影响偏光片清扫机清扫效果因素分析
2024-01-03石鹏飞王荣鑫胡文平宋俊耀马瑞雪
石鹏飞,王荣鑫,贾 健,胡文平,宋俊耀,马瑞雪
(中电科风华信息装备股份有限公司,山西 太原 030024)
0 引言
清扫机是偏光片生产工艺环节必不可少的工艺设备,主要用于对偏光片表面异物、脏污等的清洁[1],有的工艺段甚至在上、下料处均配备了清扫机。针对要清洁偏光片产线宽幅的不同,清扫机规格主要有2 500 mm宽幅的卷材清扫机、1 400 mm宽幅的卷材清扫机以及定制化的片材清扫机。定制化的清扫机清扫宽幅一般在1 400 mm以下,主要对裁切成片状的偏光片进行清洁[2]。
本文首先介绍了清扫机的核心机构,分析了各关键零部件的作用;其次,列举了可能影响清洁效果的一些因素,并设计了对应的验证方法;再根据上述设计的验证方法开展各项实验并记录实验数据进行对比分析;最后依据实验结果改进了清扫机的清洁工艺参数,并得到了量产数据和验证。
1 清扫机核心机构影响因素
偏光片加工工艺过程中,不可避免地会沾染一些糊污、灰尘,甚至有些裁切不良会产生轻微的边缘、角部的剥离[3],如图1所示。清扫机主要依靠上、下两根清扫辊通过挤压传送将这些糊污灰尘清洁掉,但是辊的挤压既要保证良好的清洁效果,又不能损伤偏光片。
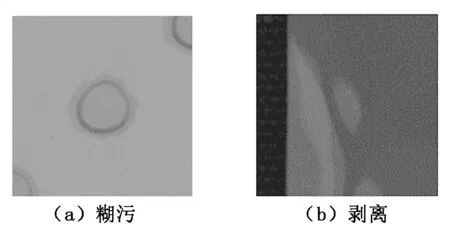
图1 糊污和剥离
清扫机的核心机构如图2所示,由上清扫气缸1、上转写纸辊2、上清扫辊3、下清扫辊4、下转写纸辊5、间隙调节机构6、活动联轴器7、下清扫气缸8组成。活动联轴器联接电机主轴带动下清扫辊转动,下清扫辊通过齿轮带动上清扫辊反向转动。间隙调节机构通过螺母调节上、下清扫辊之间的间隙,原则上在保证偏光片正常通过的情况下间隙越小越好。清洁时,上、下转写纸辊由各自清扫气缸带动,紧紧压在各自的清扫辊上,通过活动联轴器带动清扫辊转动,将偏光片从一侧卷入另一侧完成清洁。此时清洁辊上已经沾有了偏光片上的糊污灰尘,通过转动将糊污灰尘转写到转写纸辊上,清洁辊完成了对偏光片的清洁,转写辊完成了对清洁辊的清洁,持续工作约2 h后,手工将转写纸辊撕下一圈即可。通过清扫机对偏光片清扫完整过程的描述,可以发现可能影响清扫效果的因素有很多,下面一一进行分析。
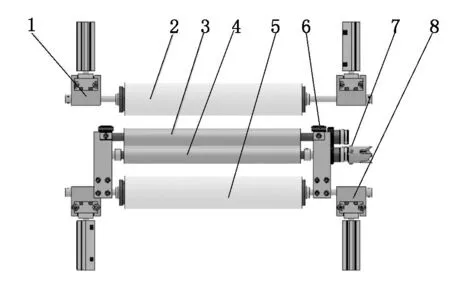
1-上清扫气缸;2-上转写纸辊;3-上清扫辊;4-下清扫辊;5-下转写纸辊;6-间隙调节机构;7-活动联轴器;8-下清扫气缸
1.1 清扫辊转动速度
一般来说,清扫辊转动速度越慢,清扫效果越好,速度较快容易损伤产品。但是转动速度并不受清扫机设计的影响,主要受整体产线生产效率的管控。整体产线效率要求清扫机转速稳定在一个合理的区间,清扫机设计时必须考虑并标定这个速度。
1.2 清扫压力
