火力发电厂长距离输渣控制系统设计与应用研究
2024-01-16侯春海杨志张晶王鑫蔡健赵春朋
侯春海,杨志,张晶,王鑫,蔡健,赵春朋
(北京国电富通科技发展有限责任公司,北京 100070)
长距离输渣系统具有输送能力大、结构简单、运行平稳、可靠、物料输送连续均匀、维修方便、而且便于实现自动控制和远程控制等方面的优点。因而在火力发电厂输渣系统能够得到广泛的应用。以某电厂2×350MW 机组为例,每年产生的炉渣量为28.35 万t。一年产生的渣量还是比较大的,目前,1#、2#炉常年还是以车辆运输的方式对渣进行运输,消耗大量的人力、物力和财力。同时,车辆运输的方式对周边的环境造成了很大的影响。该发电厂属于新建电厂,无论厂区内和厂外周边环境都是非常好的,为了解决炉渣运输环境和系统安全问题,采用了使用长距离输渣的方式来替代车辆运输的方式。
1 输渣系统设计说明
目前,该发电厂输渣系统的输送机一共分为两种。
(1)普通皮带机,应用在此项目的1#大倾角区域、2#渣库区域、3#皮带机区域。普通皮带机是一种靠摩擦驱动连续方式运输物料的机械,主要由机架、输送皮带、托辊、滚筒、传动装置等组成。普通皮带机属于常规的输送物料的运输工具。
(2)管带机,应用在此项目的DG200 管带机区域和DG250 管带机区域。管带机是日本JPC 公司于1964年最先提出理念,并经过该公司十几年的试验研究,才得以成功制造。
我国于20 世纪90 年代引进并逐步推广应用。它的头部、尾部、受料点等位置结构和普通皮带机基本相同。管带机适用于卸料点至电厂之间的运输距离较远,地形复杂或者需要跨铁路、河流、沟渠等情况。但要求物料不应大于管径的1/3。管带机输渣具有全封闭运输、不易撒漏炉渣,安全可靠,高效环保等优点。
1.1 输渣系统的工艺流程
1#炉渣库库底现有2 套双轴加湿搅拌机散装设备,库顶已有1 台小布袋收尘器。现通过技改,保留1 套双轴加湿搅拌机散装系统,利用取消加湿搅拌系统后卸料口作为皮带输送卸料口,设置手动闸阀、气动闸阀及振动给料机,卸料后的炉渣进入1#大倾角皮带机,该皮带机通过密封钢廊道向东南送至转运点,倒运至1 条长度约180m DG200 管带机,该管带机廊道支撑在现有汽机房14.4m 平面顶部,再倒运至1 条长度约813m DG250管带机后,由3#皮带机送至3#炉渣钢板库顶,库顶预留后期倒运至4#炉渣钢板库空间。
2#炉渣库的技改方式和1#炉渣库相同,库内炉渣经手动闸阀、气动闸阀及振动给料机,卸料至2#渣库皮带机后,倒运至长度约810m DG250 管带机,和1#炉渣库炉渣一起通过3#皮带机输送井3#炉渣钢板库。为了避免各个转运点输渣出现扬尘的现象发生,在每个转运点和卸料处均配置相应的除尘器设备。
一旦发生事故检修状态时,1#、2#渣库炉渣通过汽车运输至4#转运站渣斗,再通过振动给料机、斗提机、输渣4#转运站电动三通、3#皮带机输送到3#钢板库(预留至4#钢板库条件)。
输渣系统流程图如图1 所示。
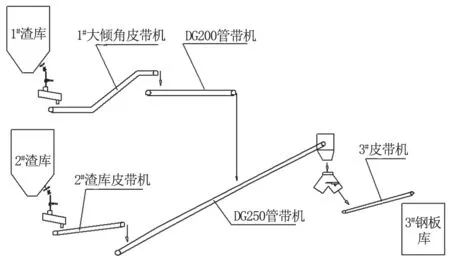
图1 输渣系统流程图
1.2 输渣系统的驱动方式
1#大倾角皮带机(电机额定功率:18.5kW)、2#渣库皮带机(电机额定功率:7.5kW)、DG200 管带机(电机额定功率:45kW)、3#皮带机(电机额定功率:11kW)由于输送距离短,采用以电机头部工频驱动的方式输出驱动运行。DG250 管带机输送距离为813m,输送距离比较长,采用以电机头部变频的方式输出驱动。充分考虑电机功率,重载启动等因素,选用额定功率为185kW 的变频电机进行驱动运行。
2 控制系统设计
