浅谈舰艇直流电机常见故障及维护
2024-02-01李晓伟刘先越
李晓伟,刘先越
(中国人民武装警察部队海警学院,浙江 宁波 315000)
1 前言
电机用电占整个工业用电的70%以上,无论电能产生端、输配电过程还是用电终端,无论陆地电力系统还是船舶电力系统,电机都充当着非常重要的角色,可见电机作为不可或缺的动力设备,在工业各个领域广泛应用,军用舰艇机舱内根据不同应用场景、不同功能需要,同样需要应用大量电机,这其中包括旋转电机直流电机、交流三相异步电动机、同步发电机以及静止电机中的变压器。三相异步电动机在机舱中应用最普遍,各海水泵、淡水泵、燃油泵、滑油泵、消防泵、空压机、海水淡化装置以及非杀伤性武器水炮装置的泵组等普遍使用交流三相异步电动机作为动力;同步发电机主要作为舰艇电站的各副机发电机组、应急发电机及轴带发电机,为舰艇提供电能来源,容量通常较大;变压器主要为舰船照明系统供电,提供220V交流电,而直流电机在舰艇上主要作为小型柴油机组的启动电机使用,例如,舰艇发电机组中副机的启动马达,在一些全电力推进舰船中作为主推进器和侧推装置电机。电机功能对于舰艇正常运转的重要性不言而喻,但舰艇的环境条件比陆地恶劣很多,盐雾、油雾以及航行中舰艇的摇摆直接提高了舰艇电机的故障发生率。本文就舰艇直流电机常见故障及日常使用维护技巧进行论述。
2 舰艇直流电机常见故障及排除方法
2.1 电刷与换向器之间火花过大(图1)
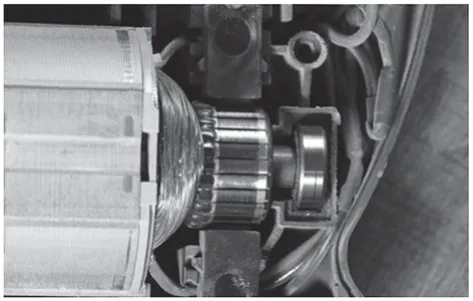
图1 直流电机内部电刷与换向器接触情况
(1)电机负载过大。当电机超载后,电刷上流过的电流过大,导致电机换向困难,火花过大。解除引起过载原因后故障自行消除,常见过载原因如直流电机与所拖动机械设备齿轮卡滞、电机绝缘水平降低引起绕组过热、电机电枢直流电源供电质量不佳等。
(2)刷握松动。电刷位置如果安装不正确,同样会引起火花,如果电刷安装位置不成一条直线,会影响直流电机的换向过程。要严格按照位置精准固定(图2)。
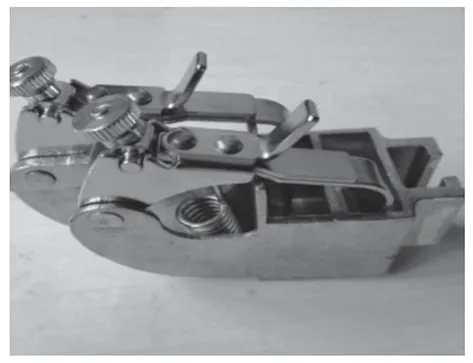
图2 电刷装置具体结构示意图
(3)电刷与换向器表面接触不良。换向器表面有油污,碳块上的预紧弹簧压力不够,碳块与刷握间隙太紧有卡滞或者碳块使用磨损严重都有可能导致两者之间接触不良,具体处理措施根据原因详情来处理。
(4)换向器上各换向片之间存在短路。鸽尾型换向片之间以云母片绝缘,当云母片丢失脱落或因为机舱潮湿的环境导致云母片霉变后会导致换向片间短路。碳刷碎裂后,碎屑掉落在换向片之间的槽内,会导致换向片之间短路。由于更换换向器后安装时与周围机械外壳有碰撞导致换向器出现毛刺以及打磨不光滑产生的毛刺,都可能与周围相邻换向片之间短路。检修时,注意检查换向片的光滑及片间绝缘良好(图3)。

图3 鸽尾型换向片组成的换向器
(5)电枢轴向运行不稳、抖动。转子电枢与周围定子磁极间的间隙不均匀,直流电动机或直流发电机运转过程中造成磁系统不均匀,电枢绕组上各绕组支路切割磁力线程度不同,各支路产生的感应电动势也就不同,其内部产生的均压电流使电刷与换向器间产生火花。造成这种间隙不均匀的原因有:第一,主磁极、换向极安装不当,如垫片未安装导致安装不牢固或磁极松动;第二,轴承内钢珠磨损严重,尺寸失准;第三,电机与负载轴线没有对中。具体处理措施根据原因详情来处理。
