以吗啉与环氧乙烷为原料的无催化剂连续快速合成吗啉乙醇工艺研究
2024-01-22吴东鑫王洪鹏梁作飞张利雄
吴东鑫,王洪鹏,梁作飞,张利雄
(南京工业大学化工学院,材料化学工程全国重点实验室,南京 210009)
吗啉乙醇是重要的化工、农药、医药中间体[1],主要用于合成金属表面处理剂、植物生长调节剂,也广泛用于吗替麦考酚酯(Mycophenolate Mofetil)、福尔可定(Pholcodine)、匹维溴铵(Pinaverium Bromide)等药物的合成。其中,吗替麦考酚酯用于人体器官免疫系统的调节,具有良好的市场前景[2]。
目前,吗啉乙醇的制备方法主要有三乙醇胺脱水法[3]、氨基乙醇烷基化法[4]、2-溴乙醇-吗啉法[5]、乙二醇-吗啉法[6]、环氧乙烷-吗啉法[7]。其中,三乙醇胺脱水法是由三乙醇胺在强酸催化作用下进行分子内脱水并与吗啉反应生成目标产物,该方法得到的吗啉乙醇产率最高可达76%[3],但由于使用强酸作为催化剂,反应产生的含酸废水会腐蚀设备且对环境不友好。氨基乙醇烷基化法是以1-氯-2-(氯乙氧基)乙烷、氨基乙醇、甲基吗啉为原料,以氢氧化钾为催化剂,氨基乙醇先进行烷基化反应,然后与甲基吗啉反应生成吗啉乙醇[4];该法原料不易得,且后续产物分离步骤较多,产品分离难度较高。2-溴乙醇-吗啉法是以2-溴乙醇和吗啉为原料,以碳酸钾为催化剂,在室温下反应18 h,得到浅红色油状的吗啉乙醇,产率约为75%[5];该方法反应时间较长,且卤代醇脱卤会产生溴化氢废水,对后续的废水处理也提出了较高的要求。乙二醇-吗啉法是以环胺衍生物和乙二醇为原料,以三(三苯基膦)二氯化钌为催化剂,在120 ℃下反应22 h制得吗啉乙醇,产率达84%[6];该方法需使用贵金属催化剂,并副产双吗啉,生产成本较为高昂,生产条件也比较苛刻。
环氧乙烷-吗啉法采用吗啉和环氧乙烷为原料,以氢氧化钠为催化剂,在40 ℃和0.5 MPa下反应6 h后,吗啉乙醇产率约为67%[7],其反应式见式(1)。该方法原料廉价易得,生产过程不产生含盐废水,后续废料处理简单,较为绿色环保,但该方法采用釜式工艺,换热效果差,同时因环氧乙烷为气态造成传质过程较弱。若温度和传质控制不好,则环氧乙烷会发生自聚[见反应式(2)]且产物会发生聚合[见反应式(3)],从而导致产物收率不高,且需要的反应时间较长,因而研究开发连续、快速、高效的环氧乙烷-吗啉法工艺有重要意义。
(1)
(2)
(3)
以环氧乙烷等为原料制备化学品的反应均属于强放热反应,由于其在反应条件下大多为气态,因而对反应器混合性能提出较高的要求。微通道反应器是一种连续流动的多通道、微结构、小型管道式反应器,流体在反应器内层流流动,大大强化过程的混合和传递特性,因此其传热/传质特性优于传统反应器 1~3个数量级,特别适合高放热快速反应。利用微通道反应器进行上述反应,不仅能快速移走反应热,还能实现环氧类原料与其他原料的良好混合,从而避免副产物的生成,提高产品收率。
