基于坐标测量机的圆度误差测量不确定度分析
2024-01-22陈鹏宇
【摘要】测量圆度的仪器众多,如指示表、测微计、圆度仪、影像仪、坐标测量机等。坐标测量机因测量圆度精度高、效率高的特点而得到了广泛应用。测量不确定度作为评价测量结果质量的重要指标,其来源非常复杂,不仅与坐标测量机本身的精度有关,还与采样策略、被测工件、环境条件及数据处理方法等因素有关。本文主要针对坐标测量机的圆度误差进行测量不确定度分析。
【关键词】坐标测量机;圆度误差;测量不确定度
【DOI编码】10.3969/j.issn.1674-4977.2024.01.077
Measurement Uncertainty Analysis of Roundness Errors Based on Coordinate Measuring Machines
CHEN Pengyu
(Dalian Institute of Metrological Inspection and Testing Co., Ltd., Dalian 116033, China)
Abstract: There are many instruments used for measuring roundness, such as dial indicators, micrometers, roundness testers, vision systems, and coordinate measuring machines (CMMs). CMMs are widely used due to their high precision and efficiency in measuring roundness. Measurement uncertainty is an important indicator for evaluating the quality of measurement results. It is influenced by various factors, including the accuracy of the CMM itself, sampling strategies, the measured workpiece, environmental conditions, and data processing methods. This article focuses on the measurement uncertainty analysis of roundness errors in CMMs.
Keywords: coordinate measuring machine; roundness error; measurement uncertainty
近年来,圆度误差作为回转体轴类重要的指标,影响零件的性能。测量圆度误差的方法众多,比如用指示表法、测微计法、圆度仪法、影像仪法、坐标测量机法等。随着经济的发展,坐标测量机作为测量圆度精度高和效率高的特点而得到了广泛的应用。CMM是测量和获得尺寸数据的最有效的方法之一,因为此方法可以代替多种测量工具及复杂的组合量规,并把复杂烦琐的测量过程所需时间大大减少,这是其他测量仪器所达不到的效果。而不确定度作评价测量结果质量的重要指標,此方法的来源非常复杂,不仅与测量机本身的精度有关,还与采样策略、被测工件、环境条件及数据处理方法等众多因素相关联。
1.1检测方法
依据GB/T 1958—2017《产品几何技术规范(GPS)几何公差检测与验证》。
