3 000m3液态二氧化碳球形储罐设计
2024-02-02马庆生侯远大沈冬旭
马庆生,李 栋,郭 亮,侯远大,钟 秒,沈冬旭
(鞍山华信重工机械有限公司,辽宁鞍山 114200)
中国提出 “2030年碳达峰,2060年碳中和”目标以来,全球应对气候变化的力度在不断加强,碳捕集与封存(CCUS)能力的提升日益重要。据全球碳捕集与封存研究院年度旗舰报告,2020年全球CCUS 能力增长了33%,连续四年保持了增长态势。全球目前共有65 座处于不同阶段的CCUS 商业设施,到2050年全球需要至少2 000 座CCUS设施,而当前部署速度远远落后于此。球形储罐在我国化工、石化领域中发挥着重要作用,是二氧化碳CCUS 装置重点开发对象之一。目前我国在用液态二氧化碳球形储罐的容量大多集中在400~2 000 m3,设备壳体使用的钢种局限于16MnDR、15MnNiDR、15MnNiNbDR 等抗拉强度下限值低于530 MPa 的低温压力容器钢种,单体设备壁板厚、质量大、建造成本高,大型化发展困难。文中基于某3 000 m3液态二氧化碳球形储罐设计实例,总结大型低温液态二氧化碳球形储罐使用工况、操作特点、材料选用、结构设计、应力分析设计、制造及安装技术、保冷绝热等设计要点。
1 3 000 m3 大型液态二氧化碳球形储罐材料选择
1.1 主体材料
液态二氧化碳球形储罐设计压力高、设计温度低,其主体受压元件材料应选择强度高且低温韧性好的材料。目前国内石化装置在用的液态二氧化碳球罐球壳板材料通常为16MnDR、15MnNiDR、15MnNiNbDR 等,近年来国产高强度调质钢板在压力容器上得到了广泛应用,其中最具代表性的是07MnNiMoDR 钢。07MnNiMoDR 钢低温使用温度达到-50 ℃,冲击功性能指标KV2不低于80 J,准抗拉强度下限值比15MnNiNbDR 钢种提高17.3%,可以有效降低球壳板设计厚度,节约建造成本。07MnNiMoDR 钢板的力学性能、工艺性能符合3 000 m3液态二氧化碳球形储罐对材料选择及低温操作工况的要求,而且已经应用于多台低温球形储罐的建造。
1.2 附加要求
鞍山华信重工机械有限公司设计的3000 m3液态二氧化碳球形储罐,主体制造材料选用07MnNiMoDR 钢板,并对07MnNiMoDR 钢板提出其他7 个方面的附加要求,包括①所有钢板进行二次模拟焊后热处理(2SR),热处理条件为(575 ±15)℃×3 h。②对钢板进行-50 ℃横向1/4 板厚冲击试验,冲击功性能指标KV2平均值不低于100 J,单个值不低于70 J。增加-50 ℃横向1/2板厚冲击试验,冲击功性能指标KV2平均值不低于80 J,单个值不低于56 J。③钢板进行落锤试验。