42CrMo钢热变形行为及热加工图研究
2024-01-06李赵阳王建梅吉宏斌毛泱博王震宇
李赵阳,王建梅,吉宏斌,毛泱博,王震宇
(太原科技大学 重型机械教育部工程研究中心,山西 太原 030024)
0 前言
随着重大装备向高质量、高效率和高可靠性方向发展,对轴承力学性能提出了更高的要求。通常,轴承钢为高碳轴承钢,而中碳轴承钢相较于高碳轴承钢不存在网状碳化物析出的问题,并且残余奥氏体组织可控制在较低范围,是超高速高精密滚动轴承的发展方向[1-2]。ECAP具有显著细化晶粒的特点,可以增加材料的力学性能[3]。但由于42CrMo钢的高强度特点,必须在高温下进行。因此,需确定最佳热挤压工艺参数,得到最优的热加工工艺区间。
热加工工艺通过不同温度和应变速率来实现对组织和性能的影响,进而影响轴承的服役性能和寿命。郭卜瑞等[4]研究了40Cr钢的热变形行为和热加工性能,给出了流动应力的预测模型和最佳的热加工工艺区。廉学魁等[5]通过构建GE1014钢的热加工图,得到了均匀且细小的完全动态再结晶组织。胡志强等[6]通过构建退火态42CrMo的热加工图,得到了最佳的热加工工艺参数。宋泽等[7]通过9Ni钢的热变形实验,得出其最优的加工工艺区间,为9Ni钢的控扎控冷工艺提供了参考。