Andreev等[8]以液氨和环氧乙烷为原料,在具有诸多波纹结构的交叉微通道反应器中合成了三乙醇胺,在物料摩尔比为1∶1、温度为180 ℃、压力为3.4 MPa、停留时间为3.3 min的条件下产物收率达80%。与传统釜式反应相比,该过程未出现局部过热现象,产品颜色指数合格。季国尧等[9]以环氧乙烷和三甲胺盐酸盐为原料,利用Miprowa微反应器连续合成了氯化胆碱,在三甲胺盐酸盐与环氧乙烷摩尔比为1.02∶1、压力为1.5 MPa、温度为70 ℃、停留时间为180 s的条件下,氯化胆碱的收率为99.2%,纯度达99.6%。相较于釜式反应内的气液混合状态,该反应条件下环氧乙烷和三甲胺盐酸盐均为液态,利用反应器良好的传热和混合特性,反应物间的传质得以大幅提高,加快了反应速率,缩短了反应时间。本课题组在以SIMM-V2型微混合器后接不锈钢毛细管组成的微通道反应器中,进行了以甘油与环氧丙烷为原料制备聚醚多元醇的反应[10],发现其在较宽泛的反应条件下,均能获得很高的产品收率,如在环氧丙烷与甘油摩尔比为4∶1、压力为10 MPa、反应温度为210 ℃、停留时间为20 s的条件下,聚醚多元醇的收率可达97%;产品品质优于釜式反应产品,且反应时间大大缩短。
基于以上研究成果,本研究拟利用微通道反应器,对以吗啉与环氧乙烷为原料合成吗啉乙醇的连续化工艺进行研究,并考察反应温度、压力、停留时间、原料配比、流量等因素对反应收率的影响,以优化反应条件,以期为该工艺工业放大应用提供理论和试验指导。
1 实 验
1.1 试 剂
吗啉(质量分数98.5%)、吗啉乙醇(质量分数99%),上海凌峰化学试剂有限公司产品;环氧乙烷,分析纯,国药集团化学试剂有限公司产品;乙腈,分析纯,永华化学科技(江苏)有限公司产品;无水乙醇,分析纯,无锡亚盛化工有限公司产品。
1.2 试验过程
以吗啉与环氧乙烷为原料合成吗啉乙醇的微通道反应器连续化工艺流程如图1所示。其中,微通道反应器由SIMM-V2型微混合器(德国IMM公司产品)后接不锈钢毛细管构成,反应温度由高温油浴控制。原料分别用两台双柱塞恒流泵泵入到系统中,先经预热器后在微混合器中混合,再进入到不锈钢管中进行反应。为使环氧乙烷在反应过程中保持液态,后接背压阀控制反应器中的压力,反应液经背压阀后收集到产品罐中。典型的反应条件:吗啉与环氧乙烷摩尔比为1∶1.2,反应停留时间为5 min,总流量为1.4 mL/min,体系压力为2.5 MPa,反应温度为120 ℃。

图1 吗啉与环氧乙烷合成吗啉乙醇微通道反应器连续化工艺流程
1.3 分析及表征
采用安捷伦公司制造的7890B型气相色谱仪分析反应液中吗啉和吗啉乙醇的含量,分析条件:色谱柱为HP-5石英毛细管柱(30 m×0.32 mm×0.25 μm);初始温度为60 ℃,保温1 min,以速率20 ℃/min升温至200 ℃,保持5 min,然后以40 ℃/min升温至300 ℃,保留1 min;汽化室和检测器温度为280 ℃;进样量为1 μL(以乙腈为溶剂),分流比为10∶1,柱流量为1.0 mL/min。通过外标法得到矫正因子y,由w=y×A(A为色谱峰峰面积)得到其在反应液中的质量分数,按式(4)和式(5)分别计算吗啉转化率和吗啉乙醇的选择性。
(4)
(5)
式中:w1和w2分别为吗啉和吗啉乙醇的质量分数;M1和M2分别为吗啉和吗啉乙醇的摩尔质量,g/mol;m为接样时间τ(min)所接样品的质量,g;C为吗啉的浓度,mol/L;Q为吗啉的体积流量,mL/min;X和S分别为吗啉的转化率和目标产物吗啉乙醇的选择性。
同时,采用Agilent公司生产的7890B-7000D型气相色谱-质谱联用仪确定反应液中的产物组成,采用Nicolet公司生产的NEXUS 870红外光谱仪(FTIR)判断产物结构。
2 结果与讨论