按照GB/T 6803—2008《铁素体钢的无塑性转变温度落锤试验方法》[1],采用P-2 型试样,以脆性转变温度低于-60 ℃为合格。④锻件采用NB/T 47009—2017 《低温承压设备用合金钢锻件》[2]中的10Ni3MoVD 钢锻件,人孔锻件级别为Ⅳ级,其余接管法兰锻件级别为Ⅲ级,锻件应具有5级或更细的实际晶粒度,晶粒度按照GB/T 6394—2017《金属平均晶粒度测定方法》[3]进行测定。⑤锻件非金属夹杂物A、B、C、D 和Ds 类夹杂物均低于1.5 级,A 和C 类夹杂物低于2.5 级,B+D+Ds 类夹杂物低于2.5 级,且总和不高于4.5级。按照GB/T 10561—2005《钢中非金属夹杂物含量的测定标准评级图显微检验法》[4]检验非金属夹杂物。⑥锻件逐件按照NB/T 47013.3—2015《承压设备无损检测第3 部分:超声检测》[5]进行100%超声检测,检测结果应符合NB/T 47009—2017 中表4 的规定。锻件中不得有裂纹、白点、夹层、折叠和夹杂等缺陷。⑦焊接材料选用昆山京群焊材科技有限公司与合肥通用机械研究院合作研发的J607RHDQ 焊条,焊条各项性能指标应符合NB∕T 47018.2—2017 《承压设备用焊接材料订货技术条件第2 部分:钢焊条》[6]中E6215-N5M1要求,焊条熔覆金属化学成分满足表1 指标,焊条熔覆金属力学性能满足表2 指标。

表1 J607RHDQ 焊条熔覆金属化学成分%

表2 J607RHDQ 焊条熔覆金属力学性能
2 3 000 m3液态二氧化碳球形储罐设计
2.1 设计参数
3 000 m3大型液态二氧化碳球形储罐存储介质为液态二氧化碳,球壳材料为07MnNiMoDR,罐体直径为18 000 mm,全容积3 054 m3,介质密度1 115 kg/m3。设计压力为2.3 MPa,工作压力为2.16 MPa,设计温度-15 ~-40 ℃,工作温度-17~-35 ℃,腐蚀裕量1.0 mm,装量系数0.9,焊接接头系数1.0,容器类别Ⅲ类,设计使用年限20a,保冷材料为聚氨酯发泡,保冷厚度300 mm。
2.2 几何数据
液态二氧化碳球罐公称容积为3 000 m3,依据GB/T 17261—2011《钢制球形储罐型式与基本参数》[7]的规定,球罐内直径确定为18 000 mm,相应的支柱底板底面至球壳赤道平面的距高确定为12 000 mm。按照传统方法设计3 000 m3球形储罐,受钢厂轧制能力、运输高度、工厂球壳板油压机压制能力等限制因素的影响,通常为12 支柱4带混合式结构,各带球心角度分别为上极带90°、上温带40°、赤道板50°、上极带90°,该排版结构对应的焊缝总长度为585 m。