因此本文通过42CrMo钢的热变形实验,分析工艺参数对流变曲线的影响,同时构建了其峰值应力下的本构方程,给出了流变应力的预测模型;确定42CrMo钢的最优热加工工艺范围,为ECAP高温挤压提供借鉴。
1 试验材料及方法
本文实验所采用的材料是42CrMo中碳钢,化学成分如表1所示。试样的获取方式为线切割,试样的大小为Φ10 mm×12 mm,变形量为60%,温度为1 123~1 223 K,应变速率为0.1~10 s-1,具体过程如图1所示。试样先是以10 K/s的速度升到变形所需要的温度,保温时间为120 s,目的在于消除热压缩试样内部的温度梯度,然后进行热压缩实验,结束后立即水冷。
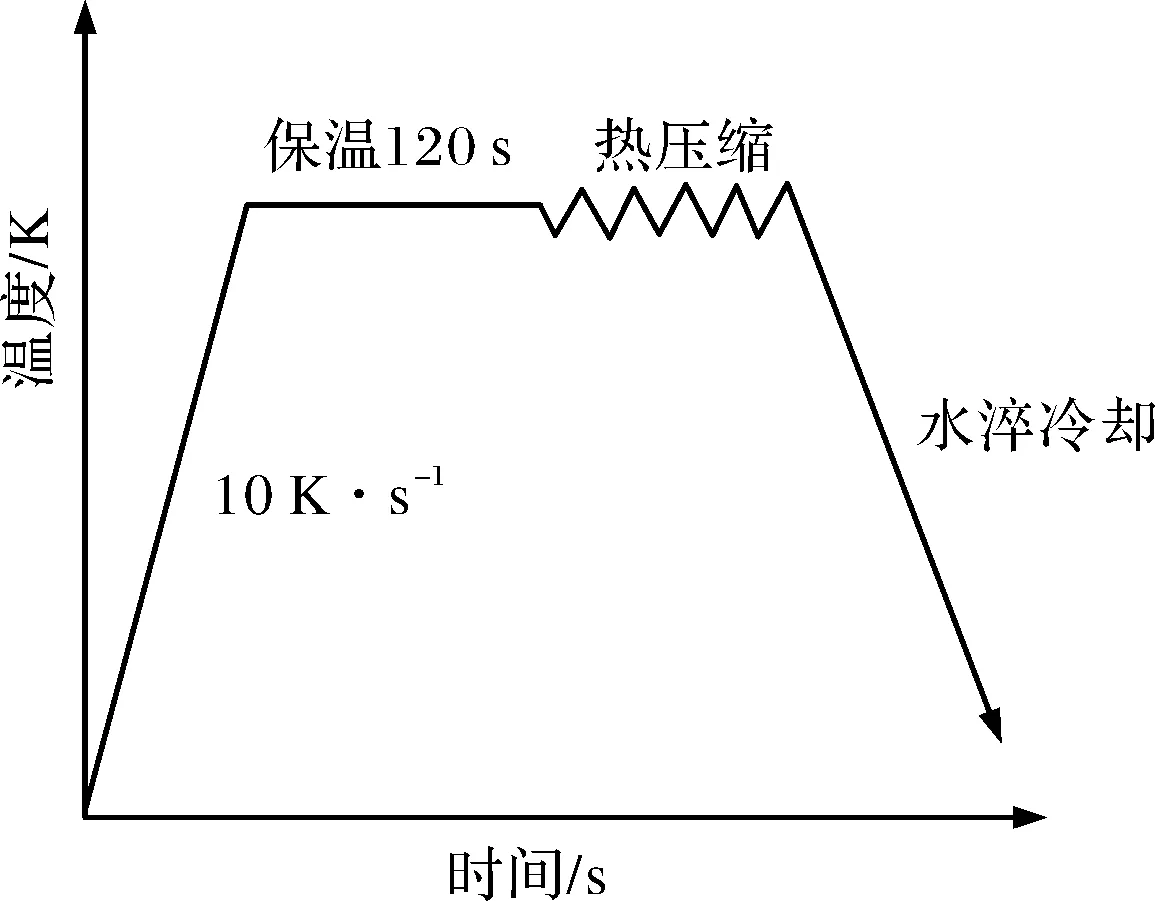
图1 42CrMo钢热压缩实验过程

表1 42CrMo钢各化学元素的质量分数
2 实验结果与分析
2.1 真应力-真应变曲线
