某柴油机增压器支架NVH性能分析与改进
2024-01-12李俊琦高书贞姚亚俊张晨梁伟
李俊琦,高书贞,姚亚俊,张晨,梁伟
潍柴动力股份有限公司,山东潍坊 261061
0 引言
随着我国对蓝牌轻型载货车空车质量要求的提高,为了满足国六排放标准的要求,高端轻型柴油机采用在增压器后紧耦合氧化催化剂(diesel oxidation catalyst, DOC)和颗粒捕集器(diesel particulate filter, DPF)的后处理技术路线[1-2]。采用紧耦合后处理技术路线的柴油机,可以有效提高DOC入口的废气温度,特别在柴油机排温低的工况下,提高后处理的转化效率,有效提高发动机排放性能,减少NOx和颗粒物排放。同时,柴油机紧耦合后处理使整车结构更加紧凑、零部件数量少,整车质量减小,对降低整车油耗也具有一定的优化作用[3-4]。但紧耦合后处理柴油机排气系统的支架数量较多,装配基准不一致,固定位置距离较远且跨度较大,工作环境恶劣,系统的噪声、振动与声振粗糙度(noise vibration harshness,NVH)性能较难保证。本文中针对某紧耦合后处理柴油机在台架开发试验过程中反复出现的排气侧增压器支架断裂故障,结合有限元仿真分析、NVH测试及故障件材料微观分析等方法,分析故障产生的主要原因,并提出对应的试验条件及产品结构的改进优化方案,为紧耦合后处理柴油机开发及故障分析提供参考。
1 排气系统结构及故障分析方法
1.1 排气系统结构
某紧耦合后处理柴油机排气系统由增压器、排气制动蝶阀、排气管和紧耦合后处理总成4部分组成,发动机本体紧耦合后处理总成,排气系统零部件数量较多,考虑后处理DOC、DPF的质量大、安装点跨距大等问题,需要对增压器、DOC和DPF均设计相应的支撑支架,同时需要充分考虑各支架装配的解耦性,保证支架不存在装配内应力,提高系统可靠性。该柴油机排气系统结构如图1所示。
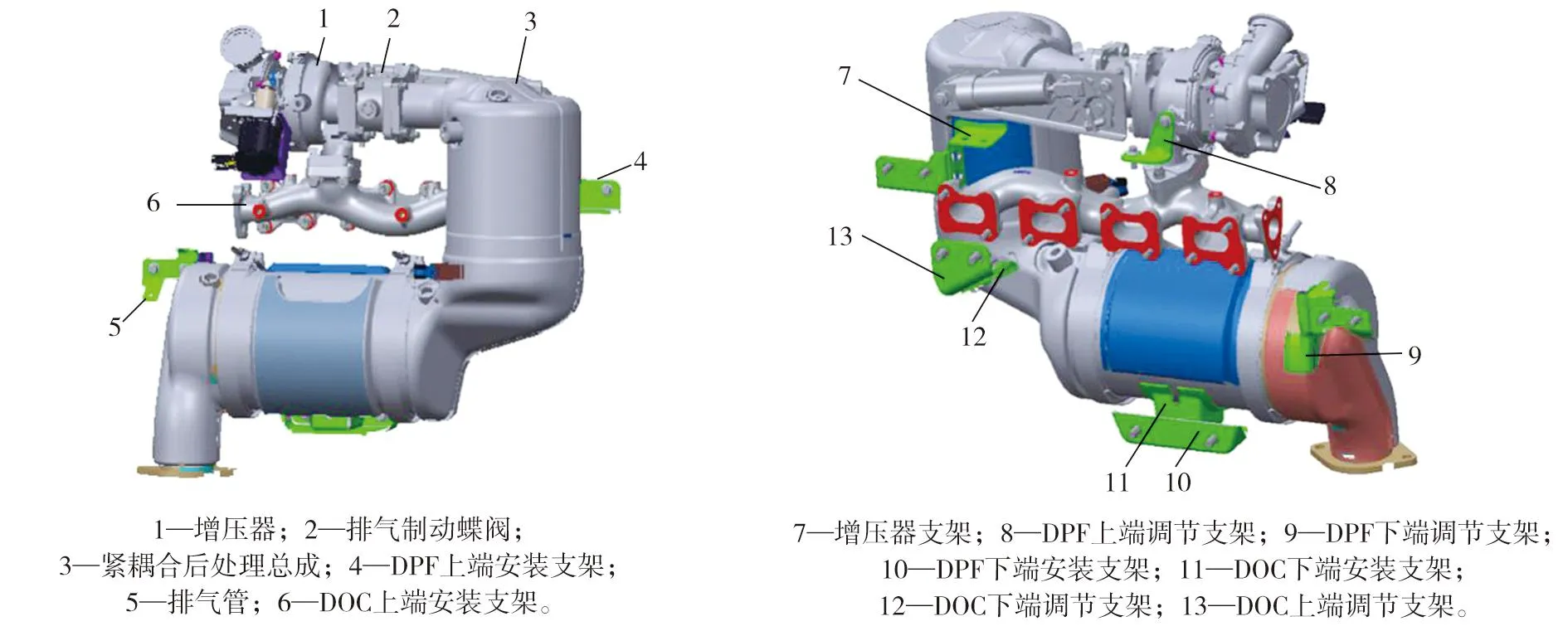
a)柴油机排气系统 b)排气系统支架图1 紧耦合后处理柴油机排气系统结构
由图1可知:该机型的排气系统包含9个支架,涉及后处理的安装支架均焊接在支撑零部件本体上;调节支架是连接安装支架和固定点的独立支架,调节支架上设计大尺寸调节孔,起装配解耦作用,其中,DOC上端支架固定在缸盖靠近第1缸的位置,增压器支架固定在缸盖靠近第3缸的位置,DOC下端支架固定在机体靠近第1缸的位置,DPF支架固定点在机体靠近第4缸的位置。由此可见,紧耦合后处理技术路线的柴油机排气系统的支架存在数量多、装配基准不一致、固定距离远且跨度大的特点,因此该系统的NVH可靠性较难保证。
