双机架平整兼二次冷轧机组宽展预报的研究
2024-01-03宋志明郭晓萌
夏 铮,宋志明,郭晓萌,2,张 诚,2,张 冀
(1.河钢集团 衡水板业有限公司,河北 衡水 053000;2.河北省钢基金属包装材料技术创新中心,河北 衡水 053000;3.燕山大学 国家冷轧板带装备及工艺工程技术研究中心,河北 秦皇岛 066004)
0 引言
随着钢材市场需求量的逐年提升,钢材的质量和精度标准被不断刷新和提高,这对国内各大钢铁企业提出了更高的要求[1]。带钢作为钢材产品的重要成员,在航空航天、电子设备以及家用电器等领域中承担着众多角色,因此国内各大钢铁企业对于带钢的质量尤为重视[2,3]。在带钢生产过程中,带钢宽度作为带钢质量和尺寸精度的重要角色,往往被现场操作员和众多科研学者认为是必不可少的控制环节[4,5]。程书鹏[6]对现有的冷轧薄带的宽展计算模型进行了系统的分析,以SUS304奥氏体不锈钢为研究对象,对比分析了各个宽展量计算公式的计算结果,并通过实验分析和ABAQUS有限元模拟软件模拟推导出了适合于冷轧薄带的宽展计算模型。徐信等[7]针对S350GD结构钢轧后宽展量太大的问题,分析了冷轧宽展产生的机理并提出了改善润滑性能、调整轧辊直径和调整张力设定等解决方案。以往学者和专家的研究为带钢宽展量的计算奠定了理论基础,但二次冷轧工序作为薄带钢生产的后段工艺,对带钢宽度的控制起到决定性作用,相关理论内容的研究并不完善,本文针对此问题展开研究。
1 双机架平整兼二次冷轧机组简介
国内某双机架1250平整兼二次冷轧机组既拥有双机架平整轧制模式,也可以实现一机架大压下量的二次冷轧模式。双机架平整兼二次冷轧机组具有两种工作模式可以满足更多规格的带钢生产,在平整轧制模式下第一机架与第二机架工作辊尺寸为Φ480/Φ430×1 250 mm,而在二次冷轧模式下第一机架工作辊尺寸为Φ370/Φ330×1 250 mm。在二次冷轧模式下,由于工作辊辊径的减小可以轧制更薄的带钢即实现更大的压下率;在平整轧制模式下工作辊直径较大,有效地提升了轧制过程中工作辊的横向刚度,对于带钢延伸率横向均匀分布的实现具有积极影响。
2 宽展量预报模型
2.1 二次冷轧轧制力计算模型
针对国内某双机架平整兼二次冷轧机组而言,轧制力的计算公式不同于冷轧计算公式。由于其二次冷轧过程中摩擦力的存在,故而导致轧制过程中出现金属流动阻力,进而引起带钢无法进行横向金属流动,最终影响带钢宽展量的预报。显然轧制力越大摩擦力越大,两者之间存在必然的影响关系,因此二次冷轧宽展量计算的关键首先是轧制力的计算。以此轧制特性为基础可以确定应采用如下的二次冷轧轧制力计算公式[8]:
Pi=wσiLi.