文献[7]报道的环氧乙烷-吗啉法制备吗啉乙醇的反应条件为:温度40~45 ℃、压力0.5 MPa,将氢氧化钠溶液逐滴滴加至吗啉与环氧乙烷的混合液中,搅拌反应6 h。借鉴上述条件,先在不添加氢氧化钠的条件下,将吗啉和环氧乙烷按摩尔比1∶1.2分别泵入到微通道反应器中,于80 ℃、2 MPa、停留时间5 min条件下进行反应,结果发现吗啉的转化率为50%,吗啉乙醇的选择性为97%,初步说明利用微通道反应器可以在不添加催化剂的条件下达到和釜式反应接近的转化率。下一步,将深入考察各反应条件对反应物转化率和产物选择性的影响。
2.1 产物结构表征
首先,对该反应的产物进行气相色谱-质谱联用(GC-MS)分析和红外光谱分析,结果如图2所示。由图2(a)的GC-MS图谱图可知,在保留时间2.26 min处的峰为1,4-二氧六环,3.21 min处的峰为吗啉,6.00 min处的峰为吗啉乙醇,7.79 min处的峰为双吗啉基二乙基醚。由图2(b)的红外分析图谱可知,波数3 386 cm-1处为羟基中O—H键的伸缩振动峰,2 807 cm-1处为亚甲基中C—H键的伸缩振动峰,1 454 cm-1处为环上—CH2—键的变形振动吸收峰,1 272 cm-1处为杂环上的C—O—C键伸缩振动吸收峰,1 114 cm-1处为杂环上的C—N键伸缩振动吸收峰,1 064 cm-1处为连接羟基的碳与氧形成的C—O键伸缩振动吸收峰,856 cm-1处为杂环上的C—H键的伸缩振动吸收峰,与文献[7]报道结果一致。

图2 反应产物的组成与结构分析结果
2.2 反应条件对吗啉转化率和吗啉乙醇选择性的影响
2.2.1温度的影响
在吗啉与环氧乙烷摩尔比为1∶1.2、压力为4.5 MPa、停留时间为5 min的条件下,考察在80~160 ℃温度区间下反应时的吗啉转化率和吗啉乙醇选择性,结果见图3。由图3可以看出:当温度由80 ℃升高到120 ℃时,吗啉转化率从50%快速提高到97.5%,而吗啉乙醇选择性仅下降了约2%,表明温度的升高大大提高了反应速率,转化率提升幅度较大,但随着温度的升高,反应自身所放热量也逐渐增加,所以产品中副产物含量也有所增加[11];当温度由120 ℃升到160 ℃时,吗啉转化率变化不再明显,但吗啉乙醇选择性有较大幅度下降,同时产物由淡黄色变为深黄色,这可能是由于随着温度的升高,吗啉乙醇继续反应生成双吗啉基二乙基醚[12]。此外,环氧乙烷自聚生成的1,4-二氧六环在GC-MS图谱上峰面积占比非常小,变化亦不明显,表明温度对该反应影响较小。在此条件下,合适的反应温度为120 ℃,可同时保证较高的反应物转化率和产物选择性。

图3 温度对吗啉转化率和吗啉乙醇选择性的影响
2.2.2停留时间的影响
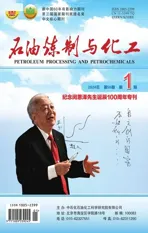
在吗啉与环氧乙烷摩尔比为1∶1.2、温度为120 ℃、压力为2.0 MPa、物料总流量为1 mL/min的条件下,考察停留时间对吗啉转化率和吗啉乙醇选择性的影响,结果见图4。由图4可以看出,随着停留时间从3 min增加到11 min,吗啉转化率从96%左右增长到近100%,提升约4百分点,而吗啉乙醇的选择性从96.5%降至91%左右,下降约5.5百分点。表明在该反应条件下,随着停留时间的延长,生成的吗啉乙醇易转化为副产物。对于在微通道反应器中进行的类似连串反应,也符合同样的规律[13]。为此,需要选定适宜的停留时间,以获得最高产物产率。综合分析,在停留时间为5 min时,吗啉乙醇的产率最高,达到93.7%。
图4 停留时间对吗啉转化率和吗啉乙醇选择性的影响
2.2.3反应物配比的影响
