主锅炉烟气净化装置故障分析及结构优化改进
2024-01-16郭家敏高思阳
郭家敏,高思阳,曲 龙
(中国船舶集团有限公司第七〇三研究所,黑龙江 哈尔滨 150078)
涡轮增压机组是蒸汽动力系统的重要组成部分,为主锅炉提供燃烧所需的压力及流量的压缩空气,同时,主锅炉燃烧产生的高温烟气经烟气管路进入涡轮增压机组烟气涡轮中膨胀做功,带动涡轮压气机转子转动,压缩后的空气经锅炉夹层进入炉膛中进一步参与燃烧[1-2]。由于锅炉燃烧产生的烟气流速快且烟气涡轮转子转速高,因此烟气的品质对于烟气涡轮的安全运行至关重要。
烟气净化装置作为主锅炉烟气的净化装置,可以过滤烟气中的异物及固体颗粒并通过排尘管将其排出,避免烟气涡轮叶片受到机械损伤。烟气净化装置由左、右2 种规格共计10 组除尘单元、2 型压板及紧固件组成,烟气净化装置在锅炉烟道中的安装示意图如图1所示,结构示意图如图2所示。
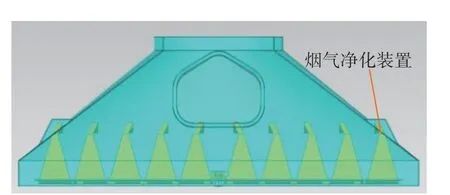
图1 烟气净化装置在锅炉烟道中的安装示意图
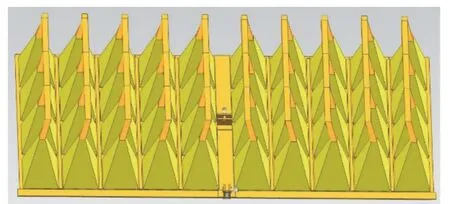
图2 烟气净化装置结构示意图
1 故障现象
在某次动力航行试验主机升工况过程中,试验人员发现在锅炉负荷基本一致的情况下,5#涡轮增压机组辅助汽轮机转速比6#涡轮增压机组高了约1 100 r/min,同时5#主锅炉的炉膛压力、空气夹层压力及排烟压力等参数明显高于6#锅炉,并且随着主机工况的升高,2 台机组转速相差越来越大。为了查明故障的具体原因,现场试验人员决定紧急停机并进行排查。技术人员首先对监控系统进行排查,检查系统的控制程序、锅炉燃烧参数的设定情况,同时对参与控制的各测点、传感器、调节阀等进行状态检查,未发现明显异常。在进一步排查过程中,技术人员发现烟气测量管变形,传感器无法取出,为了查明具体原因,技术人员将5#锅炉人孔门打开,此时发现10组烟气除尘单元仅有5组固定在安装底座上,另外5组除尘单元已经与安装底座脱离,其中3 组错落在底座和经济器上,另外2 组除尘单元已被高速烟气吹至烟道上方。10 组除尘单元均有不同程度磕碰及变形。4 块固定压板已经松脱3 块,紧固螺栓也已掉落在底座上,锅炉烟气压差测量管已经被除尘单元撞弯。
2 故障原因分析及处理措施
2.1 故障原因分析
烟气净化装置安装在主锅炉经济器上方,锅炉燃烧产生的高温烟气经烟气净化装置除尘单元下部进入,经过除尘单元的百叶板过滤后,高温烟气通过烟气管道进入烟气涡轮中进行膨胀做功,此时被百叶板过滤掉的异物及固体颗粒会随着气流进入到排尘管,最终经烟气涡轮后的排气管排出。在锅炉的实际运行过程中,锅炉负荷的变化以及爆燃等情况会导致烟气流速变化,从而引起烟气净化装置的振动,除尘器压板的紧固螺栓经过长时间的振动及温度变化导致热胀冷缩,使得紧固螺栓的预紧力降低,并发生松动,最后连接压板的紧固螺栓与螺母脱落,引起烟气净化装置压板松脱离位,无法起到压紧效果,导致除尘器单元被高速的气流吹起,进而造成烟气压差减小,机组转速异常升高,影响了机组正常运行。紧固螺栓安装示意图见图3。