该控制系统的设计是以经济实用性、安全可靠性、技术先进性等原则进行网络配置。某电厂2×350MW 机组全厂控制系统为艾默生DCS 控制系统。以OVATION DEVELOPER STUDIO 为开发软件对PLC 进行控制。该DCS系统具有提供画面工具种类齐全,功能强大,编写程序容易,程序易读写等特点。以DCS 为控制主站通过以太网光纤的通讯方式与通过MODBUS TCP 进行通讯连接。输渣控制系统组态图如图2 所示。
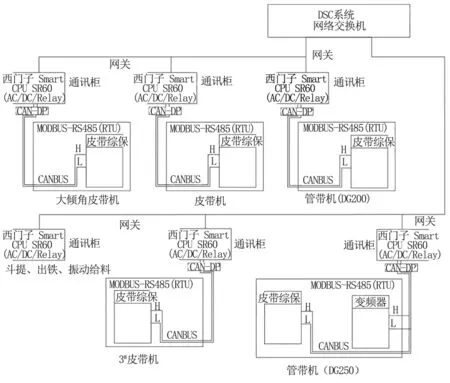
图2 输渣控制系统组态图
2.1 控制系统的硬件设计
2.1.1 控制站配置
目前,除渣系统总体布置了5 条皮带。依据皮带机的相关技术参数,结合生产实际需要,在每条皮带机的机头附近配置了相应的电气间,每个电气间配置有电源柜、检修电源柜、电机控制柜和PLC 通讯柜,电机控制柜和PLC 通讯柜能够对每条皮带机实现就地控制和远程控制。包含斗提机区域一共设计6 个PLC 通讯柜通过以太网光纤的通讯方式与DCS 系统进行通讯连接。
PLC 使用西门子S7-200 SMART 系列微型可编程控制器。CPU 为SR60 模块,S7-200 SMART 结构紧凑、组态灵活等特点。CPU 控制器自带36 个DI 数字量输入,24 个的DO 数字量输出。完全可以满足对每条皮带机的远程控制和保护控制的功能需要。通过扩展相关的模拟量输入和模拟量输出模块就可实现对主电机电流和变频电机的频率的采集和远程调速功能。CPU 标配以太网接口,支持PROFINET、TCP、UDP、MODBUS TCP 等多种工业以太网通讯协议。S7-200 SMART 还支持多台PLC 之间以太网通信功能:支持8 个主动和8 个被动PUT/GET 的网络连接。目前,5 条皮带机之间通过此功能进行皮带机之间联锁设置。避免某段皮带机一旦出现故障跳机,下游皮带机没有及时跳机而出现堆料的现象发生。每条皮带机保护装置单元可以通过CPU 控制器自带的串口以RS485 的接线方式通过PROFINET 通讯协议将保护开关报警信息提供给DCS 系统。
采用S7-200 SMART PLC 作为从站控制单元,对主电机进行启停、电机电流、变频电机的频率采集和控制。通过实际的调试证明该设计方案合理,抗干扰能力强,价格低,操作方便等特点,并达到预期的设计目的。
2.1.2 保护系统
除渣系统皮带机保护装置采用CANBUS 现场总线方式提供给PLC。保护装置有拉绳开关、跑偏开关、堵料开关、纵向撕裂开关、皮带速度检测开关。这些保护开关都承担着皮带机整个系统的信号采集和报警任务。其采集和报警信号的正确性和灵敏度直接影响皮带机监控系统的自动化运行。
每条皮带机系统保护单元都安装一台综保柜,综保柜内有一个智能管理站,它可以管理拉绳开关、跑偏开关、堵料开关、纵向撕裂开关、皮带速度检测开关。智能管理站可以管理以上每种保护开关,智能管理站可以管理以上每种256 个设备,智能管理站可以管理容量为1530 个终端设备。通过PROFINET 标准设备通讯协议,可与PLC 自动化设备连接,进行数据交换。
所有保护开关内配置有地址模块,拉绳开关和跑偏开关配有接线防护盒。整个保护开关由一条屏蔽双绞线将所有现场总线开关串联起来。通过CANBUS 现场总线将所有保护开关的在线数量和离线数量以及每个保护开关的状态提供给智能管理站。
每条皮带机配置的综保柜一旦出现拉绳开关、跑偏开关、堵料开关、纵向撕裂开关、皮带速度检测开关任意一个报警信号,通过继电器接点输出实现紧急停机的保护功能。
智能管理站采用功能强大的高集成度的中央处理器,具有运算速度快、集成度高、维护简单、故障率小、抗干扰能力强等特点。工作参数通过按键设置,使用、维护方便。设置的工作参数永久保存,可以防止掉电丢失数据,是自动化控制系统中理想的检测仪表设备。
2.2 控制系统的软件设计
2.2.1 控制方式
输渣系统控制方式有以下3 种。