鞍山华信重工机械有限公司采用具有自主著作权的《球形容器壳板计算软件》[8]对传统设计进行优化。通过多次排版计算,并结合国内大型钢厂轧制能力及工厂油压机压制能力现状,最终将球壳结构定为3 带混合式结构,支柱数量为10根,球壳板总数34 块,各带球心角度为上极带为105°、赤道板为75°、上极带为105°,最大球壳板尺寸为3 350 mm×10 780 mm,球壳板材料利用率达到了85%,该排版结构焊缝总长度只有448 m。优化后,球壳板分片减少,球壳板焊接长度减少,有利设备的稳定运行,同时降低了设备的运行维护成本。
球壳板与支柱结构采用鞍山华信重工机械有限公司拥有知识产权的专利技术 《一种改善球罐支柱与球壳连接a 点应力的加强结构》[9],采用该结构形式后支柱与球壳连接部位的应力水平极大降低。
2.3 工艺管口
液态二氧化碳球形储罐共设有工艺功能管口17 个,包括人孔、物料进口、物料出口、放空口、气相平衡口、排污口、压力计口、温度计口、液位计口等。其中人孔尺寸为DN500 mm,其余工艺管口尺寸在DN25 mm ~DN250 mm,压力等级为4.0 MPa。液位计口设有导波管,导波管结构采用鞍山华信重工机械有限公司专利技术 《一种球形储罐远传液位计导波管与下极带板滑动连接装置》[10]进行设计,有效降低了液位计使用过程中的导波管挠度变形。气相口采用鞍山华信重工机械有限公司专利技术 《一种液化烃球形储罐气相平衡管装置》[11], 实现了设备液体充装过程气相压力均衡,保证了设备介质充装过程安全可靠。温度测量装置采用鞍山华信重工机械有限公司专利技术《一种低温球形储罐多点温度计保护套管装置》[12],有效保障了设备计量装置的使用安全可靠和量值传递准确。
2.4 补强设计
液态二氧化碳球形储罐上、下极中板共计开设17 个工艺管口,且同时分布在ϕ2 500 mm 的中心圆上,开孔补强成为一个关键点。球壳的名义厚度不小于38 mm,不可采用补强圈进行补强,依据SH/T 3138—2003《球形储罐整体补强凸缘》[13]中A747 型凸缘进行人孔补强,其它接管的补强采用厚壁接管的补强方式。
2.5 球壳名义厚度
已知计算压力pc=2.46 MPa、球壳的内径Di=18 000 mm、载荷组合系数K=1、,设计温度下应力强度Sm=254 MPa,满足pc<0.4KSm条件,按照JB 4732—1995(2005年确认)《钢制压力容器——分析设计标准》[14]中的公式(7-4)及图表进行球壳名义厚度δ 计算。
按上式计算得δ=43.7 mm。按照腐蚀裕量0 mm、钢板负偏差0.3 mm 综合考虑,取名义厚度为47 mm。
3 3 000 m3液态二氧化碳球形储罐有限元分析设计
3.1 结构建模
