轴承钢GCr15生产过程中铝含量的优化计算
2024-01-10郭发军时向涛李永辉崔建海李祥才
郭发军,时向涛,李永辉,崔建海,李祥才
(青岛特殊钢铁有限公司,山东 青岛 266000)
接触疲劳中的表面剥落、凹坑等缺陷,这些破坏形式主要是夹杂物带来的。而夹杂物的多少又与轴承钢中的氧含量有密切关系。随着氧含量的降低,轴承钢的疲劳寿命大幅度提高[1]。轴承钢是铝脱氧钢,铝是极其活泼的元素,脱氧能力很强,在生产过程中也很容易被二次氧化,生成的一些新的夹杂物,从而对钢的质量带来了很大影响。同时钢中的[Al]和[O]的反应平衡常数K随着温度的变化有很大的差异,所以研究从转炉出钢到浇注成铸坯整个过程的[Al]含量变化及[Al]和[O]的反应平衡常数K的变化,对控制GCr15轴承钢中的氧含量有重要意义。
1 转炉出钢后脱氧剂铝的加入量
1.1 转炉终点碳氧溶度积
当转炉终点出钢温度在1 600 ℃、碳含量在0.10%以上、[Mn]含量为0.13%左右时,铁水和废钢中的其他比较活泼的元素[Al]和[Si]基本上很小,钢水中的[O]含量基本上由钢水中的[C]来控制。碳氧反应的化学方程式及吉布斯自由能如下:
根据吉布斯自由能计算出平衡常数和碳氧含量的关系如下:
GCr15 的转炉终点出钢温度一般在1 600~1 640 ℃,根据式(2)计算得出表1。

表1 转炉终点不同温度平衡态下对应的碳氧浓度积
确定了碳氧积,根据出钢碳含量计算钢水中的氧含量。为了简化问题,取转炉的出钢温度为1 620 ℃,在该温度下,[C][O]=0.002 50。但是实际上转炉终点的碳氧并不是一个完全的平衡状态。实际操作中,转炉终点钢水中的氧含量高于理论计算值,而且是碳含量越高,碳氧积偏差越大,用碳含量对碳氧积进行修正,取碳氧积0.002 5+[C]/100,待数据较多时做进一步更精确的修正,见表2。

表2 1 620 ℃下转炉终点不同[C]含量对应的[O] %
1.2 转炉终点用铝脱氧后的数据验证
转炉终点脱氧在实际操作中总是伴随着一部分钢渣流入钢包中,根据青岛特钢的情况,每炉大约下渣400 kg 左右,渣中含(FeO)和(MnO)大约在10%~16%,这与终点的后吹和终点的[C]有关。出钢结束、脱氧合金化完成后,渣中的含氧量(FeO)在1.8%左右。由于FeO 和MnO 的分子量几乎相同,为简化起见,只用下式进行计算。
根据上式,计算每炉因下渣消耗的脱氧剂铝的含量,见表3。
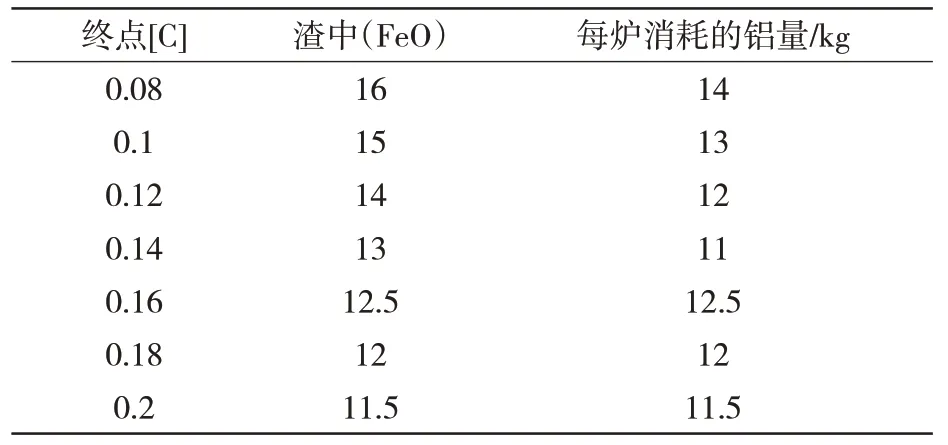
表3 不同终点碳含量的钢因下渣所消耗的脱氧剂铝含量
为了验证上述计算的可靠性,随机选取了5炉GCr15 转炉终点和加铝量以及钢水中的铝含量数据,每炉钢出钢量为110 t,经计算如表4 所示。从表4的数据可以看出,个别炉次的计算值与实际用量之间存在着较大的差异,但标准差为计算值的5%左右,这个误差在目前的实际生产中还是有很好的指导意义。在实际生产中,可能存在挡渣不理想的情况,个别炉次多下渣100 kg 是很正常的现象,这100 kg 的渣,就可多消耗3 kg 左右的铝锭。如表4中的第5炉,实际比计算用量大5.05 kg,这比其他炉次多用了6~7 kg,很可能就是转炉挡渣不理想,下渣量较多造成的。但由于目前还难以准确计量下渣的重量,所以只能定性地对存在较大偏差的炉次进行分析。