1.2检测条件
1)检测条件应在检测规范中规定。实际操作中,所有偏离规定条件并可能影响测量结果的因素均应在测量不确定度评估时考虑。
2)缺省检测条件。标准温度为20℃;标准测量力为0 N。
3)如果测量环境的洁净度、湿度、被测件的重力等因素影响测量结果,应在测量不确定度评估时考虑。
4)几何误差检测时,除非另有规定,表面粗糙度、划痕、擦伤、塌边等外观缺陷的影响应排除在外。
1.3检测用标准

1.4检测对象
圆度标称值为8μm圆柱棒体。
1.5检测方法
几何误差的检验操作主要体现在被测要素的获取过程和基准要素的体现过程。在被测要素和基准要素的获取过程中需要采用分离、提取、滤波、拟合、组合、构建等操作。
用坐标测量机测量几何误差时,主要分为两种情况。一种是类似于常规的尺寸测量,属于绝对量测量。该类测量关注具体尺寸的偏差,即测量范围内的线性变化,以及包括温度补偿的影响。另一种是属于微小量、相对变化量的测量。该类测量只关注形状的偏差,可基本忽略尺寸线性的影响,以及温度补偿的影响,却对被测零件表面质量及本身形状比较敏感。因此,对用坐标测量机测量几何误差时的圆度测量不确定度进行评估,其他几何误差测量的不确定度评估可以此进行参考。
圆度测量属于微小量、相对变化量的测量。
3.1评定模型
3.2.2测量重复性、测量复现性引入的不确定度分量
由至少3名测量人员在覆盖日常检测的时间段内,对被测工件进行多组独立、重复测量,包括工件的定位、安装、测头校验。建立工件坐标系等工作在新的测量循环中均要重新进行,每组测量要重复10次。通过使用CMM测量软件对测量结果进行圆度评定,试验数据见表1。
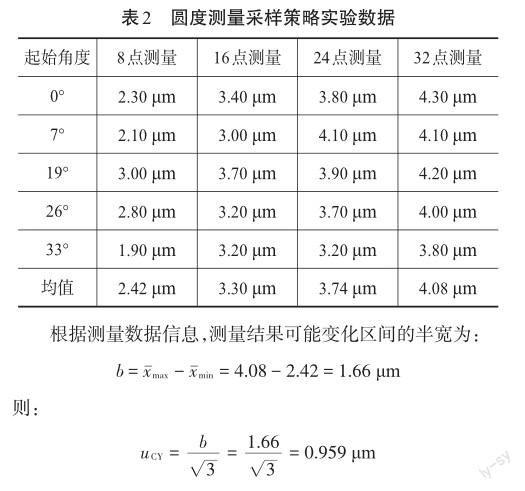
3.2.3采样策略引入的不确定度分量
为了反映采样策略与被测工件的相互作用对测量结果的影响,需要进行附加试验,可在实际测量中采样点数的最大变化范围内进行圆度测量,评定测量结果可能变化区间的半宽。分别取8个、16个、24个和32个采样点进行圆度测量,为避免特定采样起始角度对测量结果的影响,实验中需变换测量起始角度,且起始角度尽可能不被360整除。记录每种测量条件下5次重复测量值的均值,数据见表2。
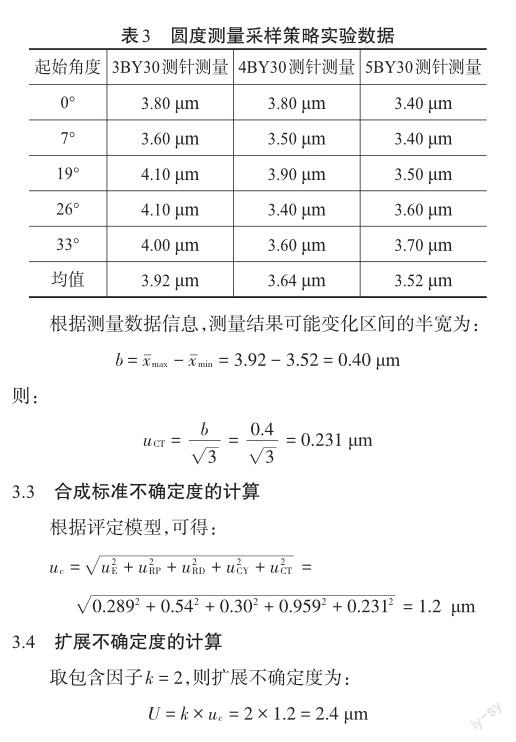
3.2.4测头配置引入的不确定度分量
为了反映测头配置与被测工件的相互作用对测量结果的影响,进行附加试验。测头配置引入的不确定度分量主要体现在不同测球的滤波效果不同对测量结果的影响,因此在实际测量中,分别采用不同测针进行圆度测量,评定测量结果变化区间半宽。
为避免特定采樣起始角度对测量结果的影响,实验中需变换测量起始角度,且起始角度尽可能不被360整除。记录每种测量条件下5次重复测量均值,数据见表3。
通过坐标测量机测量圆度误差的测量不确定分析实例分析,影响因素主要包含坐标测量机本身仪器的精度误差、测量重复性(人员的操作习惯、夹装定位、坐标系的建立方法等)、采样策略引入的不确定度分量、测头配置引入的不确定度分量。
【参考文献】
[1]产品几何技术规范(GPS)几何公差检测与验证:GB/T 1958—2017[S].
[2]方沁林.圆度误差评定的算法研究与软件设计[D].武汉:华中科技大学,2009.
[3]温秀兰,张鹏.进化策略实现圆度误差的统一评定研究[J].计量学报,2008(2):106-109.
【作者简介】
陈鹏宇,男,1987年出生,工程师,硕士,研究方向为长度计量。
(编辑:李加鹏)