(1)
其中:Pi为第i机架轧制力;w为带钢宽度;σi为第i机架变形抗力;Li为第i机架轧制变形区长度。
变形抗力是抵抗轧制过程中带钢变形的能力,与轧制工艺和带钢本身的物理性质有关,此外还应当考虑机组实际生产过程中的影响,故而使用修正系数,如式(2)所示:
(2)
其中:σs为带钢屈服强度;σ1i为第i机架前张力;σ2i为第i机架后张力;k1为根据现场实际工况确定的屈服强度修正系数。
二次冷轧的轧制变形区计算过程同样应结合机组实际生产,应当添加修正系数,如式(3)所示:
(3)
其中:μi为第i机架摩擦因数;Ri为第i机架工作辊半径;εi为第i机架压下率;Hi为第i机架带钢入口厚度;k2为根据现场实际工况确定的变形区长度修正系数。
对于变形区长度修正系数k2而言,一般情况下不同机组的偏差较大,因此应当对k2进行修正,在实际的模型应用过程中,k2应当设定为一个初始值k′2,在此基础之上针对现场的实际产品检测数值进行修正,修正步长为Δk。
2.2 二次冷轧宽展量预报
结合现场生产实际不难得知,公式(3)中的摩擦因数是无法直接监测得到的,而其他数据可以根据工艺设定和机组监测得到,因此需要使用简单的反算来确定轧制过程中各机架的摩擦因数。
通过上述的数据收集可以确定宽展的计算流程,如式(4)所示:
Δbi=cbicσi[0.5+0.48εi(1-εi)]·
(4)
其中:Δbi为第i机架宽展量;cbi、cσi分别为第i机架带钢宽度及后张力对宽展量的影响系数;hi为第i机架带钢出口厚度;Δhi为第i机架绝对压下量,Δhi=Hi-hi。
式(4)中包括带钢的宽度和轧制后张力对宽展量的影响,其中后张力对于宽展量而言显然是具有削弱的影响,而带钢宽度越大宽展量越大,因此这两个影响因素的考虑对于宽展量预报必不可少。除此之外,带钢压下率、带钢入口厚度、带钢出口厚度、工作辊半径以及摩擦因数均对带钢宽展量产生影响。
带钢宽度是影响轧制过程中宽展量的重要因素,根据以往的实际生产经验不难得知,带钢宽度对宽展量具有增大的影响趋势,带钢宽度对轧制宽展量的计算影响系数如式(5)所示:
(5)

后张力的作用方向与轧制方向相反,对轧制过程中的带钢施加拉应力的作用,因此对带钢宽展量具有减小的影响趋势,故第i机架后张力对轧制宽展量的计算影响系数如下:
(6)
综上所述,通过轧制过程中各个机架宽展量的计算,总的带钢宽展量Δb计算如下:
Δb=Δb1+Δb2.
(7)
3 现场实际应用
通过预报模型并结合现场实际生产数据计算各机架的宽展量,最终给出二次冷轧轧制过程总的带钢宽展量,其计算流程如图1所示。
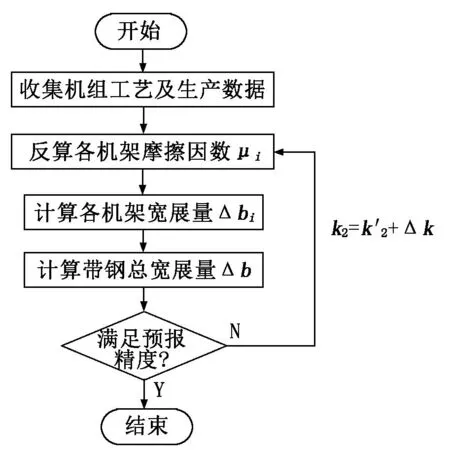
图1 二次冷轧宽展量预报流程图
为了验证带钢宽展量预报模型的准确性,特将本文宽展量预报模型应用于国内某双机架平整兼二次冷轧机组。模型的应用有效地验证了其准确性,并在很大程度上提升了机组成品带钢宽度预报精度。机组的宽度预报准确率判定方法为:二次冷轧轧制后的带钢实际测量宽度与预报宽度之差小于客户要求最低标准。
选取机组实际生产中的典型钢种DR8与DR9,其尺寸规格为典型的来料厚度0.23 mm、带钢宽度960 mm、成品厚度0.2 mm;工艺参数为轧制速度680 m/min、轧制力2 580 kN、前张力150 MPa、后张力176 MPa。跟踪上述规格钢种实际生产过程中宽度预报准确率,如图2所示。2022年7月份之前为模型未应用月份,8月份之后为模型应用月份。
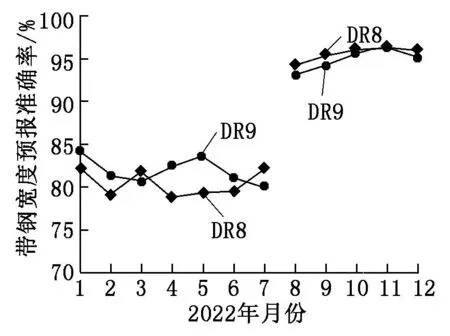
图2 模型应用前后宽度预报准确率对比
4 结论
通过应用机组生产现场的实际生产数据,充分将宽展量预报模型应用于双机架平整兼二次冷轧机组,追溯其历史生产数据并结合模型应用后的数据表明:宽展量预报模型的应用明显地提升了机组宽度预报的准确率,改善了机组成品带钢的质量,同时验证了模型的有效性。