表4 脱氧剂实际用量与计算用量的统计比较
2 脱氧剂加入量与钢水氧含量极小值的关系
2.1 氧含量存在极小值的判定
GCr15 在脱氧的时候,为了减少夹杂物、降低[O],按照惯常思维,脱氧剂加入量越大,即某个温度下钢水中溶解的[Al]越多,氧含量越低,有一些脱氧元素在脱氧过程中存在一个合适的加入量,当超过这个量时,钢水中的氧含量不但不降低,反而会升高。用铝脱氧时,就存在这个问题,GCr15 也不例外。由于转炉出钢温度在1 600 ℃左右,所以就以1 600 ℃时为例,计算最合理的铝含量。热力学上对于如下反应:
随着脱氧剂加入量变大,存在一个[O]含量最小值的条件为[2]:氧含量随铝含量变化的函数的一阶倒数等于零以及其二阶倒数大于零时,存在一个氧含量的极小值,具体方程如下[2]:
从式(5)可推导出式(6),从式(7)推导出式(8)的具体推导过程此处省略,具体见参考文献。
当上述两个条件同时成立时,才存在一个氧含量随脱氧剂加入量变化的极小值。铝脱氧的化学反应式如下:
查热力学数据表得到的Fe 液中元素的相互作用系数。
从式(10)和式(11)的计算结果看,两个值都小于零,具备氧含量出现极小值的条件。
2.2 轴承钢GCr15在1 600 ℃时最小氧含量的计算
GCr15 在转炉出钢,一直到进入RH 之前温度都在1 600 ℃左右,所以计算该温度下的平衡氧含量是非常有意义的。在GCr15生产过程中,钢水中的平衡氧含量是由[Al]来控制的,[Al]和[O]反应的平衡常数随温度的变化很大,所以与[Al]相平衡的氧含量的变化是很大的。当温度为1 600 ℃时,[O]min=1.58×10-4。
从炼钢常用数据手册中[3]查到并引用的铁液中[Al]和温度对溶解氧影响的曲线。当[Al]在0.8%左右时,铁液中的溶解氧出现极小值大约在0.000 50%左右,随着温度的不同,出现极值点的铝含量也是不同的。
从上述计算得知,当轴承钢GCr15中含铝量为0.253 6%时,此时氧能取得极小值,为1.58×10-6。这个值与数据手册中的数据有不同,可能是由于轴承钢中考虑了[C]、[Si]、[Mn]、[Cr]等元素的影响,这些元素都有一定的脱氧功能,对氧和铝的活度系数造成一定影响。在GCr15钢液中,当铝含量超过此值时,钢水中的[O]是上升的。所以GCr15 在转炉出钢的过程中,如果铝含量超过0.253 6%,对脱氧及夹杂物是不利的。一般情况下,钢中的铝没有这么高,所以在通常的情况下,在没超过该值时,随着铝含量的增加,钢水中的氧是减少的。
3 GCr15的铝含量和氧含量的计算
3.1 在1 600 ℃的铝含量和氧含量的计算
在轴承钢GCr15 或三元系以上的铁水中,当低于1 600 ℃时,缺少元素间的相互作用系数的数据,所以只能近似地采用Fe-O-Al 系中铝氧之间的相互作用系数进行近似计算GCr15 中的平衡氧量。同时当小于1 500 ℃时,铁液的热力学数据中,缺少了[Al][O]反应的标准吉布斯自由能数据。但在1 500~2 000 ℃,铁液中铝氧反应的吉布斯自由能基本上与开氏温度成线性关系。而GCr15 的液相线温度为1 452 ℃,为了初步推算轴承钢在这个温度下的自由氧,只能近似在1 500 ℃时借鉴这个公式。
1 600 ℃下,钢水中2[Al]+3[O]=Al2O3的化学反应平衡常数:
把数据分别代入式(14)和式(15)得:
对式(12)两边取对数得式(16):
整理得:
式(17)就是钢中铝含量和氧含量之间的关系,给定一个[Al]就能计算出相应的[O]。
3.2 在1 500 ℃时GCr15的铝含量和氧含量的计算
GCr15 生产中随着温度的降低,铝氧的反应平衡常数在减小,不考虑外部因素对铝的氧化,钢液内部在温度下降的过程中就有很多Al2O3析出,析出的Al2O3在软吹或静置的过程中会有一部分上浮。当软吹结束,钢包吊到连铸平台进行浇注的过程中,温度在迅速下降,钢水却一直是流动状态,小的夹杂物,尤其是内生的夹杂物,诸如析出的Al2O3是很难上浮的。析出细小的Al2O3的一部分会留在钢液中,直到凝固。固态下钢材含氧量的检测中,就有一部分是这种析出未上浮的Al2O3,所以计算平台钢包在该温度下的铝氧平衡关系就非常关键。GCr15 在连铸平台钢包中的温度恰好是1 500 ℃,此时的标准吉布斯自由能及标准化学反应平衡常数可以获得,但缺少该温度下的部分元素相互作用系数。根据其他元素间相互作用系数与温度的关系,某两种元素间相互作用系数在1 600 ℃下的数值,同时假设铁液中元素相互作用系数的变化趋势不变,推算出如下公式,该公式的准确性有待进一步用实测数据验证,在此不做进一步探讨,用该公式计算出来的某个温度T 下铁液中的某两个元素间的相互作用系数仅供大家参考。
式中:T为需要求值的温度;为下铁液中元素N对M的相互作用系数。
根据此公式得出1 773 K下铁液中各元素的相互作用系数如表5所示。