(6)换向极线圈接反。换向极的作用就是改善直流电机换向,减少火花,如果换向极的线圈接反会增加直流电机绕组的换向难度,使其运转时换向更加困难,在电刷下产生更大火花。判断的方法是取出转子电枢,把“正、负”电刷用导线成对短接,电机通入小直流电。用小磁针试验换向极极性。如果是直流发电机,则换向极与沿着转向的前一个主极极性相同;如果是直流电动机,则换向极与沿着转向的前一个主极极性相反。
(7)换向器上存在部分换向片损坏。各换向片间之间绝缘云母片突出,使得电刷与换向片之间不能良好滑动接触,造成火花现象。处理方法是将直流电机进行厂休更换换向器部件。
(8)电枢绕组与换向器虚接或脱焊。该故障不容易发现,需要借助电桥测量工具,用电桥逐个测量相邻两换向片间电阻,如果某两片间的阻值高于正常值,说明这两各换向片与绕组间存在虚接脱焊现象。处理方法是重新刮去焊接点漆包线的绝缘漆进行牢固焊接或修复断线。
(9)换向极产生的磁通强弱不合适。如果换向极磁通太弱会产生火花。换向极磁通太强,补偿电枢反应过强,同样会产生绿色针状火花。具体处理措施可以进厂进行参数检测并校正(图4)。
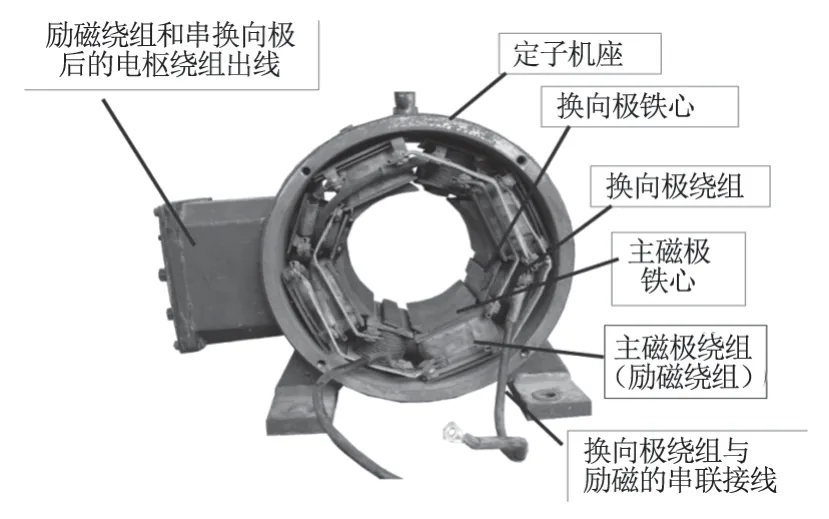
图4 主磁极和换向极组成的直流电机定子
2.2 直流电动机不能启动及对应处理措施
(1)电动机电源没有通上,常见原因就是电路熔断器烧断了,及时检查电路存在的故障并更换熔断器。
(2)定子励磁绕组所在电路存在断路点,电机内部定子无法产生磁场,处理措施是查找励磁回路断路点并修复。
(3)电源电压低于额定电压或电枢回路串接的启动电阻太大,使得电动机转子不能够产生足够的启动力矩,而造成转子堵转。检查电源存在的问题,给直流电机供额定电压或减小电枢回路的启动电阻。
(4)电刷碳块卡滞无法与换向器接触或点接触,接触不良导致接触电阻过大,处理措施是调整电刷。
2.3 电动机转速低的原因及处理措施
(1)转子电磁转矩小,处理措施是检查直流电机电源供应是否正常,电枢回路串接的调速电阻阻值是否正常。(2)电刷位置不对,偏离中性线,处理措施是重将电刷安装位置调整至中性点处。(3)电枢绕组漆包线绝缘损坏,存在匝间短路或异常接地,处理措施是测量电枢绕组阻值,找到短路故障所在绕组或接地原因并修复。
2.4 电动机转速高的原因及处理措施
直流电机中E=kΦn,如果直流电机电源正常的情况下,转速升高主要原因是磁通减弱,即所谓的“弱磁升速”。
(1)如果是串励直流电机,不允许空载启动,否则,会转速过高,甚至“飞车”,具体处理措施就是启动前给电机增加负载转矩。(2)励磁回路串接的电阻增大,使得励磁电流减小,或者并联励磁绕组存在断路,使得电机内磁通减弱,根据上述电势平衡方程可以分析出转速会上升。处理措施是根据电机启动各阶段特点调整励磁电流或查找开路点并修复。
2.5 转子电枢绕组过热、烧毁的原因及处理措施