基于球壳厚度等于47 mm,同时考虑拉杆作用进行建模,按照分析计算结果满足强度评定要求进行模型整体结构及全部接管结构的有限元应力计算及评定。根据球罐整体结构对称特性和承载对称特性,在有限元模型构建中,取球形储罐的1/2 构建有限元分析简化模型。液态二氧化碳球形储罐整体模型见图1。
图1 球形储罐整体模型
设置位移边界条件为,①球形储罐对称面法向位移为0。②支腿下端Δx=Δy=Δz=0(总体笛卡尔坐标系)。球形储罐本体及支柱结构采用ANSYS软件中的20 节点三维实体单元(SOLID95),拉杆采用ANSYS 软件中的2 节点三维拉杆单元(LINK10) 。
设置4 种载荷工况。工况1 载荷为自重+ 计算压力,工况2 载荷为自重+ 计算压力+ 风载,工况3 载荷为自重+ 计算压力+25%风载+ 地震载荷,工况4 载荷为压力试验。工况1~工况4 载荷计算中,重力加速度均取9.81 m/s2,计算压力均为2.3 MPa。工况2 载荷计算中基本风压数值取400 Pa,工况3 载荷计算中抗震设防烈度取7 度(0.10g),工况4 载荷计算中假定球形储罐充满水介质,试验压力p试=2.875 MPa。
考虑到自重、风压和地震载荷对球形储罐人孔及接管局部结构有限元分析分析结果影响甚微,建立相应有限元模型时忽略其影响,只考虑计算压力载荷。接管端面等效拉力pet按下面的公式计算。
式中:Dit为接管内径,Dot为接管外径。
3.2 应力分析
有限元分析采用ANSYS 软件,得到了液态二氧化碳球形储罐正常操作工况的力学边界和风载荷边界图、4 种载荷工况应力分布云图,分别见图2 和图3。

图2 液态二氧化碳球形储罐应力分析力学边界和风载荷图
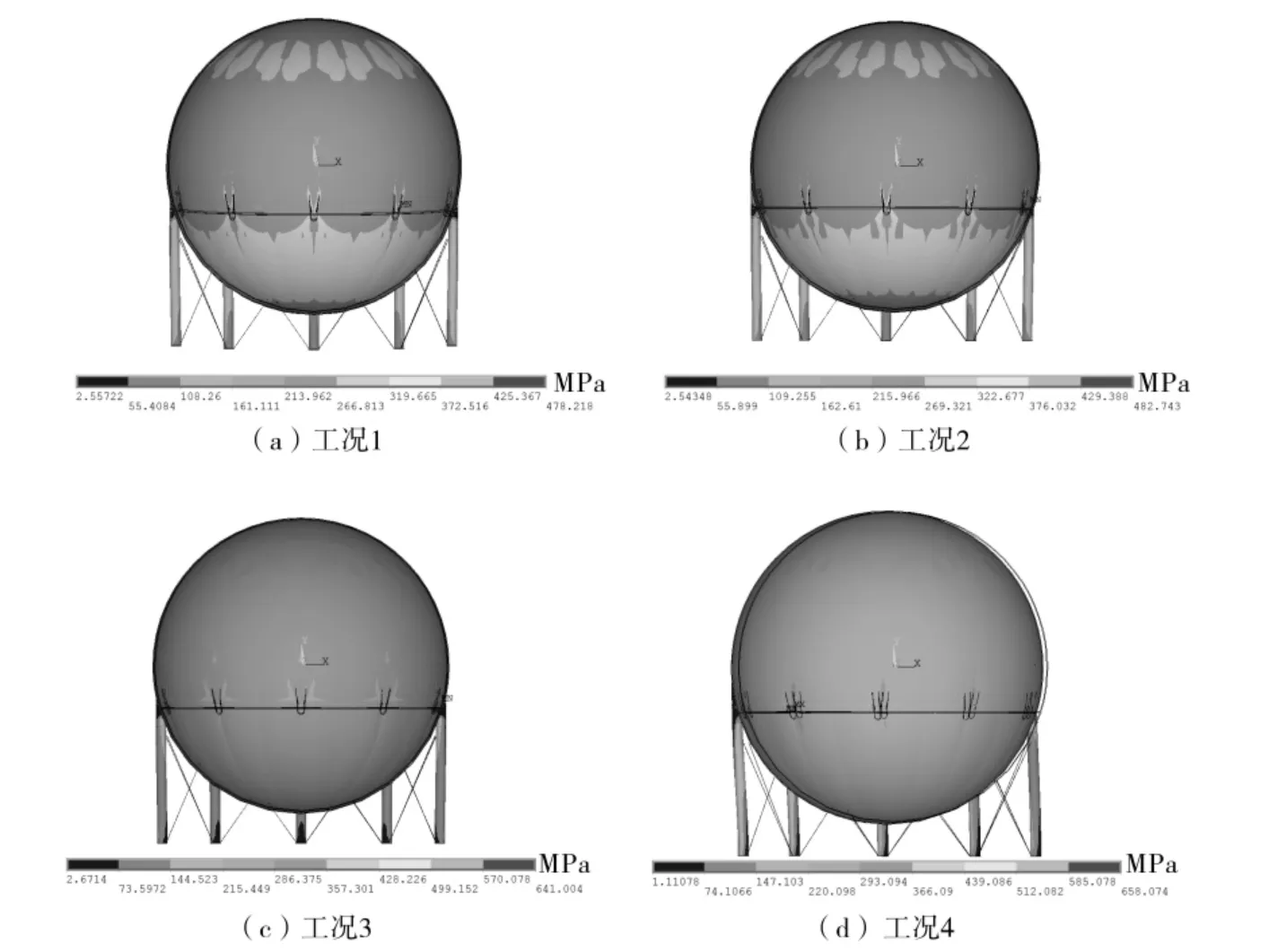
图3 4 种工况下液态二氧化碳球形储罐应力分布云图
3.3 强度评定
依据JB 4732—1995(2005年确认),参照GB/T 12337—2014《钢制球形储罐》[15]进行应力强度评定。通过应力强度最大节点(对于球形储罐整体分析,是球壳上的应力强度最大节点),并沿壁厚方向的最短方向设定应力线性化路径,相对高应力强度区沿壁厚方向设定路径。
3.3.1 整体强度
工况1、工况3、工况4 下液态二氧化碳球形储罐整体结构应力线性化分析路径设定见图4。
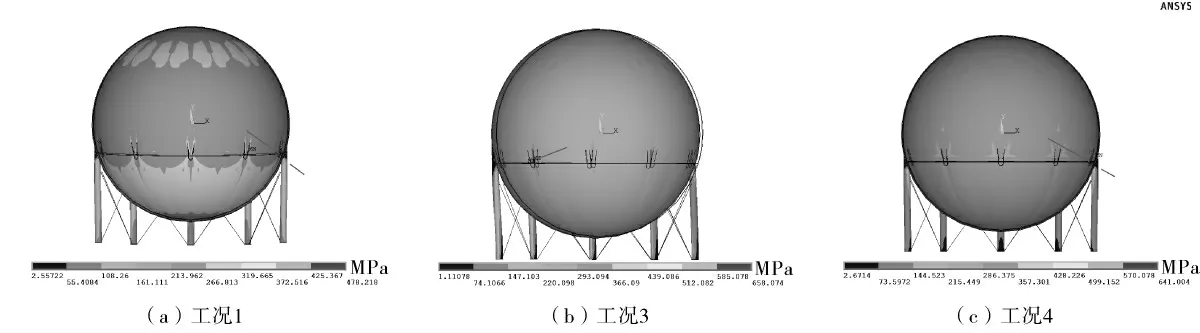
图4 工况1、工况3 和工况4 下液态二氧化碳球形储罐应力线性化路径
工况1 下应力强度最大点位于球壳外壁,支柱与球壳相接的上部边缘处;工况3 下应力强度最大点位于球壳内壁,支柱与球壳相接的最下部边缘;工况4 下应力强度最大点位于球壳外壁,支柱与球壳相接的下部边缘。工况2 下液态二氧化碳球形储罐的最大应力值为482.743 MPa,小于工况3 的最大应力值658.074 MPa,可判定Fe+0.25FW大于Fw。式中Fe为球罐的水平地震力,Fw为球罐的水平风力。作用于球形储罐的水平载荷Fmax取(Fe+0.25Fw)与Fe中较大者,按照GB/T 12337—2014 中的载荷计算规定,可以确定工况2 应力强度评定结果与工况3 应力强度评价结果一致。
