基于Matlab 对采煤机截割滚筒仿真优化及效果研究
2024-01-04杨丰骏
杨丰骏
(煤炭工业太原设计研究院集团有限公司, 山西 太原 030001)
0 引言
截割滚筒作为采煤机重要部件,其综合性能将会直接影响到采煤机的生产能力、生产能耗等诸多性能指标,所以为能够有效提高采煤机的综合生产效率,保障采煤机持续稳定运行,应对采煤机截割滚筒进行合理优化完善。据此,将采用Matlab 软件对采煤机截割滚筒进行仿真优化,进而获取针对性优化方案,旨在为后续采煤机截割滚筒综合性能改善提供支持。
1 优化设计概述
优化设计是指根据设计者的实际设计目标,基于最优化理论获取最优解的过程,即根据设计目标合理提出多种设计方案,并从中选择出综合水平最优方案的过程。通常情况下,优化设计一般分为三个步骤:第一,根据设计目标构建设计目标函数,此过程中所涉及的设计目标包括机械功能、机械强度等;第二,限制设计中的约束条件,即设计中机械的形态、尺寸等条件约束;第三,获取设计最优解,即在可以满足机械设备性能以及其他方面目标及约束要求的情况下,选择出一种经济性、使用寿命等方面性价比最高的一种设计方案。现阶段,优化设计常用方式为计算机仿真优化,可通过计算机技术对设备运行状态进行全面检测分析,快速获取优化设计结果[1-2]。
2 采煤机截割滚筒仿真模型构建
首先,通过UG 软件对采煤机截割滚筒进行三维几何模型构建,此过程中分别对滚筒及截齿进行分别构建,并以此为基础进行截割滚筒装配组合,构成截割滚筒组合模型。其次,将装配完成的三维几何模型导入到ANSYS 软件中,并在软件中生成截割滚筒实体模型和煤壁模型,其中煤壁模型无需通过UG 软件构建,可在ANSYS 软件中直接生成。最后,需要根据滚筒特征合理选用材料、单元类型[3]。其中材料选用RIGID 刚体材料,此种材料的密度、弹性模量、泊松比以及硬度(HRC)分别为7 800 kg/m3、4.6×1011Pa、0.3、80~90。单元类型则选用solid168 单元。基于以上参数进行网格单元划分及参数设置后,最终获取到滚筒截割煤壁有限元模型如图1 所示。

图1 滚筒截割煤壁有限元模型
3 基于Matlab 的采煤机截割滚筒仿真分析
通过ANSYS 软件对采煤机截割煤壁过程进行仿真模拟,进而获取到采煤机截割滚筒各截齿的受力特征值。为增强各截齿受力特征值分析效果,会将仿真模拟数据导入到Matlab 软件中,进而通过Matlab 软件来获取各截齿受力平均值,具体结果如图2 所示。
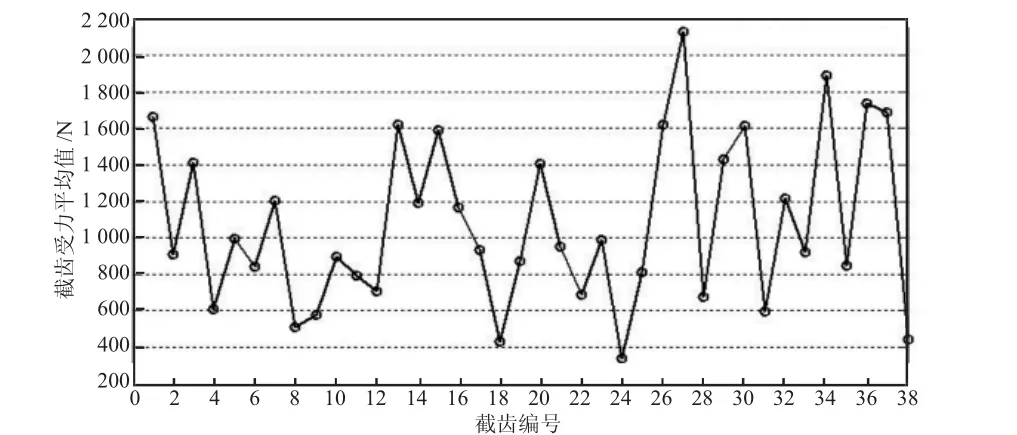
图2 截齿受力平均值
由图2 可知,在所有采煤机截割滚筒截齿中,27 号截齿的受力平均值最大,24 号截齿的受力平均值最小,受力最大值和受力最小值之间存在较大差异。说明采煤机截割滚筒各截齿之间的受力状态较不均匀,各截齿受力波动较大,极易导致在煤壁截割过程中产生受力较大截齿加速磨损甚至折断等情况[4]。此外,受力波动大也会导致采煤机滚筒在截割煤壁过程中出现剧烈振动,应力在传递到采煤机上后会导致采煤机结构整体使用寿命受到严重影响,所以必须要对采煤机截割滚筒进行综合优化设计。
如图3 所示,采煤机截割滚筒截割煤壁时X 方向上和Y 方向上所受到的外力最大值分别为6286.5N、3007.8 N;如图4 所示,煤机截割滚筒截割煤壁时Z方向上和合力方面所受到的外力最大值分别为4038.2 N、6 330.1 N。由此可见,在采煤机截割滚筒截割煤壁过程中,不同方向上所承受的应力值也不尽相同,其中X 方向上所承受的应力值最大,Y 方向所承受的应力值较小。此种情况会导致滚筒在截割煤壁时出现极为距离的波动载荷,为滚筒带来剧烈冲击,严重影响滚筒的综合截割性能和使用寿命,不利于保障采煤机的使用寿命和工作效率[5]。