42CrMo钢经过热压缩后的流变应力曲线如图2所示,各曲线在达到峰值应力之前具有相同的趋势。变形初期,随着应变的不断增加,变形抗力急速上升,即为加工硬化;在到达峰值应力之后,流变应力曲线呈现出两种不同的类型。实验工况为1 s-1、1 123~1 173 K和10 s-1、1 123~1 223 K的流变应力曲线为动态回复型曲线,到达一定的应变量之后,流变应力保持稳定。实验工况为0.1 s-1、1 123~1 223 K和实验工况1 s-1、1 223 K的流变应力曲线为动态再结晶型曲线,变形后期流变应力再次上升,说明了加工硬化再次占据主导地位。

图2 不同变形温度下的42CrMo钢流变应力
图3表示流变应力在不同的应变速率下随温度的变化。由图可知,在相同的应变速率下,流变应力有相同的趋势,均是随着变形温度的升高而降低;在相同的变形温度下,流变应力均是随着应变速率升高而上升。综合文献[8]可知,随着变形温度的不断升高,产生了新的滑移机制;伴随着温度的升高,还会消除在变形时存在的部分位错,导致动态回复发生,进而降低了应力;随着变形速率的不断提高,42CrMo钢发生变形的时间缩短,导致软化作用较弱,所以使得流变应力增加。

图3 不同应变速率下流变应力随温度的变化
2.2 42CrMo钢本构方程建立
(1)
(2)
(3)

(4)