工况1、工况3、工况4 下应力类别、数值及强度评定结果见表3。
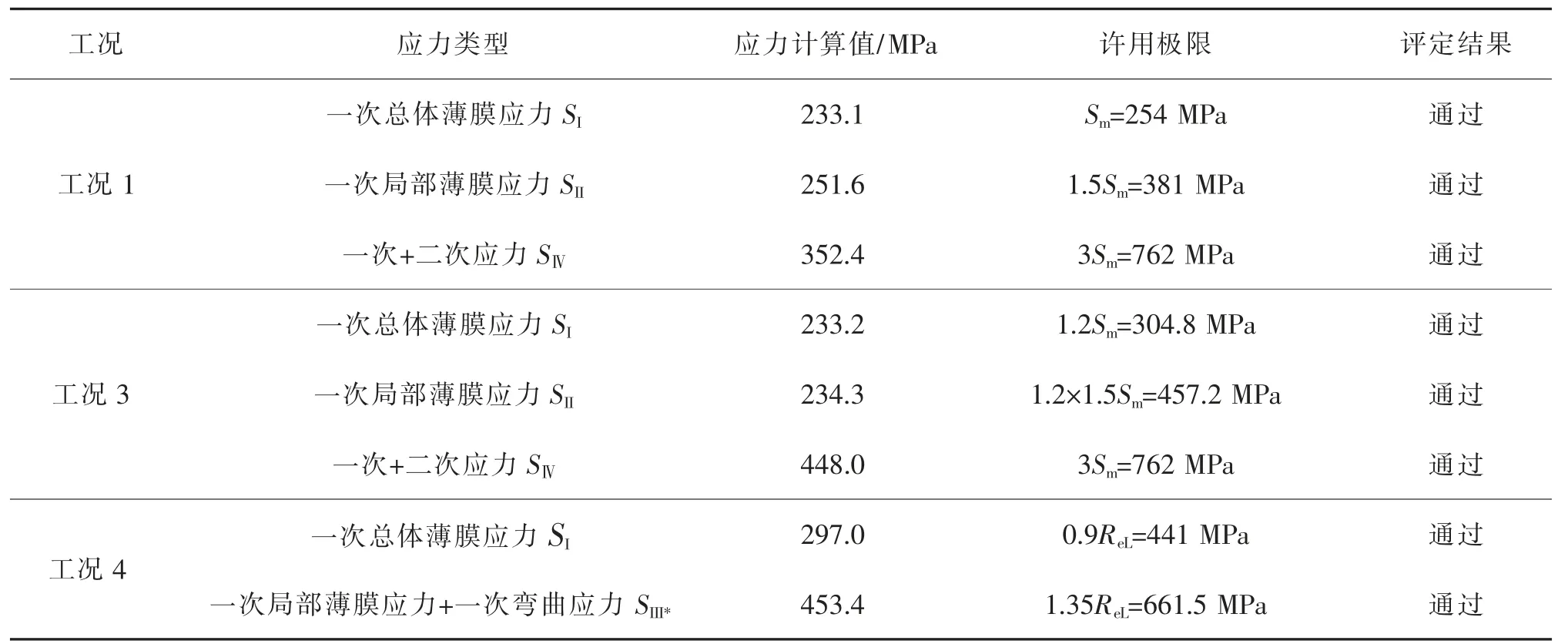
表3 工况1、工况3 及工况4 下液态二氧化碳球形储罐应力评定结果
3.3.2 人孔及接管
液态二氧化碳球形储罐的人孔及各管口强度分别按设计载荷(2.46/2.3 MPa)、工作载荷(2.16/2.32 MPa)条件进行评定,最大应力S1=241.4 MPa<254 MPa, 满足SⅠ≤KSm,SⅡ在58.52 ~335.7 MPa,满足SⅡ≤1.5KSm,SⅣ在93.22~445.3 MPa ,满足SⅣ≤3Sm,各管应力评定结果合格。
4 3 000 m3液态二氧化碳球形储罐制造及安装工艺要求
4.1 球壳板
4.1.1 工艺
球壳板应采用多点冷压成型工艺,球壳板成型时应缓慢压至所规定的曲率,严禁急剧成型。球壳板成型应在0 ℃以上进行。每块球壳板应完整,不得采用拼接形式制成。成型球壳板表面不允许存在长度等于及大于0.3 mm 的机械损伤,对局部损伤部位应打磨圆滑过渡。球壳板成型后的最小厚度不得小于图样所标注的厚度。
4.1.2 偏差
球壳板成型后几何尺寸允许偏差为,①长度方向弦长L 允差为±2 mm,长度方向弧长允差不大于2 mm。任意宽度方向弦长B 允差为±2 mm,宽度方向的弧长允差不大于1.5 mm。对角线弦长D 允差为±2.5 mm,两条对角线应在同一平面上,用两直线对角测量时,两直线的垂直距离偏差不得大于4 mm。
4.1.3 坡口
球壳板的焊接坡口应采用自动切割法一次成型,坡口角允许偏差为±2.5o,坡口钝边允许厚度偏差为±1 mm,坡口钝边中心允许位移偏差为±1 mm。
4.2 开孔接管焊接要求
4.2.1 组焊
对于凸缘或接管与极中板的组焊,制造单位应进行07MnNiMoDR 与10Ni3MoVD 钢种J607RHDQ焊条的焊接工艺评定,评定项目符合NB/T 47014—2011《承压设备焊接工艺评定》[16]中相关要求。人孔组焊、法兰与凸缘或接管的组焊以及上段支柱与赤道板组焊,均应在球壳制造单位进行。
4.2.2 对焊
人孔凸缘、接管与极板的焊缝,法兰与10Ni3MoVD 锻钢接管的对接焊缝,以及上述焊缝的定位焊道,应选用J607RHDQ 焊条焊接。支柱与球壳板连接的焊缝选用J607RHDQ 焊条焊接,接管与法兰焊接采用氩弧焊焊接,焊丝牌号TGS-60A。
4.2.3 接头