清扫压力指的是上、下清扫气缸的压力,即上、下清扫气缸通过转写纸辊对各自清扫辊施加的压力,最终挤压在偏光片上。由于清扫辊和偏光片表面直接接触,压力的大小直接影响清扫效果。
1.3 上、下清扫辊间隙
通过图2间隙调节机构6中的旋钮螺母可以调节上、下清扫辊的间隙,如果间隙达到肉眼可见明显缝隙,偏光片都接触不到清扫辊,清扫效果肯定不佳。因此,合理的间隙也是达到良好清扫效果的保证。
1.4 清扫辊材质及表面硬度
一般来说,清扫辊均为辊芯为金属的聚氨酯包胶辊,该技术早期一直受韩国垄断,价格昂贵,近些年来国内很多厂家已经攻克了表面硬度的技术难点,国产完全替代了进口。表面硬度的大小会影响偏光片在上、下辊间的通过性,可能造成偏光片的损伤,最终影响清洁效果。
1.5 清扫辊的辊径
清扫辊的直径不会直接影响清扫效果,但不合理的辊径会造成偏光片的损伤。由于偏光片存在翘曲,长边尺寸7%以内的翘曲是允许存在的,但翘曲的偏光片是否可以通过清扫辊间隙,这就与辊径大小有关了。
1.6 人为因素
清扫辊表面不洁净,转写纸辊未能及时撕掉,不仅会造成清扫效果不佳,严重时会造成偏光片批量损伤。操作人员经过长期教育、培训后会熟练掌握各项工艺过程,可以将影响降到最低。
根据以上影响清扫效果因素设计了一些实验并进行详细的分析。清扫效果的影响主要体现在经过清扫机后偏光片的剥离率及表面脏污的去除率,实验验证结果均以这两个指标进行考量。
2 影响因素详细测试
2.1 清扫辊
在生产中发现,有些偏光片往往卷入清扫机内部。产品卷入后不仅会造成这一片的损失,更严重的是造成这一批次清扫不良。经过调查发现,清扫辊本身材质及表面硬度问题是造成偏光片卷入清扫机内部的根本原因。经过与国内某清扫辊制造企业的长期合作,对比韩国进口品牌分析验证,最终设计制造了满足需求的清扫辊,辊径为Φ30 mm,铝制辊芯,包浆聚氨酯,表面硬度为(40±3) HSA,清扫辊结构如图3所示。
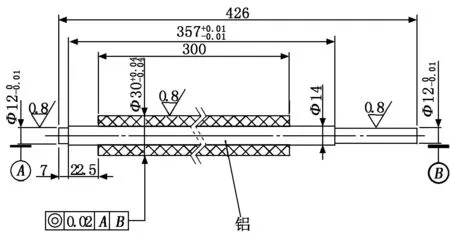
图3 清扫辊
2.2 清扫辊速度
首先对清扫辊各运动轴的速度进行稳定性测试。清扫辊及各传送辊的位置关系如图4所示。图4中,r1、r2、r5、r6表示清扫辊,r3表示上游传送辊,r4表示承接辊,r8表示下游传送辊,r7表示承接辊。图4中为区别各辊,各辊直径大小不等,实际产线中各辊直径完全相同。箭头表示速度方向,中间扁平矩形块代表偏光片经过各传送辊沿箭头方向从上游向下游传送。设计清扫辊转速为45 m/min,使用速度计测试各轴的线速度,共测试10组数据,每组取样时间不定,用于查看清扫辊速度是否长期稳定,表1为速度测试结果。
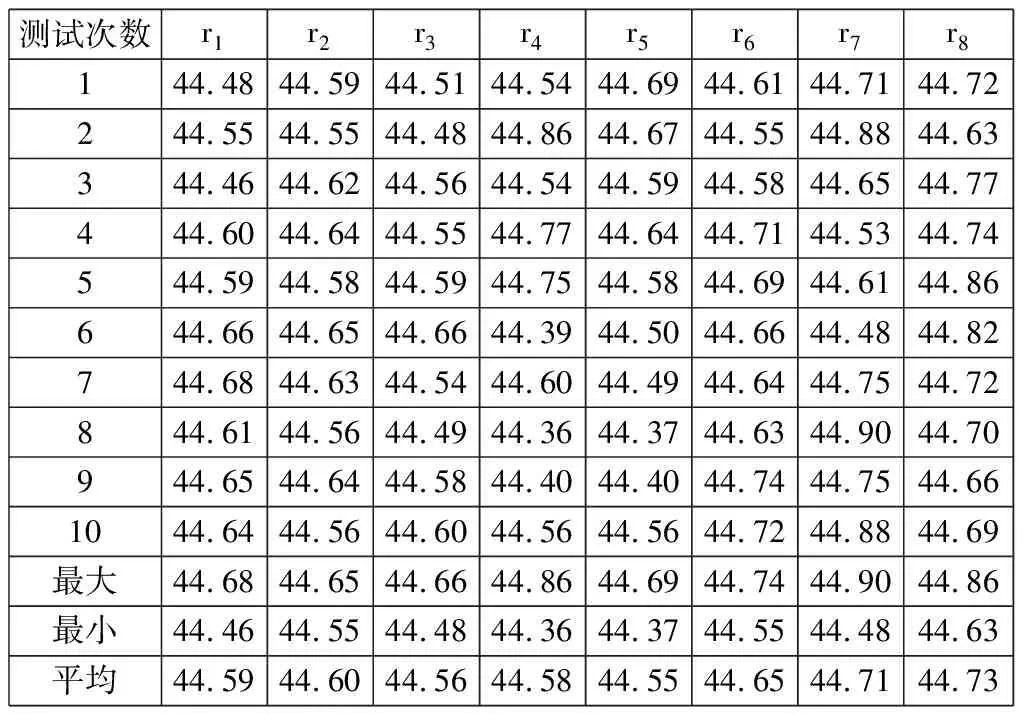
表1 清扫辊及各传动辊速度测试结果 m/min
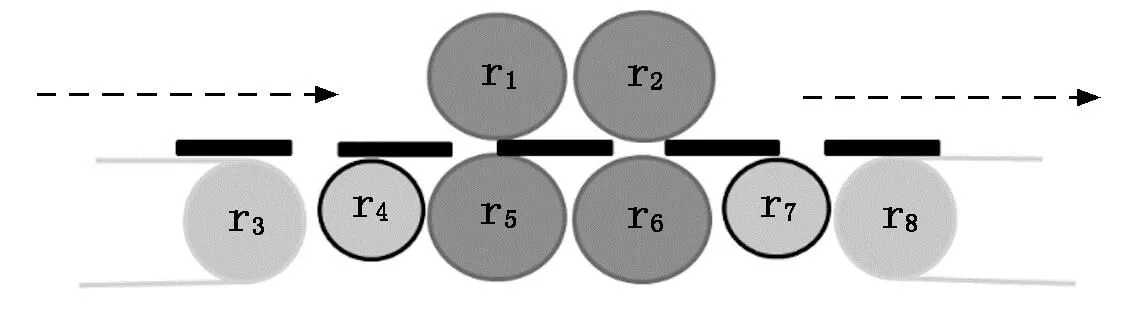
图4 各辊位置关系