对式(1)、式(2)取对数,得到:
(5)
(6)
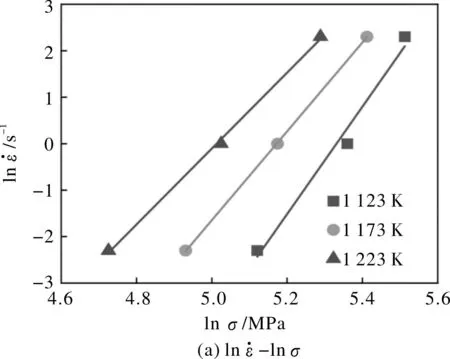
图4 和的关系曲线
将上面计算的α值带入式(3),并对式(3)的等式两边分别取对数得到式(7):
(7)
ln[sinh(ασ)]=C+D(1 000/T)
(8)
以ln[sinh(ασ)]-1 000/T为坐标做出图5(b),求得斜率平均值为5.704 87,得到峰值变形的热激活能Q=349.931 19 kJ/mol。
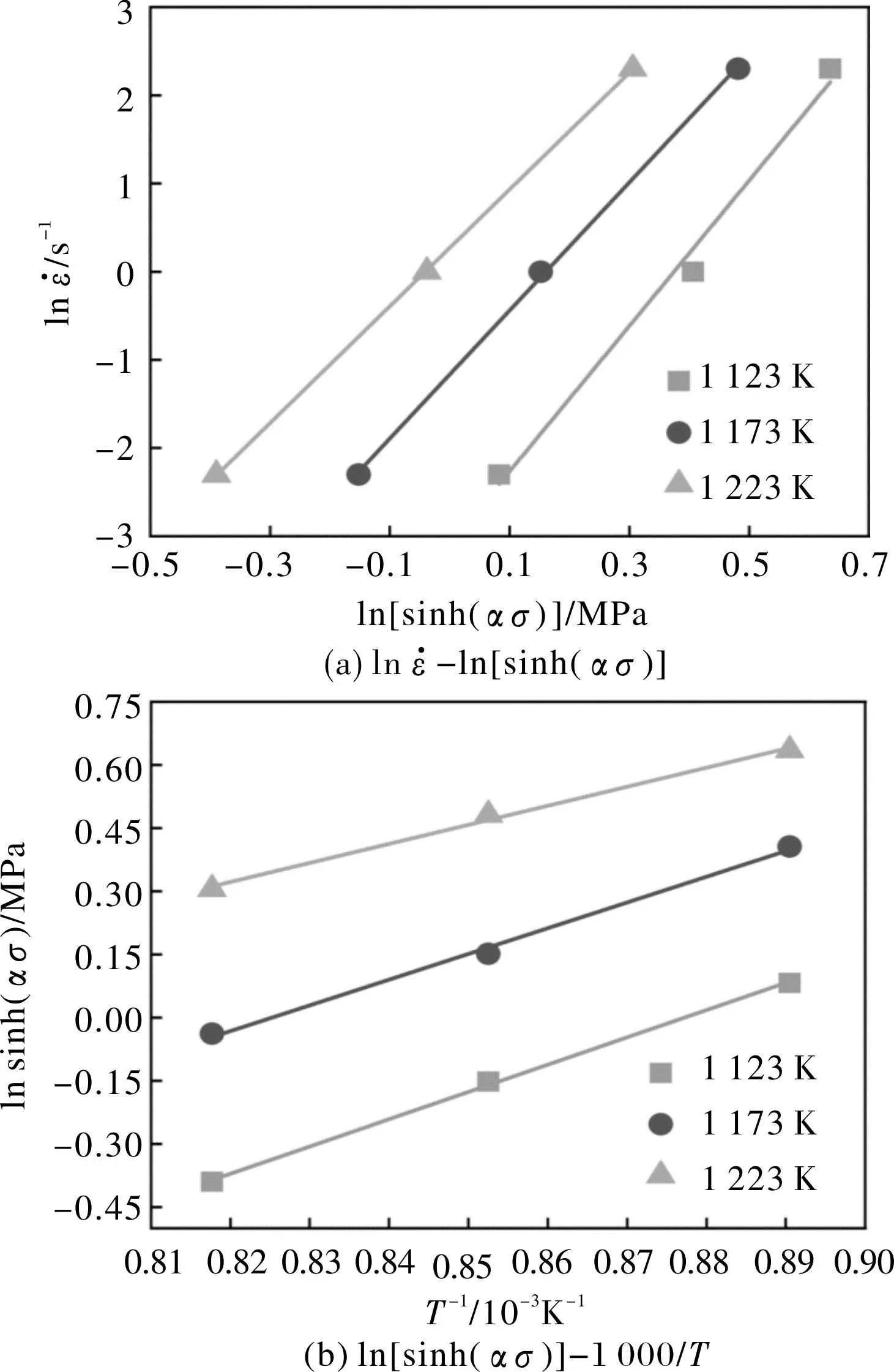
图5 和ln[sinh(ασ)]-1 000/T的关系曲线
对式(5)等式两边取对数得:
lnZ=lnA+nln[sinh(ασ)]
(9)
做出lnZ-ln[sinh(ασ)]的曲线图,见图6。经过线性回归分析之后,得到截距lnA=34.724 12,A=exp(34.724 12)。

图6 线性拟合曲线ln Z-ln[sinh(ασ)]
将上面得到得α、n、Q和A带入式(3)中,可得到42CrMo钢的本构方程为
exp(-3.499×105/(RT))
(10)
