工业厂房钢结构施工技术及质量控制研究
2024-01-22王云峰廖祥红鲍方刚张文博
王云峰 廖祥红 鲍方刚 张文博
建筑施工技术的发展对于提高施工质量和项目经济效益具有重要意义。传统的钢筋混凝土结构存在工程量大、污染多和成本高等相关问题,不符合建筑行业可持续发展的要求。对于工业厂房这种对结构的质量、安全和成本等要求较高的建筑来说,钢结构具有明显的实际应用优势。
目前,钢结构施工技术已经广泛应用于国内外的工业厂房建设中,并取得了良好的使用效果。
1 钢结构工业厂房的特点
相较于钢筋混凝土结构的工业厂房,钢结构工业厂房具有如下特点:第1,施工简单。传统的工业厂房多采用钢筋混凝土结构。该结构具有施工周期长、技术难度高以及施工质量难把控等缺点。钢结构工业厂房的大部分构件为批量生产,具有施工便捷和效率高的特点。第2,结构优势明显。钢结构具有质量轻、强度大和承载力高的优点,因此采用钢结构的工业厂房自重较小、结构承载力高。第3,经济性好。钢结构施工使用的材料可重复利用,加之具有施工效率高和工期短的优点,因此采用钢结构能有效节约成本。第4,环保性。钢结构施工中产生的废弃物较少,对周围环境污染较小,符合绿色环保的施工要求。
2 项目概况
某工业园区的总建设面积为93200 m2,单栋工业厂房的建筑面积为12000 m2。为了保证该工业厂房的建设效果,综合对比各种施工技术后,确定采用钢结构施工技术。钢结构的主要构件为钢梁和钢柱,构件连接包括螺栓连接和焊接2 种形式。
3 钢结构工业厂房的施工技术
为了达到工程的质量和安全目标,结合钢结构施工规范和项目的特殊结构要求,编制了本项目的钢结构施工工艺流程,如图1 所示。

图1 钢结构施工工艺流程(来源:网络)
3.1 测量放线
在钢结构施工前,要根据设计图纸进行测量放线,具体步骤为:
1)需要仔细核对图纸细节,并根据1 : 1 节点大样图准确放出控制线。
2)制作样板和样杆,作为下料、弯制、铣、刨以及制孔等的参考[1]。在准备好的材料上准确划出切开、铣、刨、曲折和钻孔等加工工序的位置,并结合配料表和样板等进行套裁。
3)利用型钢纠正机来纠正曲折钢材。
终孔后,在所需井管准备到位的情况下,开始冲孔换浆工作。本次采用捞渣筒从孔底捞取泥浆,水泵进行孔口补水的方式进行换浆,清孔结束后,孔内的泥浆密度小于1.05 g/cm3。
3.2 预埋件施工
在钢结构施工过程中,需要设置预埋件。预埋件的位置和尺寸关系到钢结构的性能。预埋件的埋设较为复杂,且预埋位置容易与其他的专业设备产生冲突。因此,在预埋阶段需要与土建单位进行沟通和协商,制订最佳施工方案。按照规定完成钢筋绑扎后,参考图纸中的结构形式和尺寸等埋设预埋件,并保证预埋件的数量、位置和尺寸等符合要求。为了防止预埋件在混凝土浇筑过程中发生位移,需要对其进行永久性固定,以提高预埋件和模板结构的稳固性,可采用由型钢或钢筋制成的固定支架。如果需要进行焊接加固,则要与钢筋网主钢筋的焊接同步进行,并选择合适的焊接工艺,同时要控制焊接的参数和过程,以提高作业的规范性。在预埋件埋设和固定完成后,需要检查其位置和尺寸,确保其偏差符合标准。
3.3 钢结构加工
钢结构加工难度较大,需要综合考虑诸多因素。例如,在钢结构加工时,不仅要参考基准线的位置制作样板,而且需要预留一定空间,便于进行焊接作业。如果钢材出现弯曲和变形的现象,应立即进行矫正,将偏差控制在要求范围内。钢材样板与控制线允许偏差值,如表1 所示。

表1 钢材样板与控制线允许偏差值