1.2 故障分析
该紧耦合后处理柴油机在台架性能试验分别运行153、220 h以及初期耐久试验运行130 h时,均出现增压器支架断裂的故障,且故障件断裂位置一致,故障件断裂位置如图2所示。

图2 故障件断裂位置
本文中将从有限元仿真计算、NVH测试试验和材料微观分析3方面进行故障分析。通过有限元仿真计算判断发动机本体排气系统是否存在零部件自系统共振;利用NVH测试试验,明确发动机与台架是否存在共振,并排除增压器支架过约束问题;对故障件断口及材料进行微观分析,确定支架是否存在设计或制造缺陷。
2 仿真计算分析
2.1 仿真计算边界
该机型排气系统的零部件尺寸差异大、数量多、安装跨距大,为了提高网格质量,利用SimLab和Hyper Mesh软件联合对该机型排气系统三维模型进行网格划分。其中,支架类划分二阶四面体单元网格,其余各零部件采用一阶四面体单元网格,在保证计算精度的前提下,有效提高计算效率[4-6]。排气系统有限元网格模型如图3所示。

图3 排气系统有限元网格模型
在仿真计算中,模型各零部件材料参数如表1所示,其中增压器、DOC、DPF和排气制动蝶阀总成件赋予重量属性。
2.2 仿真结果与分析
按照安全系数为1.2计算,发动机附件支架系统模态的一阶固有频率应大于发动机激振频率的1.2倍[7],排气系统的固有频率应不小于110 Hz。经计算,该机型排气系统的前3阶固有频率及振型如表2所示(按发动机坐标定义,飞轮端指向自由端为+x向,上方为+z向,+y向符合右手法则),一阶振型如图4所示,图中数据代表相对位移的变化趋势,0代表无变形,1代表变形最大。由表3及图4可知:一阶频率225.8 Hz,大于110 Hz;该机型的排气系统模态计算满足NVH性能要求,最大位移发生在DOC处,振动趋势为z轴方向。
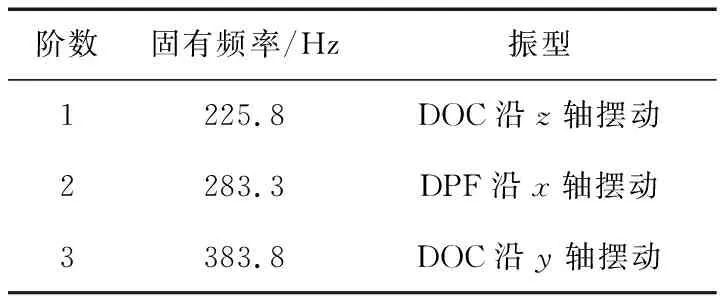
表2 排气系统固有频率与振型
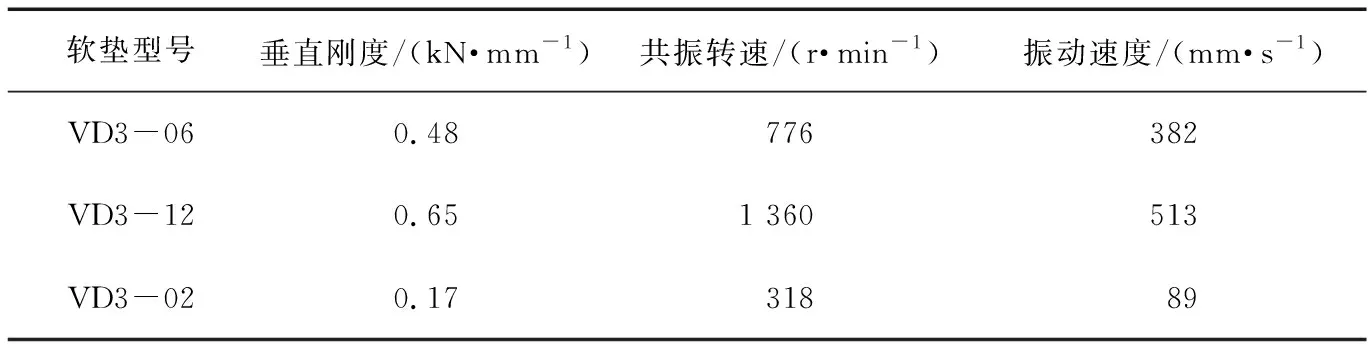
表3 软垫刚度及NVH测试结果

图4 排气系统一阶振型图
3 NVH测试试验
为了进一步明确发动机与台架是否存在共振及增压器支架是否存在过约束问题,测试整机与增压器的振动速度及振动加速度[8]。
3.1 试验仪器及测点布置