材料的各种常数在被确定之后,可以依据Z参数来预估给定应变下的流变应力:
(11)
因此,峰值应力和参数Z函数关系的本构关系为
[(Z/exp(34.724 12))2/7.377 8+1]0.5}
(12)
在热变形的整个过程中,应变对其他材料参数(α、n、Q和A)的影响显著[10]。现利用数学回归的方法原理[11],进行六次多项式拟合,得到带有ε的α(ε)、n(ε)、Q(ε)和A(ε),其拟合结果见图7,其六次多项式拟合方程如下:
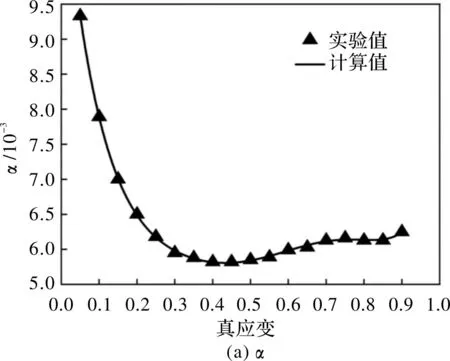
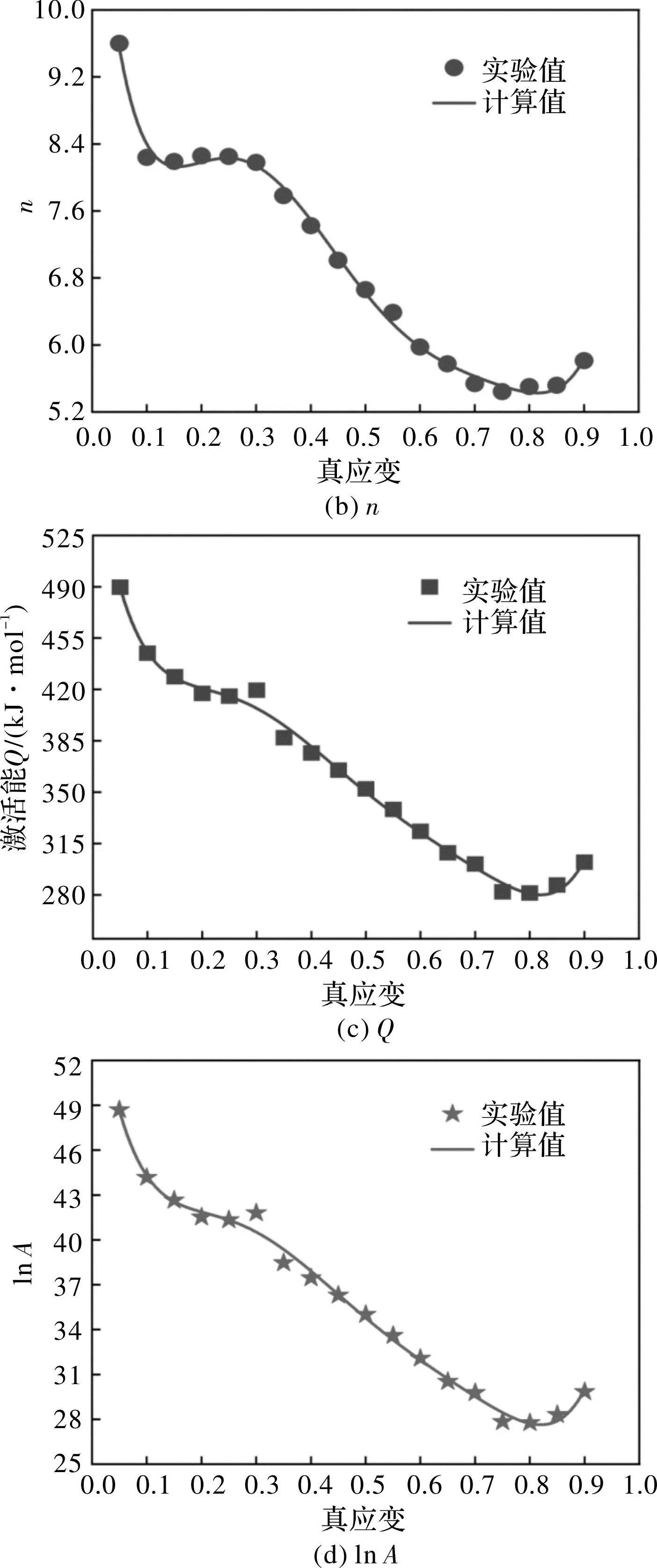
图7 应变和材料参数的多项式拟合
(13)
将α(ε)、n(ε)、Q(ε)和A(ε)带入式(11),得到含有Z参数的应变补偿方程:

(14)
现将各应变值带入式(14),间隔相同且均为0.05,通过计算得出各应变量的流变应力,并和实验获得数据相对比,对比结果如图8。
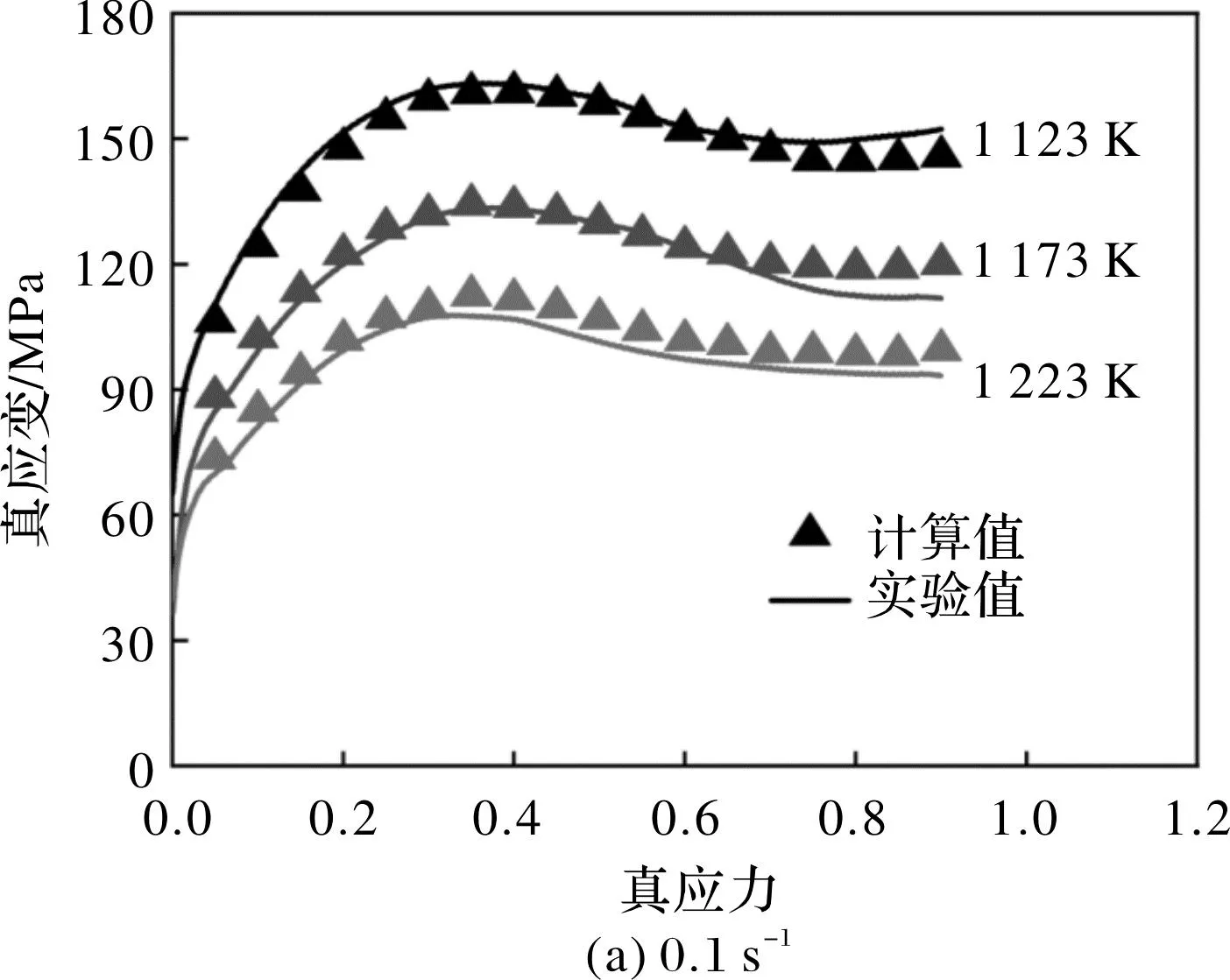
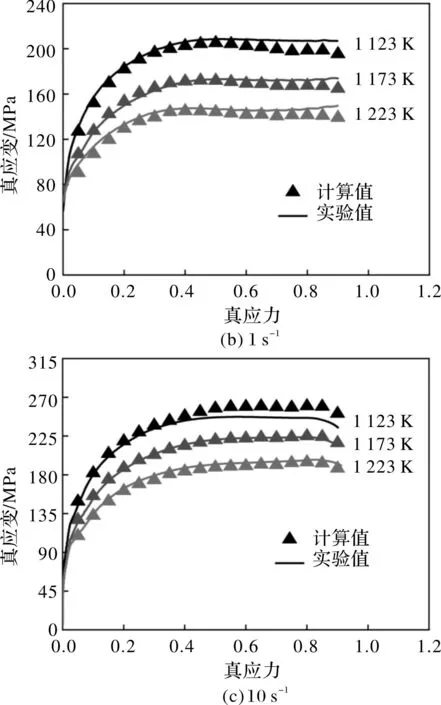