在正式切割前,需要清理钢材表面的锈迹和其他杂物。在切割时应连续切割,并要保持切割面的平整度。切割完成后,应立即清理残渣,并检查钢材尺寸是否满足施工要求,确认无误后方可进行下一环节的施工。钢材切割允许偏差值,如表2 所示。
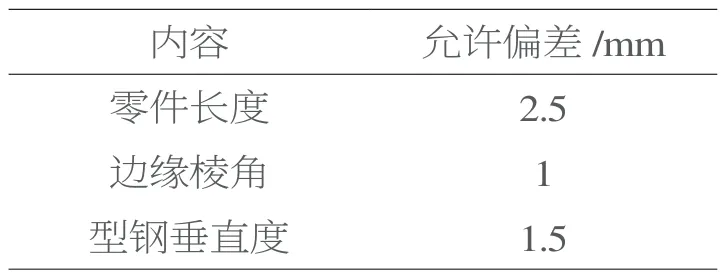
表2 钢材切割允许偏差值
3.4 钢结构吊装
钢结构吊装采用分件吊装法,即先将钢柱吊装到指定位置并进行加固后,再依次吊装钢梁、屋面板和墙板。材料进场后,需要对钢柱进行检查,以确保其性能和尺寸符合标准要求。检查无误后,在钢柱两端标注出中心线和基准等。在正式吊装钢柱前,应根据钢柱上端的基准线,至少向2 个不同方向引出标高控制线[2]。在吊装钢柱时,需要根据钢柱的形状来确定吊点的数量和位置,并采取必要的防护措施,避免出现脱钩现象。如果钢柱的弹性和刚度较好,则可以选择一点或两点正吊的方式进行吊装。在吊装过程中,应将钢柱缓慢垂直起吊,并严格控制钢柱脚和螺栓之间的距离,当距离为0.35 m 时应将钢柱扶正,并使孔位和螺栓逐一对应。
钢柱吊装完成且通过验收后,以对称的方式吊装钢梁,按照相应标准校正钢梁的位置并进行加固,以保证偏差符合要求。在吊装墙面和屋面时,可以采用一钩多吊的方式。安装时,要保持檩条平直,确保不同钢材之间的距离满足要求。验收通过后,使用螺栓固定钢结构[3]。
在钢结构安装过程中,要确保钢材与螺栓口的对接符合要求,并校正钢梁和钢柱的位置与垂直度。连接钢结构的螺栓采用高强度大六角头螺栓,使用垫圈来确保力的合理传递。钢结构连接完成后,要检查接触面是否存在间隙。若间隙宽度小于1 mm,无须进行处理;若间隙宽度为1 ~3 mm,则需要对钢板进行磨面处理;若间隙宽度超过3 mm,要使用垫板进行填充。接引弧板的构件,应在构件上焊接引弧板,并保持引弧板干净。在焊接过程中,第一层焊道应封闭坡口内的垫板和母材的连接处,随后进行逐层累焊,直至将坡口完全填满。每道焊缝焊接完成后,需要及时清理焊渣和杂物。如果焊接过程中存在气孔和夹渣等问题,需要及时进行修复,并做好相应的记录。

表3 埋弧焊接工艺参数
范围之内清理干净,避免焊接过程中的气孔问题。焊接完成后,需要检查型钢焊接的偏差值。
3.5 钢结构焊接
在钢结构的焊接过程中,要根据焊接部位选择合适的焊接工艺。例如,局部焊接可以采用二氧化碳气体保护焊的方式。为降低焊接质量缺陷,焊接作业人员必须持证上岗,并按照工艺要求进行作业。焊接过程中,应将引弧板与母材焊接牢固。引弧板材质应与钢材保持一致。对于未在工厂焊
3.6 螺栓连接
钢构件的另一种连接方式为螺栓连接。本工程使用的螺栓包括滑动螺栓、普通螺栓和双头螺栓。滑动螺栓操作简单,在安装过程中应按照使用规范选择合适的垫片位置和厚度,并检查垫片是否存在裂纹。在普通螺栓的安装过程中,需要保证螺栓的强度、稳定性和抗疲劳性等满足要求[4]。双头螺栓安装难度较大,且需要进行预埋。在双头螺栓的安装过程中,要采用规范的连接方法,以降低应力差,便于后续的维护工作。在安装螺栓前,要根据钢结构的尺寸和构件形式等,确定螺栓的规格和数量。
3.7 钢结构涂装
钢结构涂装是指通过涂刷油漆来保护结构。在正式涂装前,需要进行基层处理,即去除基础表面的锈迹和杂物。基层处理完成后,在基层表面涂刷防锈漆。涂刷过程中应保证钢结构表面的干燥度,并使防锈漆厚度均匀。对于有装饰的板材,需要由施工人员使用棉纱涂刷防锈漆。构件接合部位的防锈漆,需要在吊装拼接前涂刷。对于钢材表面的缺陷,需要使用添加红丹粉的加厚腻子进行填补,并保证腻子的干硬程度满足要求。涂刷底漆时,应采用硬化底漆,并合理控制涂刷厚度。磷化液与底漆的比例为1 : 4。在底漆涂刷完2 h 后方可涂刷面漆,若底漆干燥效果不理想,则需要延长间隔时间。