在反应温度为120 ℃、压力为2.0 MPa、停留时间为5 min、总流速为1 mL/min的条件下,考察吗啉与环氧乙烷摩尔比对吗啉转化率和吗啉乙醇选择性的影响,结果见图5。由图5可以看出:将吗啉与环氧乙烷摩尔比从1∶0.8调整到1∶1时,吗啉转化率从75%升至95%左右,而吗啉乙醇选择性由近100%降到98.7%,表明增大环氧乙烷的量有利于吗啉转化。进一步将吗啉与环氧乙烷摩尔比调整到1∶2.0,吗啉转化率仅提升了4%,但吗啉乙醇的选择性从98.7%下降到62%,表明过多的环氧乙烷不利于目标产物的生成。文献[9]指出,环氧乙烷过量不仅对产物后处理安全性上提出了更高的要求,而且过量的环氧乙烷会转化成乙二醇和氯乙醇,影响产物的收率和品质。

图5 反应物配比对吗啉转化率和吗啉乙醇选择性的影响
2.2.4体系压力的影响
在吗啉与环氧乙烷摩尔比为1∶1.2、反应温度为120 ℃、停留时间为5 min、总流量为1 mL/min的条件下,考察体系压力对吗啉转化率和吗啉乙醇选择性的影响,结果见图6。由图6可以看出,当体系压力从1.0 MPa升至2.0 MPa时,吗啉转化率从25%提高至98%,吗啉乙醇选择性从99.6%降至95%。这是因为环氧乙烷在120 ℃时的饱和蒸气压为1.9 MPa,当体系压力低于1.9 MPa时,环氧乙烷发生汽化破坏了物料的混合形式而引起冲料,导致反应停留时间大幅缩短而造成反应不完全,因此吗啉转化率降低;当体系压力接近环氧乙烷饱和蒸汽压时,其汽化不严重,物料流量较为稳定,停留时间接近理论值,原料转化率提高,而此时产物选择性有所下降,可能与高压时生成的副产物增多有关[14];进一步提高压力到3.0 MPa,吗啉转化率基本不变,而吗啉乙醇选择性略有升高,原因在于高压下环氧乙烷完全液化使其与吗啉的混合效果更好[15]。因此,体系压力需保证管道中物料混合为液-液混合形式,不出现气泡扰动即可,此时压力对反应几乎无影响[16]。

图6 体系压力对吗啉转化率和吗啉乙醇选择性的影响
2.2.5物料流量的影响
在吗啉与环氧乙烷摩尔比为1∶1.2、温度为120 ℃、压力为2.5 MPa、停留时间为5 min的条件下,考察物料流量对吗啉转化率和吗啉乙醇选择性的影响,结果见图7。从图7可知,随着物料流量从0.8 mL/min增大到2.0 mL/min,吗啉转化率有较大提高,而吗啉乙醇选择性先升高后下降,但幅度较小。这是因为在该流量范围内,物料混合强度随着流量增大而增强[17],使吗啉转化率提高;而物料混合强度增强也导致生成的吗啉乙醇接触概率增大,副产物增多,吗啉乙醇选择性有所降低。继续增大物料流量到2.6 mL/min,吗啉转化率变化不明显,吗啉乙醇选择性下降2百分点,这是因为物料流量的进一步增大不会使混合强度进一步提升,反而导致单位时间内反应放热量增大[18],副产物增多,吗啉乙醇选择性下降。

图7 物料流量对吗啉转化率和吗啉乙醇选择性的影响
2.3 多因素复合影响
对比图3和图7可以看出,在停留时间为5 min时、温度为140 ℃、总流量为1 mL/min条件下的吗啉转化率和吗啉乙醇选择性与温度为120 ℃、总流量为2.5 mL/min条件下的反应结果均相当,这可以解释为后者的大流速导致放热量增大,物料反应时间-温度效应与前者小流速时相当,二者在反应结果上接近。可见,微通道反应器中各因素会相互影响[10],值得进一步研究。考虑到本反应为强放热和连串反应特点,又分别对总流量-停留时间,温度-停留时间和温度-摩尔比的影响进行了考察,以期获得高产率的反应条件窗口。