(1)DCS 系统远程集中自动化运行(DCS 远程方式)由DCS 控制系统发出指令给每个PLC(电机控制柜处于远程状态)自动按照系统工艺顺序启动运行、停止、完成整个系统的控制和检测。
(2)DCS 系统远程集中手动运行(远程单机方式)由DCS 发出指令给PLC(电机控制柜处于远程状态)对每台皮带机和管带机进行启动、停机。
(3)单机手动运行(就地手动方式)人工控制PLC(电机控制柜处于就地状态)用于检修、试车等非正常状态下调试。试运行完毕后,需要人工手动切换为远程方式。
2.2.2 控制流程
输渣系统控制流程一般要求如下。
(1)设备顺序程控启动时,首先,应发出启动预警信号,并同时检测各信号(绳开关、跑偏开关、堵料开关、纵向撕裂开关、皮带速度检测开关)是否正常。如果任一信号出现故障时,应能实现紧急停机。关于DG250 管带机为变频电机,启动时需要制动器松开,同时管带机启动,管带机启动后需要保持在每4 秒升高1HZ 的加速度控制,直至达到整定运行频率。
(2)正常停机,自动停机时需要每一段的皮带机通过DCS 系统设置的延时时间将皮带上的物料全部输送完。关于DG250 管带机需要保持每3s 减少1HZ 的减速度控制直到主电机停机且制动器抱闸。
(3)在皮带机运行过程中,如果出现检测信号故障(绳开关、跑偏开关、堵料开关、纵向撕裂开关、皮带速度检测开关)实现紧急停机。
(4)输渣系统的主要功能是实现每条线路的皮带机的启动、停机的顺序控制,以及当系统运行过程中出现故障时,进行故障设备的联锁安全控制。具有故障报警、故障显示、记录等功能。
3 上位机监控系统
3.1 上位机监控系统的配置
本工程使用分散控制系统(DCS)进行监视和控制。采用上海艾默生过程控制有限公司的OVATION3.6 分散控制系统,作为一个独立控制系统接入控制室操作员站。该系统具有远程监控、报表上传、报表打印等功能。
在控制室内配置1 套工程师兼操作员站和2 套操作员站,监视生产线运行状况。DCS 中将配置独立的控制器,运行人员以DCS 的LCD 及键盘为中心,实现控制系统的启停、正常运行工况的监视和调整、异常工况的报警和紧急事故工况的处理。提供的检测仪表和控制设备应满足DCS 对就地设备的监控,就地无人值守的全部功能。
3.2 上位机监控系统的功能
上位机监控系统是输渣控制系统的核心单元,是输渣系统的指挥管理中心和检测中心,负责整个输渣控制系统的实时监视、流程控制、单机调试等。它能迅速、准确、有效地完成对被控对象实时安全监测、实时流程控制和单机调试控制。实现数据采集和处理、输渣控制系统实时动态运行屏幕显示、事件顺序记录、事故处理与记录、历史数据记录、系统设备运行维护管理等功能。
上位机监控系统的工程师站主控层采用光纤以太网结构,保证了皮带机控制系统主控级监控系统具有高可靠性、良好实时性和强抗干扰能力,能够适应皮带机的现场环境。
上位机监控系统主画面包括对控制系统中主要设备的监控,驱动电机的工作状态,DG200 和DG250 管带机电机制动器情况、DG250 管带机冷却风扇的运行情况、皮带拉绳信息、皮带轻跑偏信息、皮带重跑偏信息、皮带堵料信息、皮带撕裂信息、皮带速度检测信息以及启动流程画面信息、实时报警信息、每条皮带电机运行电流、DG250 管带机运行频率、输渣系统上位机控制方式选择等控制功能。电厂运行操作人员可以对输渣系统的运行进行实时监视,也可以通过点击不同的菜单按钮对其他的监控画面进行切换、查看设备运行状态等画面操作功能。
4 结语
目前,该发电厂长距离输渣系统已经正常投入使用。节约了炉渣的处置费用,同时还治理了1#、2#渣库区域的扬尘现象,满足了现场环保的要求,提高了现场文明生产水平,提高了生产效率,节约了资源,给电厂带来了非常可观的经济效益,保障了电厂渣系统可靠稳定的运行。长距离输渣系统具有十分广阔的应用前景。