电枢绕组过热的根本原因是绕组电流过大,导致铜损增加。(1)电机长时间过载运行,处理方法是查找电机过载原因并修复。(2)电枢绕组或换向极线圈匝间短路,处理方法是分析、查明绕组短路原因并解决。(3)电机所拖动的负载不变时,直流电机电枢外加电压低于额定值,电机转矩不够,导致电能不能充分转化为机械能,电流在绕组发热。处理措施是根据负载及电机参数调整外加电源电压。(4)发电机外接负载发生短路,造成电枢回路电流过大。处理方法是使用万用表等电工工具查明短路故障点并恢复。(5)定、转子之间存在摩擦,或转轴与轴承存在锈蚀摩擦力过大造成阻力矩增大等,处理措施是进厂修理。
2.6 直流发电机无电压或端电压太低
(1)自励式直流发电机不建压原因及处理方法。原因一:电机长时间不运行,电机励磁回路无剩磁,不能自励起压,处理措施是对发电机励磁进行充磁,充磁时注意极性。原因二:励磁线圈接反,处理措施是调整励磁线圈与电枢绕组的正确接线并进行充磁。原因三:励磁绕组所在回路存在断路,处理措施是查找故障点并修复。
(2)发电机端电压低的原因及处理措施。原因一:励磁电流过小,处理措施是调整励磁回路,检查励磁回路电阻值。原因二:转子电枢绕组匝间短路,测量绕组阻值,找到异常绕组并修复。原因三:换向片间短路,处理措施查看换向器短路具体原因进行现场修复或厂修。
3 日常使用维护技巧
为了减少舰艇直流电机的日常故障发生率,提高设备运行的可靠性,作为舰艇电气管理人员,要经常监测电机的运行情况并及时维护。
3.1 日常维护清洁
电机维护保养中非常重要的一项就是清洁工作,电机周围环境中杂物及时清理,尤其金属性杂物,如未及时清理,在船舶振动摇摆过程中可能进入电机内部引起短路。电机通风孔道应保持通畅,如有灰尘应用皮老虎或压缩空气进行清洁。观察电机表面绝缘漆有无损坏,若有掉漆现象及时涂漆,同时转子轴承定期填充润滑油脂。
3.2 外观的检查
电机外壳应完好无损,无裂纹,转子转轴灵活无变形且安装牢靠。
3.3 运行中的监测
(1)监测电机电源。如果是柴油机启动电机所用直流电机通常为蓄电池作为启动电源,定期测量蓄电池组的端电压,通常为24V。(2)监测电动机的温升,若温升超过正常范围,则说明电机本身或控制设备和负载等有问题,必须及时查明原因并修复,否则,长时间高温会损坏电机绕组绝缘,甚至引发安全事故。(3)监听电机运行过程中的声音。正常运转的电机是平顺正常的低微嗡嗡声,如果电机出现故障会出现不规律异常响动,并可能伴随着抖动。常见的如转子轴承转动卡滞、散热风叶异物堵塞。
3.4 查看直流电机碳刷装置中碳块的磨损程度
直流电机运行过程中,碳刷与换向器的摩擦是不可避免的,因此碳刷需要定期查看磨损情况,如果磨损严重,需及时进行更换。
3.5 测量绝缘电阻
用兆欧表测量维修后的电机绕组的对地绝缘电阻,通常应不低于5MΩ。引起电机绝缘电阻低的原因可能是电机受潮,或检修后安装不规范。
4 结语
掌握舰艇直流电机常见故障及维护技巧对于提升相关电气设备运行可靠性非常重要,关键时刻可以保证发电机组的快速启动,侧推装置的高效灵活运转,提升舰艇的机动性能,一定程度上提升了舰艇续航,提高了舰艇的生命力。