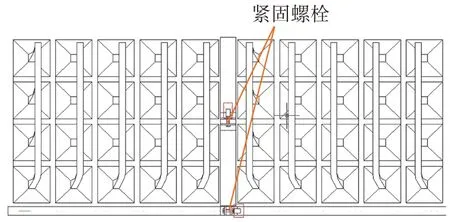
图3 紧固螺栓安装示意图
2.2 处理措施
为保证后续航行试验任务能够顺利开展,技术人员将5#锅炉烟气净化装置除尘单元拆出,现场技术人员对磕碰变形的除尘单元进行安全评估后决定予以修复,同时检查除尘单元各焊接部位,确保无开焊、裂纹等现象,对变形的除尘器压板及烟气压差测量管进行校型修复,在确认无安全风险的前提下,将修复后的烟气净化装置回装。同时,为了确保脱落的除尘单元、压板及紧固件未对涡轮增压机组烟气涡轮造成损伤,技术人员通过排烟管的人孔门钻入烟气涡轮后部对烟气涡轮叶片进行了检查,检查结果表明烟气涡轮叶片无磕碰、裂纹等问题。经试验各方确认并进行安全风险评估后决定继续开展试验,待备件送达后,对5#主锅炉烟气净化装置进行换新处理。
与此同时,为了避免上述故障再次发生并且确保后续试验顺利进行,针对5#主锅炉烟气净化装置发生的故障,现场技术人员对其余7台烟气净化装置进行预防性检查,经各方检查确认,其余7 台主锅炉烟气净化装置状态完好,没有出现除尘单元脱落及螺栓松动等情况。结合7 台烟气净化装置实际拆检情况以及本型号设备在其他船上的使用情况,初步认为5#烟气净化装置由于螺栓松动而引发的除尘单元脱落事件为个例。
3 优化改进
烟气净化装置长时间工作在高温和高速气流环境中,烟气净化装置压板、紧固螺栓由于高温和高速气流激振,会逐渐释放预紧力,经过一定时间的累积造成紧固预应力不足发生松动,最后螺栓与螺母脱落,引起烟气净化装置压板松脱离位。因此,在对5#主锅炉烟气净化装置进行换新处理后,为避免再次出现上述问题,需对烟气净化装置紧固装置进行结构优化改进,增加防松措施,提高设备的可靠性,初步形成以下3种方案。
1)方案一:增加限位块和止动垫圈。图4 为优化前烟气净化装置压板紧固件安装图,图5 为优化后增加限位块和止动垫圈安装图。具体实施方法:先将除尘单元排尘管与对应的出口烟箱集气管插接,然后顺次安装左右两边除尘单元,确保各除尘单元与安装底架良好贴合后,再利用压板上的挂钩将除尘单元固定在安装底架上,然后将压板、限位块及D 型螺栓试装,再将限位块焊接到压板上,最后顺次装入螺栓、止动垫圈及螺母,待螺栓紧固后将止动垫圈进行锁紧。
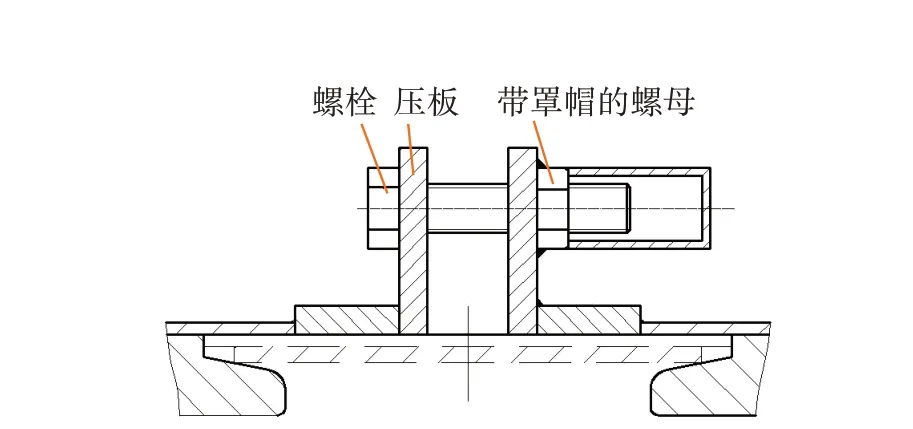
图4 优化前烟气净化装置压板紧固件安装图