4 工业厂房钢结构的施工质量控制
4.1 基于BIM技术优化钢结构的设计和管理
为了提高钢结构的施工质量,可以在设计与施工阶段采用新技术,如建筑信息模型(Building Information Modeling,BIM)技术。通过BIM 技术能够进行图纸深化,为钢构件的加工提供高质量图纸。将BIM 应用于构件的预拼装阶段,能够精准控制安装偏差。工业厂房的结构复杂,钢构件数量较多,不同钢构件的尺寸和性能均不同,因此在施工过程中涉及较多切割和焊接等操作,容易产生误差。
将BIM 技术与三维激光扫描仪相结合,可以有效解决上述问题,在构件出厂前,需进行以下几个方面的工作:第1,使用三维激光扫描仪和其他测量仪器对其进行扫描,以便获得更为完整的数据;第2,利用采集到的数据在BIM 软件中进行逆向建模;第3,在BIM 模型中模拟预拼装过程,并检查安装偏差;第4,根据偏差进行相应的调整,并将此模拟过程和结果作为后续预拼装的参考[5]。
此外,通过BIM 技术可以进行可视化管理。借助BIM 软件的可视化功能,可以监控施工过程,若发现施工问题,则可以通过对比模型可视化结果与现场情况,分析问题的原因并制定优化措施。
4.2 强化材料质量管理
材料质量直接关系到钢结构的承重能力、使用安全性和耐用性,因此需加强对材料质量的管理。对于钢材的管理,应重点检查其稳定性,做好材料的入场检查,劣质材料进入施工现场,会给工程的施工质量带来负面影响。
在制作预制构件时,不仅需要遵循模块化和标准化的生产原则,还要对钢材进行规范化的抛光、清洗和热处理,以提高钢材的强度与可靠度,确保钢材表面清洁和规整。当预制构件进场时,应对构件进行多方面检查,保证产品质量合格。对库存钢材,应做好防晒与防腐处理,避免因锈蚀和氧化等问题导致其性能下降。
4.3 施工质量管理精细化
为了达到工业厂房钢结构施工质量目标,必须推行全过程理念,并安排专人把控施工细节,建立精细化的质量管理模式,具体为:第1,需要根据施工目标,建立科学且合理的质量管理制度,并在制度中明确规定钢结构安装质量的责任人和管理任务,以制度来规范施工过程。第2,在施工过程中,应安排专人严格控制施工细节。第3,应根据作业环境和温度等情况,合理控制施工参数,若温度超出限值则应采取相应的控制措施。第4,应严格监督施工人员的技术规范执行情况,严禁出现违规作业的现象,并提前预设可能发生的安全和技术问题,制订相应的防控措施。
4.4 钢结构变形监测
工业厂房钢结构的施工质量控制具有复杂性和专业性的特点。为了避免结构缺陷,需要进行钢结构变形监测:第1,应根据项目情况,建立科学且合理的监测体系。第2,在施工现场配备各种现代化监控设备,并确定设备的安装位置。这些设备,如水准仪和经纬仪等,能够自动监测钢结构的位移、应力和温度等。第3,通过信息化系统,自动对比监测数据与正常数据,并显示二者的差值。若差值处于正常范围,说明钢结构无异常变形。若偏差值超出正常范围,则说明钢结构存在变形现象,需要分析原因并进行调整。
5 结语
钢结构技术在经济、技术和环保方面具有优势,已经被广泛应用于工业厂房的施工过程中。为了达到预期的施工效果,在施工过程中需要合理优化施工方案,细化作业流程,并建立科学的钢结构施工管理体系。