2.3.1总流量-停留时间的影响
在不改变微通道反应器体积的情况下,通过改变物料流量来调变其停留时间[16],考察物料总流量-停留时间对反应转化率和产物选择性的影响,结果见图8。反应条件:吗啉与环氧乙烷摩尔比为1∶1.2,温度为120 ℃,压力为2.5 MPa。

图8 总流量-停留时间对吗啉转化率和吗啉乙醇选择性的影响
由图8可知,随着停留时间从3 min增加到7 min(即物料流量由1.7 mL/min减小到0.7 mL/min),吗啉转化率从96.7%左右增长到98.7%,提升约2.0百分点;而吗啉乙醇选择性从99.8%下降到92.6%左右,下降约7.2百分点。这是由于增大流量时,物料的混合效果更好[19],环氧乙烷和吗啉间接触概率更高,在较短停留时间下副反应较少,因此停留时间为3 min时的产物选择性较高;同时,也因停留时间过短,吗啉转化率较低。在同样温度下,总流量为1 mL/min(对应停留时间为5 min)时的吗啉转化率和吗啉乙醇选择性与总流量为1.7 mL/min(停留时间为3 min)时相当,这是因为高流量下反应放热量增大,导致物料实际温度高于设定温度,也验证了多因素的相互影响。
进一步,将停留时间从7 min增加到11 min(即物料流量由0.7 mL/min减小到0.45 mL/min),吗啉转化率基本没有变化,而吗啉乙醇选择性明显下降。这既与停留时间过长导致中间产物发生二次反应有关,也与流量减小导致混合效果变差、原料间接触不充分有关。可见,在一定范围内增加流量对反应有利,甚至在同样的停留时间下,流速增加会提高反应转化率以及产物选择性;但是,单纯增加流量难以产生更好的反应效果,这是因为在相同的管路中当流体线速度达到层流边界层的极限时,传质效果不再提高[19],见式(6)。
(6)
式中:u为流体的线速度,m/s;VS为吗啉和环氧乙烷的总流速,mL/min;d为管径,mm。
对比图7和图8(a)可知,停留时间和总流量的增加均会提高吗啉转化率,同时降低吗啉乙醇的选择性。在吗啉与环氧乙烷摩尔比为1∶1.2、温度为120 ℃、保持停留时间为5 min不变的条件下,总流量从1.0 mL/min升至2.2 mL/min时吗啉转化率从98.3%升高到99.8%,吗啉乙醇选择性从96.8%降低到94.3%;而物料总流量由1.0 mL/min增加到1.7 mL/min,停留时间由5 min减为3 min时,吗啉转化率为96.7%~98.5%,吗啉乙醇选择性为96.4%~95.1%,吗啉乙醇收率均在94%以上。可见该流量和停留时间范围是获得产品收率大于94%的适宜操作窗口,如图8(b)所示。
2.3.2温度-停留时间的影响
在吗啉与环氧乙烷的摩尔比为1∶1.2、总流量为1 mL/min的条件下,调变反应温度分别为120,140,150 ℃,停留时间分别为3,5,7,11 min下进行反应,结果如图9所示。从图9可知:在低温、短停留时间(如120 ℃、3 min)条件下,吗啉转化率仅为95.8%,而吗啉乙醇选择性高达97.1%,但产物收率仅为93.0%,说明较低温度、较短停留时间下,反应速率小导致反应不充分;在低温、较长的停留时间(如120 ℃、11 min)下,吗啉可以完全转化,但产物选择性下降至90.7%,这是由于吗啉乙醇作为中间产物,随着反应时间延长会进一步发生二次副反应,生成双吗啉基二乙基醚(DMDEE),导致吗啉乙醇选择性下降;在高温短停留时间(如150 ℃,3 min)下,吗啉转化率为100%,吗啉乙醇选择性提高,副产物DMDEE相对较少:而在高温、长停留时间(如150 ℃,11 min)下,由于吗啉乙醇发生副反应增多,导致其选择性大幅下降。