对人孔凸缘与上下极中板的对接接头,应按照NB/T 47016—2011《承压设备产品焊接试件的力学性能检验》[17]制做产品焊接试件,并进行模拟焊后热处理,要求进行拉伸试验、冲击试验和侧弯试验,拉伸试验合格指标为Rm≥610 MPa,冲击试验合格指标为-40 ℃下3 个试样平均冲击功KV2≥60 J,侧弯试验指标为d=4a(180°)。
4.2.4 检查
开孔接管焊接后,应对开孔极板周边100 mm范围内及开口中心1 倍开孔直径范围外,用弦长2 000 mm 的样板检查曲率,最大间隙不得大于2.5 mm。人孔凸缘与极板对接焊缝形成的棱角E(包括错边),应打磨成圆滑过渡,用弦长2 000 mm的样板检查,最大间隙应小于或等于2.5 mm。
4.3 无损检测
球壳板与凸缘的对接焊缝及所有凸缘、接管与长颈法兰的B 类焊缝应进行100% 射线检测及100%的超声检测复验。所有球壳板上的A、B、D 类焊缝及支柱与球壳板的角焊缝内外表面应进行100%的磁粉检测。射线检测按照NB/T 47013—2015 中的Ⅱ级验收,射线检测技术等级不低于AB 级。超声检测按照NB/T 47013—2015 中的Ⅰ级验收,超声检测技术等级不低于B 级。磁粉检测按照NB/T 47013—2015 中的Ⅰ级验收。
4.4 现场组装要求
球壳板的组对间隙(2±2)mm,球壳板的对口错边量应不大于2 mm,用弦长不小于1 000 mm 的样板测量对接接头,棱角不应大于4 mm,组对间隙、错边量和棱角的检查应沿对接接头每500 mm测量一点。
支柱安装时,找正后应在球形储罐径向和周向测量支柱的垂直度,其垂直度允许偏差应不大于10 mm,测量方法按GB/T 12337—2014 中的规定。
4.5 现场焊接及无损检测要求
所有受压元件的焊接应采用焊条电弧焊,焊接应在焊接工艺评定所确认的范围内,严格控制焊接线能量和层间温度,选择较小的焊接线能量,采用窄焊道多层多道施焊,确保焊缝的冲击韧性指标。
球形储罐正式施焊前必须按NB/T 47014—2011 进行焊接工艺评定,应掌握该钢种的焊接工艺和焊接性能,且符合GB/T 12337—2014、GB 50094—2010《球形储罐施工规范》[18]中规定。
焊接前应检查坡口,将坡口表面和两侧至少20 mm 范围内的油污、水分、铁锈及其它有害杂质清除干净。表面不得存在咬边、裂纹、气孔、弧坑及夹渣等缺陷,焊接接头上的熔渣及两侧的飞溅物应打磨清除干净。焊前应对焊缝表面进行预热,温度为100~150 ℃。所有受压焊缝焊后应立即进行焊后消氢处理,后热温度为200~250 ℃,后热时间为0.5~1 h。
球形储罐的焊接顺序应按照先纵焊缝、后环焊缝,先外坡口、后内坡口的顺序进行焊接。按GB/T 12337—2014 中相关规定制作平焊+ 仰焊、立焊2 块产品试件,试样制备及试验方法应符合NB/T 47016—2011 中的相关规定。产品焊接试件的热处理应与球形储罐一起进行,试验后力学试验结果符合4.2.3 条要求。