从表1中可以看出,所有速度数据略小于设定速度45 m/min,这是由于传动效率的影响,属于正常情况。所有速度数据基本稳定,说明该清扫辊传送速度稳定,不会造成大的速度波动,可以平稳传送偏光片。
其次,考虑传动速度对清扫效果的影响。产线要求传送速度保证在600 mm/s(约为36 m/min)以上,测试时依次选择速度35 m/min、45 m/min、60 m/min、70 m/min,考察不同传动速度下清扫机清扫后偏光片剥离尺寸及去污率。人为制造一些脏污,并用记号标记,待清扫完成后,观察标记处脏污是否去除,并统计去污率即可。为体现广泛性,特选用3个批次的偏光片,每个批次1 000枚进行验证,验证结果见表2。

表2 不同传动速度下清扫效果
从表2可以清晰看出,随着传动速度的增大,剥离尺寸逐渐增大,虽然在速度35 m/min下,有较低的剥离尺寸,但其效率不足,故舍弃这一参数。而无论速度取多少,清扫效果非常完美,完全能够将人工标记的脏污全部清除,因此速度选择45 m/min。
2.3 清扫辊间隙
考虑上、下清扫辊间隙对清扫效果的影响,设计如下验证实验:首先设定速度为45 m/min,依次在0间隙、1枚厚度间隙、3枚厚度间隙、10枚厚度间隙下进行清扫效果测试。1枚厚度间隙即恰好1枚偏光片能够正常通过并完全接触,10枚厚度间隙表示偏光片上表面和清扫辊完全不接触。同样选择3个批次偏光片,表3为不同辊间隙下清扫效果。

表3 不同辊间隙下清扫效果
从表3可以看出,间隙大小似乎对剥离尺寸的影响不是很大,间隙很大(上辊不接触偏光片)时仍然会造成剥离,间隙小时剥离没有明显减弱。但不接触会影响清扫效果,在3枚厚度间隙时,已经有部分脏污无法去除了。综合考虑选择1枚厚度间隙。
2.4 压力调节
上、下清扫辊通过气缸控制其动作,故气缸的压力会在一定程度上影响清扫效果。气缸压力调节主要依靠减压阀,一般的减压阀刻度为0~0.6 MPa,可粗略调节压力大小。在前期测试时发现,气缸压力在0.2 MPa左右时,清扫效果最佳,因此更换精密减压阀,刻度为0~0.2 MPa,对气缸压力进行精密调节,最终得到上清扫气缸压力0.11 MPa、下清扫气缸压力0.15 MPa(克服重力)时清扫效果最佳。
2.5 量产数据
取得上述验证工艺参数后,对企业内所有清扫机进行参数调整。调整前,工艺参数未统一,设备清扫效果数据极不稳定。调整后,所有清扫机去污率达到99.95%以上,剥离率在0.5%以下,考虑对剥离程度的控制(0.1 mm以下的剥离可看做是合格品),实际剥离率达到了0.1%以下。但仍然可以看到存在着清扫造成的机损,这是由于接触式清扫造成了不可避免的损失,应当予以理解。
3 结论
调整工艺参数后,清扫机稳定运行,达到了去污率99.95%以上,剥离率在0.1%以下的清扫效果,提升了企业生产效率,降低了企业损失。考虑到接触清扫工艺的机损现象,后续可以考虑采用风机吸附方式,设计非接触清扫,理论上可以将剥离等现象完全消除。