基于磁弱强化植入纳米润滑砂轮磨削装置设计*
2024-01-03曹勇斌曾振豪
曹勇斌,谢 攀,曾振豪,阳 清
(1.湖南理工学院南湖学院 机械与电子工程系,湖南 岳阳 414006;2.湖南理工学院 机械工程学院,湖南 岳阳 414006)
0 引言
磨削加工是获得高精度和高表面质量工件的重要方法,广泛应用于精密零件加工[1,2]。传统磨削砂轮由于磨粒排布紧凑导致容屑空间小,极易形成磨屑粘附,降低砂轮的磨削性能。同时,在加工过程中,由于砂轮圆周表面会进行材料的磨除,因此会消耗较大一部分能量。
纳米颗粒的独特性能赋予其具有极好的导热性,在体积含量相同条件下,纳米级颗粒的表面积和热容量要远大于毫米级或微米级的固体颗粒。在磨削加工中,纳米颗粒的添加使磨削液的热交换性能得到提升,纳米颗粒起到了强化换热、降低磨削区温度的作用。张晓红等[3]发明了基于冲击波空化效应的纳米层润滑金刚石砂轮磨削装置的制作方法,其原理是利用冲击波冲击装置冲击纳米颗粒打在砂轮表面使其形成具有润滑冷却作用的纳米层,在一定程度上解决了砂轮表面形成稳定纳米层的问题。但该方法仍存在以下问题:对于砂轮表面的气障层没有明显的双冲击波波源大小的控制标准,没有解决已经嵌入砂轮表面的纳米层如何在磨削区域内及时释放的问题,仍有大量的热量堆积,对于砂轮磨削过程中出现的复杂工况并没有及时的响应。
本文针对上述问题,以磁弱强化的方式将纳米材料润滑冲击植入砂轮磨削装置内,该装置使用便捷,不仅大幅增强了润滑冷却效果,而且符合绿色发展理念,既解决了砂轮表面纳米层在未到达磨削区域的过程中发生脱落、砂轮磨削加工过程中受气障层影响磨削液难以进入磨削核心区域的问题,同时解决了所包含的纳米颗粒在磨削区内部不能即时响应润滑的难题[4]。
1 磨削装置总体结构设计
本装置包括控制模块、激光导光模块、加速模块和励磁模块四个模块,其结构示意图如图1所示。
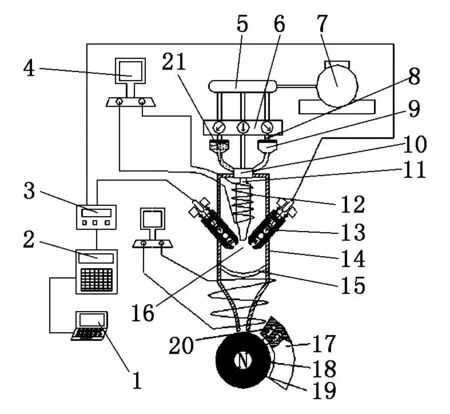
1-工业控制器;2-数字控制器;3-激光控制器;4-电磁线圈电源单元;5-控制储气罐;6-压力控制器;7-空气压缩机;8-导气管;9-送粉装置;10-纳米颗粒输入端口;11-小型拉尔法管;12-电磁线圈;13-激光冲击强化装置;14-大型拉尔法管;15-聚波过滤网膜;16-团聚纳米颗粒扩散区域;17-励磁辅助装置;18-导磁杆;19-金刚石砂轮;20-永磁铁;21-磁性纳米颗粒
1.1 控制模块
控制模块主要包括工业控制器1、数字控制器2、激光控制器3、电磁线圈电源单元4、压力控制器6等,其中数字控制器2上端与激光控制器3相连,下端与电脑工业控制器1相连。
1.2 激光导光模块结构设计
图1中的激光强化冲击装置13即为激光导光模块。激光强化冲击装置原理示意图如图2所示,主要包括光学调节单元1309、高频高功率脉冲激光单元1301、光斑调节单元1310以及辅助系统等。光斑调节单元1310位于高频高功率脉冲激光单元1301与光学调节单元1309之间并与数字控制器2相连;高频高功率脉冲激光单元1301在光斑调节单元1310上面;光学调节单元1309在光斑调节单元1310下面;聚焦凸透镜1308位于光学调节单元1309内,高频高功率脉冲激光单元1301、光斑调节单元1310与光学调节单元1309串联起来;辅助系统用于在产生高温等离子体过程中提供黑漆1304。
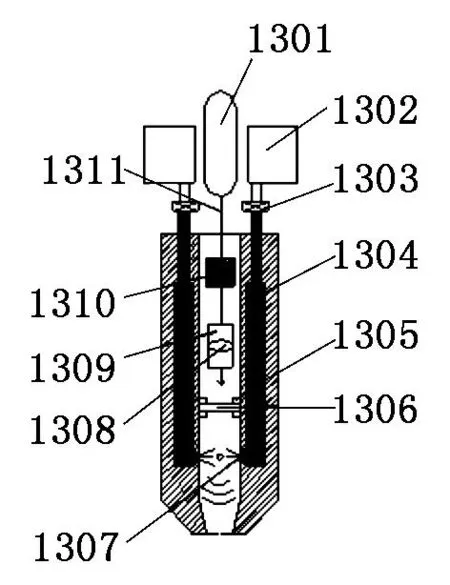
