为控制电路的核心,负责接收输入接口的控制信号,同时按照预设程序来精准控制3D 打印机。
在加热电路方面,由于多色3D 打印机需要综合运用多个加热元件,因此需要设计专门的加热电路。 该电路主要包括控制电路、温度传感器、加热元件等组成部分,其中温度传感器的主要作用是检测温度,而控制电路负责控制加热元件的功率,从而达到精准控制温度的目的。 在运动控制电路方面,3D 打印机的运动控制电路主要包括X轴、Y轴、Z轴三个方向的控制系统,每一个系统均由一个驱动器与一个步进电机组成,驱动器用于接收来自控制电路的信号,从而控制步进电机的运动,进而达到控制打印头的位置。 在料管与喷嘴方面,料管与喷嘴作为3D 打印机的重要部件,直接影响打印的速度与质量,其中料管用于输送塑料丝,而喷嘴用于将塑料丝熔化,而后将其喷射到打印平台上[5]。 实际设计喷嘴过程中需要综合考虑材料的熔点、特性及喷射的稳定性等因素。
2.2 软件程序设计
除了上述的硬件电路设计,还需要对软件程序进行设计。 设计合理的软件程序旨在实现3D 打印机的自动化与智能化控制,重点考虑以下几个方面:
(1) 几何代码(geometric code, G⁃code) 解析器。G⁃code 是一种3D 打印机通用的控制语言,主要描述打印物体的打印路径及几何形状等关键信息。 由此,设计软件程序需要实现一个G⁃code 解析器,并将G⁃code 指令解析为能够被3D 打印机理解与执行的命令。
(2)参数设置。 其作为控制系统软件的核心组成部分,能够根据实际需求与打印物体的特性来设置各种关键参数,如填充密度、层高及打印速度等,这些参数会直接影响打印的质量与时间。
(3)数据处理。 打印过程中需要处理大量的数据,如切片三维模型、计算填充路径等,处理过程会耗费大量的计算资源,因此本文整合高效的数据处理算法与优化技术,来提高数据处理的精度与速度。
(4)通信接口。 由于控制系统软件需要经常与外部设备进行通信,如串口、通用串行总线等,因此需要准确相关通信接口程序,从而实现数据的传输与控制信号的接收。
(5)安全保护。 为有效保证3D 打印机的稳定与可靠运行,还需要设计一定的安全保护程序,例如,在温度过低或过高时,程序能够自动切断电源;当打印过程中发生异常现象时,需要自动停止打印。 安全保护措施需要写进软件程序中。
控制程序的主要流程为:首先使用三维建模软件设计出需要打印的模型,并将模型保存立体三角面片(stereolithography,STL)格式文件;其次将STL 文件导入至康宁快速成型软件(CURA)切片软件中完成切片,得到一般的G⁃code 文件,由于该代码文件不包含颜色信息,因此需要利用G⁃code 后处理软件完成后处理。 控制系统软件架构图如图2 所示。
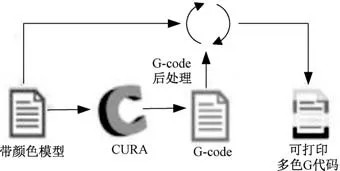
图2 控制系统软件架构图
具体来说, 后处理流程是在马林固件(marlin firmware,Marlin)代码中增加一个子程序,使Marlin 代码能够准确识别出T 指令。 当打印机读取到T 指令以及后面的数字时,微处理器要停止运行其他任务,并确定下一步将打印哪种颜色的丝料,接着微处理器会给直流电机发送信号,此时直流电机会带动凸轮盘旋转至目标色料顶杆上,并将顶杆压下。 上述操作完成后,控制器会继续读取G 代码指令。
通过上述操作与流程,控制系统能够精准执行带有颜色信息的G⁃code 文件,从而高效、精准打印不同颜色的模型。 3D 打印过程中,不同颜色选择程序至关重要。 不同颜色选择程序流程图如图3 所示。
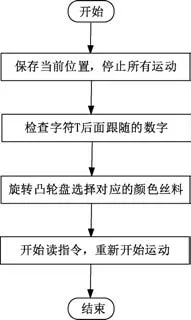
图3 不同颜色选择程序流程图
打印之前,需要检查整个系统处于正确的位置,才可以继续后续的操作。 不同颜色选择流程具体描述如下:首先,程序开始运行,进入主循环,保存当前位置,并停止所有运动,防止位置偏移;其次,从输入的G⁃code 指令中,检查是否含有字符T,同时解析其后面跟随的数字,该数字代表不同颜色的丝料;再次,按照字符T 后面的数字,控制直流电机旋转到相应的角度,从而使凸轮盘选择对应的颜色丝料;从次,在选择完丝料后,继续开始读取G⁃code 指令,同时控制打印机完成相应的操作;最后,完成当前指令的执行后,进入下一个循环,重新开始读取G⁃code 指令,直到满足预设的结束条件或是遇到结束指令结束程序。
2.3 其他核心模块设计
除了硬件电路与软件程序,还需要重点关注打印控制模块、运动控制模块及材料供给控制模块等核心模块的设计与实现。 其中,打印控制模块用于接收用户输入的打印指令,并将指令转化成具体的打印参数,该模块需要具有良好的人机交互界面,以方便用户简单操作和设置。 此外,该模块还需要实现与其他模块进行通信,从而实现全面打印控制功能;运动控制模块作为新型多色3D 打印机中的重要模块之一,主要负责控制工作台与打印头的精确运动,从而实现复杂的打印形状与路径,该模块需要具有高精度、高速的运动控制能力,并需要考虑平滑运动与动态响应等问题;材料供给控制模块用于控制打印材料的调节与供给,能够按照打印需求来准确控制材料的温度与流量,从而确保打印质量与可靠性。 通过设计和实现上述模块,本文设计的新型多色3D 打印机可以更好地符合用户的需求,从而提供高质量、稳定的多色3D 打印服务。
3 结语
综上所述,本文深入研究并设计了一种新型多色3D打印机结构与控制系统,通过优化3D 打印机,并改进控制系统,实现了单喷嘴彩色丝料的挤出打印成型,显著提高打印效率及精度,有效拓展3D 打印技术的应用范围。该新型多色3D 打印机在很多领域行业具有广阔的应用前景,如艺术、建筑或航空航天等,然而,多色3D 打印技术仍存在诸多潜在挑战,如打印速度、材料性能等,未来将持续优化和改进打印材料、控制系统等,以进一步推动多色3D 打印技术的创新与发展。