图8 计算值和实验值对比结果
采用平均绝对相对误差和相关系数(R2)进行精确评估[12-13],如图9所示。图9表明,预测值和实际值之间的相关性(R2=0.987)较高,并且通过对流变应力的计算得出了平均绝对相对误差2.68%,因此本文建立的模型能够较为准确地预测流变应力。由此,证明含有Z参数的模型可以较精确地描绘42CrMo钢的高温流变行为。
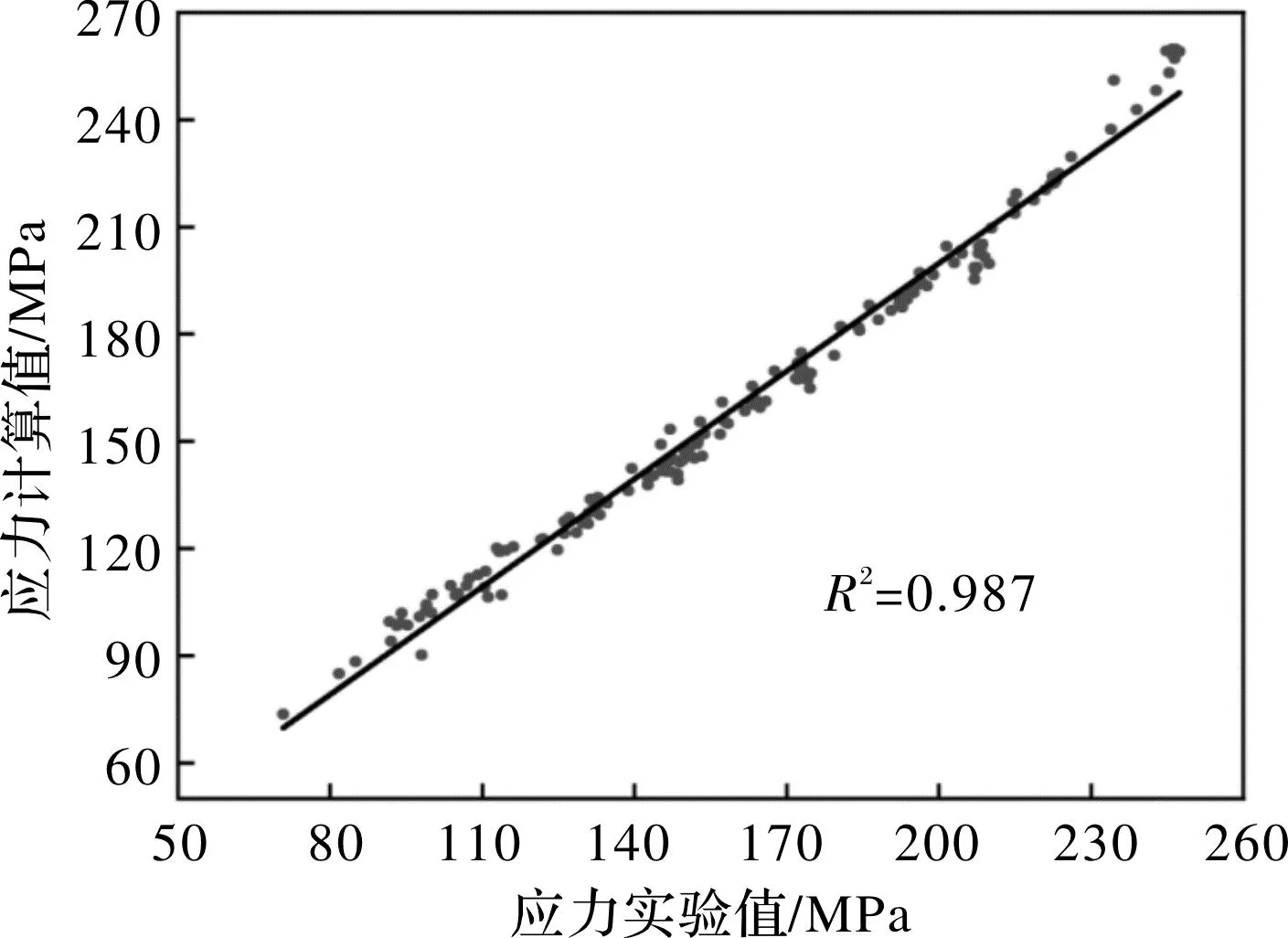
图9 计算流变应力和实验流变应力的相关性
2.3 热加工图构建
热加工图能够详细表达出不同热变形条件下材料的塑性变形能力,包括变形温度、变形速度和应变量。热加工图为了解材料塑性变形的安全区和危险区提供了重要的依据,可以更好地制定相关的加工工艺和控制金属材料的显微结构。根据DMM的理论,材料被视为非线性能量耗散体,其能量耗散P分由两部分组成:一部分是内部微观组织改变所耗散的能量J;一部分是材料发生塑性变形需要的耗散能,其表达式为[14]
(15)
应变速率敏感指数m的其表达式为[15]
(16)
通过应变速率m计算获得耗散率因子η,η和应变、应力、变形温度和速率有关,其表达式为[16]