球壳上的所有对接焊缝及凸缘、接管与长颈法兰的对接焊缝应进行100%射线检测,经100%的射线检测合格后,再对该焊缝进100%的超声检测复查,包括全部T 型、Y 型接头。其中射线检测应符合NB/T 47013—2015 中规定的Ⅱ级要求,射线检测技术等级不低于AB 级。超声检测应符合NB/T 47013—2015 中规定的Ⅰ级要求,超声检测技术等级不低于B 级。球壳上的所有对接焊缝及凸缘、接管与长颈法兰的对接焊缝在水压试验后再进行100%的超声检测复查,包括全部T型、Y 型接头。超声检测应符合NB/T 47013—2015 中规定的I 级要求,超声检测技术等级不低于B 级。
4.6 球形储罐焊后整体热处理及水压试验要求
按照GB/T 30583—2014 《承压设备焊后热处理规程》[19]、GB/T 12337—2014、GB 50094—2010 中相关的要求进行,热处理温度为(575 ±15)℃,恒温时间不得小于1.88 h。当温度升到400 ℃以后,控制加热速度在50~80 ℃/h。降温速度控制在30~50 ℃/h,降至400 ℃以下时可在空气中自然冷却。在400 ℃以上阶段,球壳表面上任意两测温点的温差不得大于120 ℃。恒温阶段加热区内最高与最低温度之差不应大于65 ℃。保温层外表面的温度应不高于60 ℃。
水压试验压力为2.88 MPa,水压试验时水温不得低于5 ℃。试验时压力应缓慢上升,当上升至1.44 MPa 时,保压10 min,然后对球形储罐的所有焊缝和连接部位进行渗漏检查,确认无渗漏、无异常现象后继续升压。当压力升至设计压力2.16 MPa 时,保压10 min,再次进行渗漏检查,确认无渗漏、无异常现象后继续升压。当压力升至试验压力2.88 MPa 后,保压时间不少于30 min,然后将压力降到设计压力2.16 MPa,保压足够时间进行检查,检查期间压力应保持不变,以无渗漏、无其他异常现象为合格。
4.7 防腐及保冷要求
制造、安装和检验合格的球形储罐内、外表面应进行喷砂除锈,除锈等级应达到GB/T 8923—2011 《钢铁表面处理技术通用要求及分类》[20]中规定的Sa2.5 级要求,并对球形储罐外表面进行厚度为300 mm 的聚氨酯发泡保温处理,支柱托板以下涂耐火极限不少于2 h 的防火涂料。
5 结束语
采用07MnNiMoDR 及配套国产化接管锻件、焊接材料设计3 000 m3及以上大型液态二氧化碳球形储罐是我国重大技术装备建造国产化的成功案例,本项目的设计成果对我国3 000 m3及以上大型液态二氧化碳球形储罐等重大技术装备的国产化进程可起到一定的推进作用。