图3 采煤机截割滚筒截割煤壁时X、Y 方向上受到的外力

图4 采煤机截割滚筒截割煤壁时Z 方向上受到的外力及合外力
4 采煤机截割滚筒优化效果分析及工程应用
4.1 采煤机截割滚筒优化及效果分析
为提高采煤机截割滚筒优化设计效果,研究中会采用Matlab 软件的优化工具箱构建数学模型,进而获取到采煤机截割滚筒的优化参数,具体参数包括平均截线距、螺旋升角、平均截距三种,分别从26.6 mm优化到30 mm,19°优化到19.8°,237 mm 优化到249 mm。为能够进一步验证优化方案的有效性,研究中会对优化后方案所对应的采煤机截割滚筒截齿受力平均值进行仿真分析,并将分析结果与优化前结果进行匹配对比,具体对比结果如图5 所示。
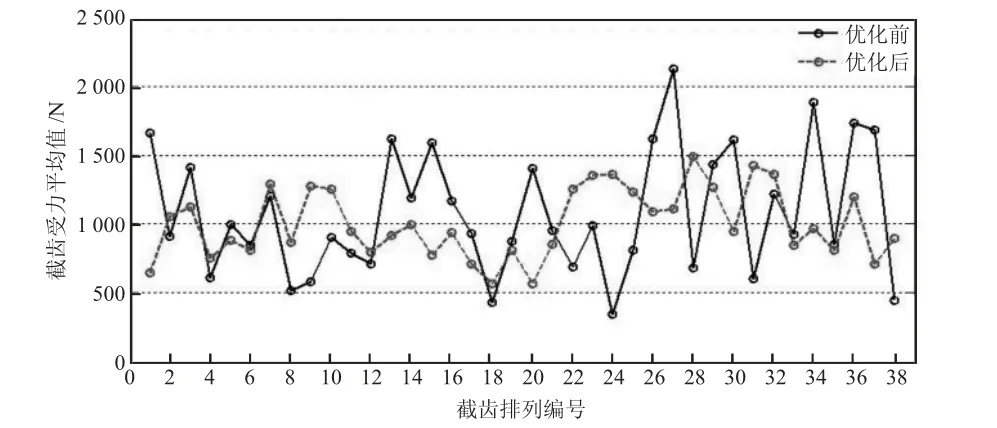
图5 采煤机截割滚筒优化前后受力平均值对比
如图5 所示,相对于优化前的截割滚筒各截齿受力情况来看,优化后截割滚筒各截齿受力状态得到明显改善,说明采煤机截割滚筒各截齿受力性能得到持续改善。
此外,研究中还会采用LS-Prepost 软件获取采煤机滚筒截割煤壁过程中所产生的三向力和合外力情况。根据分析结果可知,截割滚筒在X 方向上的牵引阻力均值从优化前的291.04 N 下降到260.61 N,实际波动系数从优化前的1.84 下降至1.68,实际降低幅度为8.70%;截割滚筒在Y 方向上的牵引阻力均值从优化前的282.89 N 上升至291.61 N,实际波动系数从优化前的1.31 下降至1.17,实际降低幅度为10.68%;截割滚筒在Z 方向上的牵引阻力均值从优化前的9.33 N 增长到16.21 N,虽然在Z 方向上的牵引阻力均值得到大幅度增长,但考虑到Z 方向上的实际牵引阻力均值相对较小,所以对滚筒正常运行不会造成过多影响。同时,实际波动系数从优化前的35.25 下降至26.93,实际降低幅度为23.60%;截割滚筒所承受的合力均值从优化前的622.35 N 上升至571.78 N,实际下降幅度为11.79%。总体来说,相对于优化前来说,优化后的采煤机截割滚筒受力情况更为科学合理,并且载荷波动问题也得到了一定治理,更有利于保障滚筒的使用寿命和工作性能。
4.2 优化方案工程应用
通过仿真分析虽然初步验证优化方案的有效性,但为能够进一步保障应用成效,实际研究中还会开展工程应用分析。具体分析过程中会根据优化方案制作出采煤机截割滚筒实物,并将其应用于煤矿生产实际,以煤矿生产中复杂的工作环境来验证优化方案的有效性。通过工程应用分析情况来看,优化后的方案应用成效与仿真分析应用成效基本保持一致,其一方面说明仿真分析验证的有效性,另一方面也一定程度上验证本文所提出优化方案的科学合理性。总体来说,相较于现有采煤机截割滚筒来说,本文所提出的采煤机截割滚筒优化方案更具实用性,所以值得在后续采煤机截割滚筒优化中进行参考应用。
5 结语
本文将ANSYS 有限元分析法与Matlab 优化设计相结合,并通过融合后的方法对采煤机截割滚筒进行仿真优化,提出一种采煤机截割滚筒优化方案,进而通过仿真分析和工程应用分析两种分析方式验证此游玩方案的有效性。总体来说,相对于现有采煤机截割滚筒来说,优化后的采煤机截割滚筒可有效保障受力性能以及滚筒载荷波动情况,避免截割滚筒在应用中出现因截齿受力不均而导致的截齿磨损速度过快、截齿断裂、滚筒剧烈振动、采煤机使用寿命缩短等问题,进而综合提高采煤机综合性能,保障煤矿开采综合效率。因此值得在后续采煤机截割滚筒结构优化中进行参考应用。