1301-高频高功率脉冲激光单元;1302-黑漆输送装置;1303-黑漆输入端口;1304-黑漆;1305-垫片;1306-耐高压K9玻璃;1307-黑漆输出端口;1308-聚焦凸透镜;1309-光学调节单元;1310-光斑调节单元;1311-激光束
1.3 加速模块结构设计
加速模块包括三级初步加速装置22(如图3所示)和激光冲击强化装置13。三级初步加速装置22通过导气管8与压力控制器6相连;三级初步加速装置22中呈轴对称分布的左右两部分为送粉装置9,中间部分为导气管8;压力控制器6通过导气管8与储气罐5相连。
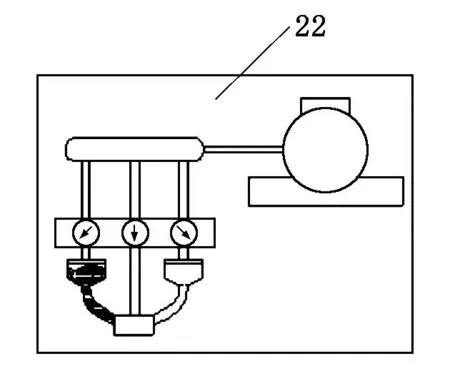
图3 三级初步加速装置
1.4 励磁模块结构设计
励磁模块包括辅助装置和重复脉冲强磁场产生装置。重复脉冲强磁场产生装置包括电磁线圈12和两个独立的电磁线圈电源单元4,两个电磁线圈电源单元4均独立连接于电磁线圈12两端;根据预设的磁场波形的极性要求将两个电磁线圈电源单元4的正负极与电磁线圈12的接线端连接,对每个电源单元4中的供能元件充电至预设电压,电磁线圈12套装在小型拉尔法管11上;辅助装置用于重新给失磁性纳米颗粒21附加磁性,磁性纳米层在磨削加工核心区域自释放纳米颗粒原理示意图如图4所示。
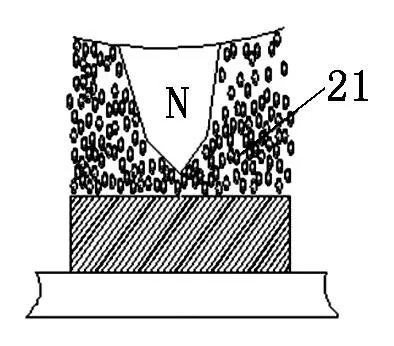
图4 磁性纳米层在磨削加工核心区域自释放纳米颗粒原理示意图
2 磨削装置工作原理
本磨削装置的工作原理实质上是利用激光冲击装置产生的冲击波来给已初步加速的纳米颗粒再次加速,同时在冲击过程和初步加速过程中通过电磁线圈附磁,使其在砂轮表面上形成磁化纳米层,由于磁性吸斥效应,磁性纳米颗粒与磁化磨粒中间形成磁性弱强化区域,当磁性纳米层旋转到与工件接触时温度达到磨削区域温度,带磁性纳米颗粒转变为失磁性纳米颗粒来达到成功释放纳米颗粒的目的,在磨削区内部起到润滑冷却作用,实现磨削润滑方式从外部到内部的转变,进而提升磨削加工质量[5]。
图5为团聚纳米颗粒扩散区域原理示意图。如图2和图5所示,在冲击波提速模块中由小型拉尔法管11出来的纳米颗粒21极易形成纳米颗粒团聚区域1601,在高强度冲击波1603的作用下,团聚的纳米颗粒被击穿形成纳米颗粒分散区域1602,高强度冲击波1603有效抑制了纳米颗粒团聚现象的出现,提高了纳米颗粒的分散性能,同时,高强度的冲击波推力作用于已初步加速的纳米颗粒21使其以数倍声速的初速度穿过聚波过滤网膜15冲击砂轮19表面,随着冲击波1603在空气中的不断传播,不断地给纳米颗粒21加速,纳米颗粒21的速度越来越快,使其以最大速度冲击砂轮19表面,并形成纳米层。
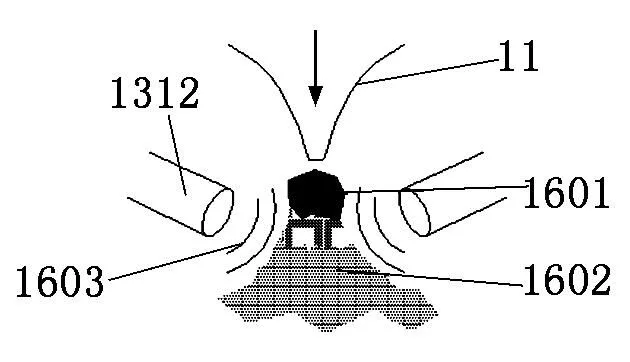
11-小型拉尔法管;1601-纳米颗粒团聚区域;1602-纳米颗粒分散区域;1603-冲击波;1312-冲击装置端口
3 结论
针对磨削砂轮服役过程中产生气障层使润滑效果下降的问题,本文提出了一种磁弱强化冲击植入纳米润滑砂轮磨削装置,解决了砂轮磨削的不足与缺点,本装置的特点如下:
(1) 将纳米颗粒和砂轮表面的磨粒磁化后借助冲击波形成性能优异的纳米层,极大地提高了磨削核心区域的冷却润滑效果,大幅降低了低磨削比能,解决了单一纳米颗粒润滑效果不明显以及纳米颗粒直接加入砂轮结合剂中极易发生团聚且磨削区难以及时响应等问题。
(2) 利用冲击波与聚波过滤网膜多级纳米颗粒防团聚装置,有效提升了纳米颗粒服役过程的分散性,增强了润滑冷却效果。
(3) 本磨削装置可实现自动化,生产效率高,表面纳米化速度快,可有效降低砂轮表面腐蚀、裂纹产生,提高磨削精度与安全性能,符合绿色发展理念。