表5 1 773 K下计算的铁液中各元素的相互作用系数
根据式(13)、(14)、(15)、(17),轴承钢的成分和表5中的数据,计算得表6数据。

表6 1 773 K时GCr15钢液中酸溶铝和溶解氧的对应关系
3.3 关于GCr15氧含量和铝含量的探讨
以钢中的酸溶铝0.015%为例,在1 600 ℃时对应的氧含量为11.8×10-6;当温度下降到1 500℃时,对应的氧含量为1.26×10-6。相同的酸溶铝的情况下,氧的变化还是很大的。这些氧都以氧化物的形式析出于钢液中,一部分在软吹或静置过程中上浮,另外一部分滞留在钢水中,表现为夹杂物。生产中一定要重视钢水温度最高点的控制,尽量降低过程的钢水的最高温度。正常生产的轴承钢中,在钢材上取样检测的氧含量大部分在(5~9)×10-6,还是以铝含量为0.015%为例,除去1 500 ℃时与铝平衡的1.26×10-6的氧外,连铸过程中大约还有0.002%的铝被外界的氧所氧化,还有一部分是在1 500 ℃以上的温度下钢水中滞留的夹杂物,推测这些滞留的夹杂物大中含氧量约(3.74~7.74)×10-6,是没有上浮的被氧化的铝造成的夹杂物中所含的氧。
从脱氧的角度看,0.008%的铝就能使钢水中的自由氧变得很低,如果进一步增加铝的含量,与之平衡的氧含量下降有限,但随着铝含量的增加,由于保护浇注不好,被外界的氧氧化的铝会大大增加,这一部分被外界氧氧化的铝是钢水夹杂物的重要来源,所以连铸的保护浇注至关重要。从夹杂物和脱氧的角度看,把铝含量控制在0.008%就足够了,钢水的纯净度也会变好。但是,很多钢种加铝的目的不单纯是为了脱氧,还有一个重要的作用就是细化晶粒,使钢变成本质细晶粒钢,在热处理的过程中,晶粒不至于过度长大,热处理后的组织更加均匀细小,能大幅度提高钢的综合力学性能。铝细化晶粒通过是凝固后温度降低的过程中析出的细小的AlN 阻碍晶粒长大完成的,当AlN 的数量小于某个值时,细化晶粒的效果就会变差[3]。
根据炼钢常用图表数据手册,要保证细化晶粒的最好效果,须使AlN 析出量大于0.009%,其中铝占2/3,即0.006%,氮占1/3,即0.003%。正常转炉加RH 真空精炼生产的钢,钢水中的[N]一般在(40~50)×10-6,电炉钢的[N]一般在80×10-6左右,为保证有比较可靠的细化晶粒效果,AlN的含量最好控制在0.012%以上,这样需要0.008%左右的铝,同时还要有0.002%~0.003%的铝用来与氧平衡,在连铸过程中大约还要有0.002%左右的铝被外界的氧氧化掉。从脱氧、夹杂物控制及细化晶粒的角度考虑,RH 精炼结束后的钢水熔炼成分铝含量的控制下限为0.012%,铝是比较容易氧化的元素,不容易控制,把铝控制在0.012%~0.018%是比较合理可行的工艺范围。当然这不包括渗碳钢,某些渗碳钢种,由于渗碳温度较高,可达930 ℃,时间又比较长,晶粒很容易长大,造成混晶。这类钢的[N]和[Al]需要更高的值,此处不做详细讨论。
4 结论
4.1 转炉终点碳氧积按[C][O]=0.002 5+[C]/100,同时考虑下渣的影响,计算的铝锭加入量与实际加入量的平均相对误差为1.24%。
4.2 转炉终点脱氧后的铝含量不能超过0.25%,在此含量处存在氧含量的极小值为1.58×10-6。
4.3 GCr15 生产过程中的最高温度点一定要控制好,这对轴承钢的氧含量有比较大的影响。
4.4 GCr15 熔炼成分的铝含量建议按0.012%~0.018%控制。