选用灵敏度为10 mV/g(g为自由落体加速度)的加速度传感器作为NVH试验的测试设备。在整机共振测试中,分别在整机的前端上部、后端下部及前、后、左、右4个对角位置布置加速度传感器,为了明确增压器的NVH数据,并排除增压器支架过约束问题,将加速度传感器布置于增压器表面,对安装支架和不安装支架2种情况进行NVH测试,其测点布置位置如图5所示。
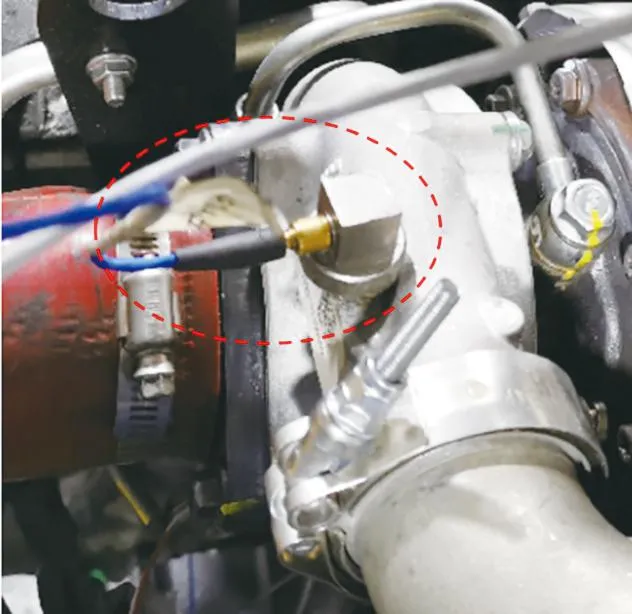
图5 传感器布置位置
3.2 整机振动测试结果
整机振动测试结果如图6所示。由图6可知:整机振动速度无异常波动,发动机转速为776 r/min时,整机右前支撑点+x、+y、+z向的振动速度最大,分别为66、374、228 mm/s;发动机转速为2 800 r/min时,右前支撑点+x、+y、+z向的振动速度分别为21、22、51 mm/s;但发动机转速为776 r/min且振动频率为26 Hz时,存在振动频谱激励突增现象,说明此处整机与台架存在共振问题。考虑该机型柴油机本体质量相对于竞品机型较轻,需进一步对台架支撑软垫进行选型确认[9-10]。
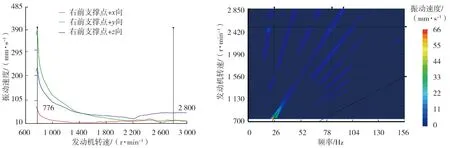
a)振动速度曲线 b)振动频谱图图6 整机振动测试结果
3.3 增压器振动测试结果
为排除增压器支架过约束的情况[11],对拆、装增压器支架2种情况进行增压器振动台架NVH测试,测试结果如图7所示。
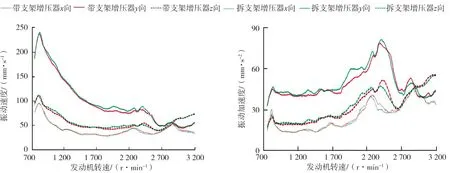
a)振动速度 b)振动加速度图7 增压器振动测试结果图
由图7可知:带支架与不带支架的增压器振动结果不同,特别是在发动机转速低于2 300 r/min时,带支架增压器的振动速度和加速度均低于不带支架的,由此推断增加支架可以改善增压器受力;发动机转速为2 400 r/min时,增压器的振动加速度突然增加并达到峰值,说明在此工况下增压器与台架发动机发生共振。同时,对比增压器和整机的振动速度可知,增压器的振动速度明显高于整机振动速度,说明支架无法抑制增压器振动。
4 材料分析
通过体视显微镜观察故障支架的断口形貌,如图8所示。由图8可知:断口表面有明显的贝纹线,裂纹源区域没有明显的异常,失效模式为典型疲劳断裂,裂纹起源于止裂槽中间位置。同时,增压器支架螺栓孔安装位置存在明显的压溃现象。根据支架断口微观形貌分析,增压器设计刚度及材料强度不足[12-13]。