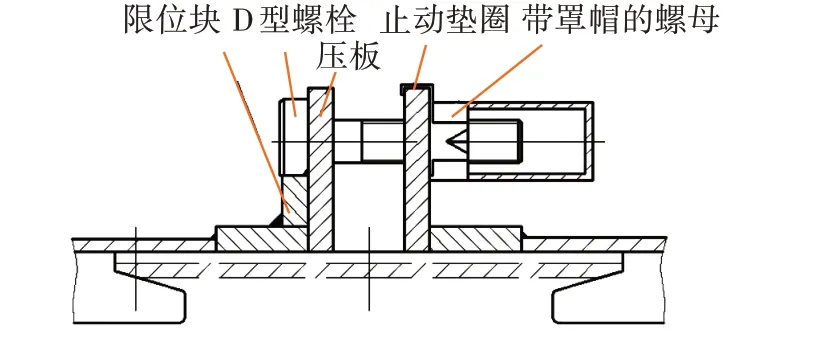
图5 优化后增加限位块和止动垫圈安装图
2)方案二:增加限位块和开口销。图6 为优化后增加限位块及开口销安装图。具体实施方法:先将除尘单元排尘管与对应的出口烟箱集气管插接,然后顺次安装左右两边除尘单元,确保各除尘单元与安装底架达到良好贴合后,再利用压板上的挂钩将除尘单元固定在安装底架上。然后将压板、限位块及D 型螺栓试装,再将限位块焊接到压板上,最后顺次装入螺栓及螺母,待螺栓紧固后将开口销插入并进行锁紧。

图6 优化后增加限位块和开口销安装图
3)方案三:增加六角螺栓和自锁螺母。图7为优化后增加六角螺栓和自锁螺母安装图。具体实施方法:先将除尘单元排尘管与对应的出口烟箱集气管插接,然后顺次安装左右两边除尘单元,确保各除尘单元与安装底架良好贴合后,再利用压板上的挂钩将除尘单元固定在安装底架上,然后顺次装入螺栓及螺母,并将自锁螺母锁紧。
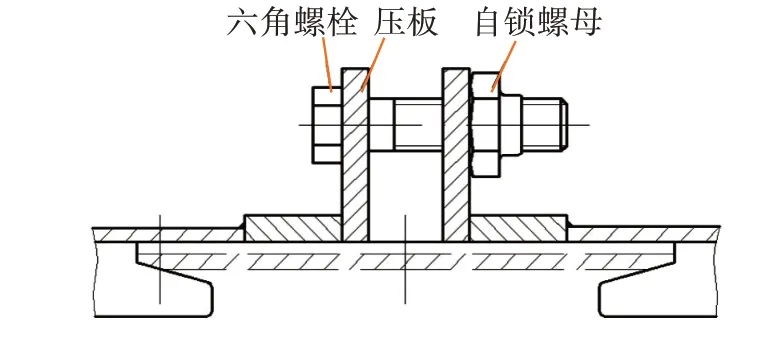
图7 优化后增加六角螺栓和自锁螺母安装图
上述3种方案中,方案一与方案二均增加了限位块,有效地避免了螺栓的转动,提高了紧固装置的可靠性,但由于限位块需要现场配装,烟气净化装置内部操作空间有限,增加了安装难度,同时由于限位块焊接在压板上,随着除尘器的振动,长期工作在恶劣环境下的限位块存在脱落风险,脱落的限位块可随着高速气流进入烟气涡轮,破坏涡轮叶片。方案一与方案二分别采用了止动垫圈及开口销的防松设计,确保螺帽不会松脱,但止动垫圈及开口销也存在断裂、脱落风险。相较于前2种方案,虽然方案三只采用了一种防松设计,但也足以保证紧固装置的紧固性,同时方案三的结构简单,易于安装。因此技术人员经过分析比较后采用了方案三的结构设计。在确定了优化改进方案后,技术人员完成了船上8台烟气净化装置的优化改进工作,经过多个航次的使用验证后,技术人员对烟气净化装置进行拆检,检查结果表明采用优化后的紧固装置均未发生松动。在采用防松设计的同时,应当依据除尘器的运行使用说明,定期对除尘器进行预防性维护检查,同时,在烟气净化装置的实际安装使用过程中,要确保紧固螺栓有足够的预紧力,同时保证在除尘器安装过程中压板的挂钩要安装到位,避免由于压板挂钩安装不到位导致后期压板窜动,确保除尘器安全可靠运行。
4 结束语
烟气净化装置长期工作在高温和高速的烟气气流中,紧固螺栓随着除尘器的振动及烟气温度变化容易发生由于预紧力不足而引发松动故障,从而造成设备损坏,给系统的安全运行带来风险,为了解决上述问题,本文提出了3种烟气净化装置紧固装置防松优化改进方案,经比较分析后采用了增加自锁螺母方式的防松设计,改进后的紧固装置得到了实船验证,新的紧固方式安全可靠,可以保证烟气净化装置的稳定运行。