图9 温度-停留时间对吗啉转化率和吗啉乙醇选择性的影响
综合来看,温度和停留时间相互影响,形成了较高收率的操作窗口:在吗啉和环氧乙烷摩尔比为1∶1.2、总流量为1 mL/min的条件下,当温度为120 ℃、停留时间为5 min,或温度为130~140 ℃、停留时间为3~5 min,以及温度为150 ℃、停留时间为3 min时,吗啉乙醇的收率均达到94%以上,见图9(c)。
2.3.3温度-摩尔比的影响
在反应温度为120 ℃的条件下,吗啉与环氧乙烷摩尔比为1∶1.2时产率最高(图5),但吗啉并未反应完全。结合温度影响反应的规律,存在提高温度、减小吗啉与环氧乙烷摩尔比以使吗啉完全转化的可能。为此,固定停留时间为3 min、总流量为1 mL/min,分别在温度为120,140,150 ℃、吗啉与环氧乙烷摩尔比为1∶1.08,1∶1.12,1∶1.16,1∶1.2的条件下进行反应,结果如图10所示。由图10可以看出:在120 ℃下,吗啉转化率不高,且随着吗啉与环氧乙烷摩尔比的减小而增大,这是因为低温下反应速率较小;但吗啉乙醇的选择性较高,且随吗啉与环氧乙烷摩尔比的减小而减小,这是因为该反应是连串反应[20],较高的摩尔比和较短的停留时间下产物发生的副反应少。在150 ℃和较低吗啉与双氧乙烷摩尔比下,吗啉转化率已接近和达到100%,吗啉乙醇的选择性也较高,这是因为高温时反应速度高,原料转化快,减缓了自聚反应的发生,加上停留时间适宜,副反应较少,产物选择性高[21]。综合来看,温度与原料配比相互影响,构成了获得较高收率的操作窗口:总流量为1 mL/min,停留时间为3 min时,温度为140~150 ℃,吗啉与环氧乙烷摩尔比为(1∶1.08)~(1∶1.12),[见图10(c)]。在此操作窗口内,吗啉乙醇的收率均达94%以上,展现出宽泛的操作弹性。

图10 温度-摩尔比对吗啉转化率和吗啉乙醇选择性的影响
3 结 论
利用微通道反应器对吗啉与环氧乙烷制备吗啉乙醇的连续流工艺进行了研究,发现该工艺不但可以不用催化剂,而且可以大幅提高反应速率,在数分钟之内即可获得较高的吗啉转化率和吗啉乙醇选择性。
单因素试验结果表明,温度、停留时间、物料流量、反应压力、吗啉与环氧乙烷摩尔比等均对反应结果有明显影响:反应温度小幅升高,有利于提高吗啉转化率,而吗啉乙醇选择性无明显变化;进一步升高温度,则导致副产物增多,吗啉转化率不再升高,而吗啉乙醇选择性大幅下降;停留时间小幅延长,吗啉转化率提高,吗啉乙醇选择性降低,但进一步延长停留时间,则导致副产物增多、吗啉乙醇选择性大幅降低;反应压力应稍高于反应温度下环氧乙烷的饱和蒸气压;吗啉与环氧乙烷摩尔比需控制在适宜的值;物料流量增加,混合强度增大,放热量增大,吗啉转化率提高而吗啉乙醇选择性先升高后降低。
多因素试验结果表明,温度、停留时间、原料配比、流量等因素之间相互影响,从而形成了多个可获得较高产品收率的操作窗口:温度120 ℃,停留时间5 min,摩尔比1∶1.2,流量1.0~2.2 mL/min;温度140 ℃,流量1 mL/min,停留时间3~5 min,摩尔比(1∶1.08)~(1∶1.12);温度150 ℃,停留时间3 min,流量1 mL/min,摩尔比(1∶1.08)~(1∶1.12)。在这些操作窗口中,吗啉乙醇收率均可达94%以上,展现出较为宽泛的操作灵活性。