(17)
一般情况下,选择耗散率因子η值较大的区域进行加工。但实际过程中,并不是η的值越大,合金钢的热加工性能就越好。η值较大的区域中,不利于加工性能的缺陷也有存在的可能。所以,指出热加工的失稳区域(如局部流动、楔形开裂、空洞行程等)是非常有必要的,本文采用的为prasad失稳判据[17],其表达式为
(18)
表2为42CrMo钢在真应变为0.6和0.8时的流变应力值。将其带入式(15)、式(16)、式(17)中,绘制42CrMo钢的热加工图,如图10所示。图中阴影的部分代表着热压缩过程中,42CrMo钢可能会出现流动失稳的区域。从图中可以看出,在整个变形的过程中,流变失稳的区域并不是确定的,它会伴随着变形程度的改变而发生变化[18]。应变为0.6时,失稳区范围是1 123~1 140 K、0.8~10 s-1,应变为0.8时,失稳区范围是1 123~1 160 K、0.4~10 s-1。η随温度的升高而上升,随应变速率的增加而降低;不同之处在于,0.8应变的功率耗散因子相较于0.6应变增加的更加均匀。
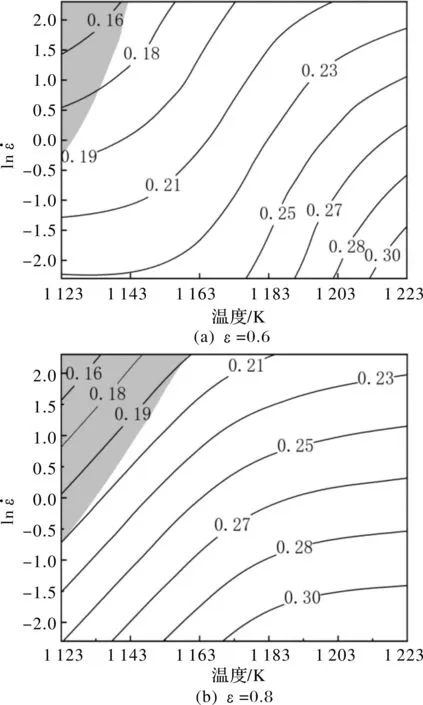