a)断口形貌 b)断口形貌局部放大 c)表面微观图 d)表面微观局部放大图8 断口微观形貌图
综合上述分析,该机型增压器支架断裂的原因为:1)发动机整机与台架存在共振;2)增压器支架设计刚度及材料强度不足,难以完全抑制增压器振动。
5 改进方案及试验验证
5.1 台架支撑软垫改进
为了避开柴油机与台架的共振点,对3种不同垂直刚度的台架支撑软垫进行选型。软垫在台架上的安装位置及改进后的软垫如图9所示。

a)台架软垫安装位置 b)改进后软垫图9 软垫在台架上的安装位置及改进后的软垫图
软垫刚度及NVH测试结果如表3所示,其中VD3-06是原始方案。由表3可知:型号为VD3-02的低刚度软垫可以将共振转速由776 r/min降低为318 r/min,且振动速度由382 mm/s降低为89 mm/s,共振风险降低。因此,选择VD3-02作为本型号发动机台架试验的软垫支撑方案。
5.2 增压器支架改进
为了增加增压器支架强度,将支架材料由Q235A板材调整为QT450铸造材料,材料的抗拉强度由235 MPa提升为450 MPa[14-16]。
为了避免支架振动变形,在支架受力变形方向增加条形筋,并对螺栓支撑面进行加厚。改进前、后的增压器支架结构对比如图10所示。

a)改进前 b)改进后图10 改进前、后支架结构
5.3 试验验证
将优化后的增压器支架搭载台架进行NVH测试,测试结果如表4所示。由表4可知:增压器及支架的一阶共振频率明显增加,且共振速度减小。改进后的增压器支架对排气系统振动存在明显的抑制作用,排气系统NVH指标满足要求。同时,搭载台架开展耐久试验,未出现增压器支架断裂故障。
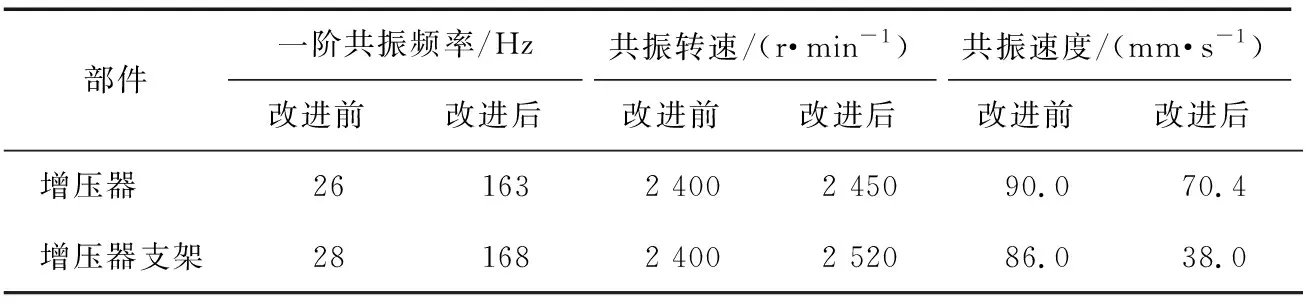
表4 支架优化后NVH测试结果
6 结论
针对某轻型紧耦合后处理柴油机排气系统增压器支架出现的断裂故障,通过有限元仿真分析、故障件材料微观分析、NVH测试和试验验证,分析了故障发生的主要原因并提出解决方案,为后续紧耦合柴油机系统结构开发提供参考。
1)通过有限元仿真计算分析,确定该机型排气系统模态满足NVH性能要求。
2)对台架上柴油机支撑软垫进行选型,选择垂直刚度更低的VD3-02软垫作为该机型台架的支撑软垫,避免该机型柴油机与台架产生共振。
3)使用抗拉强度更高的铸造支架代替折弯板材支架,加大了支架的强度。
4)对改进后柴油机进行NVH测试,改进后的台架支撑软垫和增压器支架能满足整机NVH要求;搭载负载进行耐久试验,未再出现故障,改进有效。