图10 42CrMo钢在不同应变下的热加工图
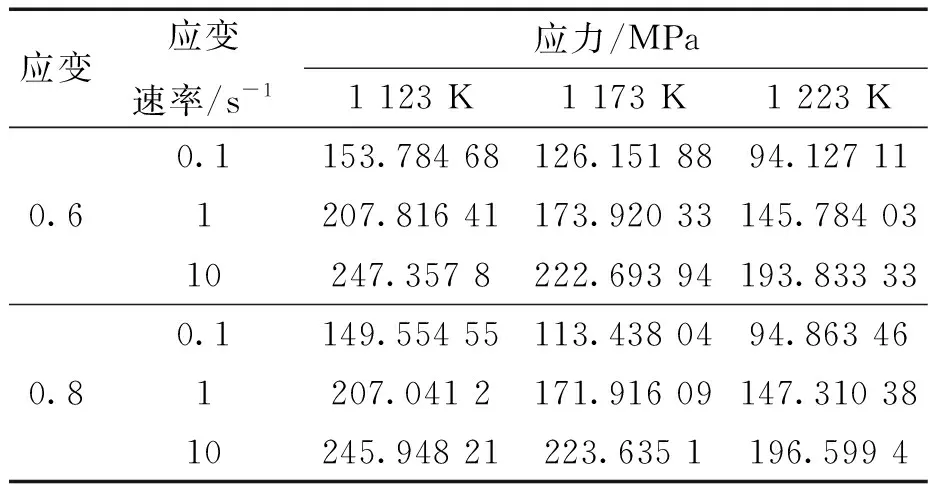
表2 不同实验参数的流变应力值
图中高耗散值集中在右下角位置,应变温度为1 140~1 223 K,速率为0.1~1.5 s-1,η的范围是0.27~0.30,动态回复和再结晶易发生[19],材料的热加工性能相对来说更好;图中的失稳区集中在左上区域,即低温高应变区,在这个区域内对材料进行加工,容易产生剪切等现象,材料性能不稳定。
3 结论
(1)从42CrMo钢的真应力-应变曲线可以得出:动态再结晶一般发生在高温低应变情况下;动态回复一般发生在低温高应变情况下。
(2)建立了42CrMo钢的本构方程,并对不同应变条件下的α、n、Q和A进行多项式拟合,获得带有参数ε的α(ε)、n(ε)、Q(ε)和A(ε),结果表明流变应力有着较高的预测精度。
(3)建立了中碳钢42CrMo在应变温度为1 123~1 223 K,应变速率为0.1~10 s-1下的热加工图,得到中碳钢42CrMo的最佳工艺参数范围:加工温度适宜控制在1 140~1 223 K范围内,应变速率宜控制在0.1~1.5 s-1范围内。