磁粉检测在核电厂常规岛在役检查中的应用
2024-01-03刘晓睿杜清良
陈 超,刘晓睿,杜清良
(苏州热工研究院有限公司,江苏 苏州 215004)
1 引 言
核电常规岛的设备种类繁多,有压力容器、压力管道等承压类部件,以及气缸、转子、大轴等汽轮机部件,这些设备的安全可靠直接关系机组设备安全、人身安全和核安全。定期维修时使用无损检测手段,提前发现目视难以发现的设备缺陷,是保证设备安全稳定运行的重要方法。
早期,核电设备无损检测方法的选用常受到核安全级设备标准规范的影响,以CPR1000型核电机组为例,在《压水堆核电厂核岛机械设备在役检查规则》(简称“RSE-M”)中,碳钢金属部件表面检测一般采用渗透检测(PT),于是常规岛设备检查大纲中也大多以PT检测为主。但常规岛主要设备包括的承压类容器、管道、汽机缸体和汽轮机部件如汽机转子、轴瓦、叶片及螺栓紧固件等基本都是非核安全级,故应根据实际情况进行表面检测方法的选用,而不能直接照搬其他标准。
2 磁粉检测的特点
常规无损检测方法主要有磁粉检测、渗透检测、超声波检测、射线检测、涡流检测等,表面检测方法主要有磁粉检测、渗透检测和涡流检测,3种表面检测方法的对比见表1。
表1 表面检测方法对比
磁粉检测具有灵敏度较高、快捷、经济、污染小等优势,成为很多铁磁性设备检测的优选。在行业标准《压水堆核电厂汽轮机检验导则》中,气缸结合面、转子大轴、转子叶片、螺栓等部件均推荐使用磁粉检测。在特种设备承压类压力容器、压力管道中,铁磁性材料也大多优先使用磁粉检测。经过几十年的发展,磁粉检测设备取得长足进步,已有固定式、移动式、便携式、半自动、全自动专用检测设备,从单向磁化到多向磁化,设备呈现系列化、商品化的发展趋势。
3 核电厂常规岛磁粉检测实践
根据核电厂常规岛不同类型铁磁性金属部件的特点,选用不同的磁粉检测方法,一般参考如下:
(1)承压类压力容器、压力管道焊缝:非荧光、湿法、磁轭法或交叉磁轭法。
(2)铸钢件气缸结合面:非荧光、湿法、磁轭法。
(3)高温紧固件螺栓:荧光、湿法、线圈法或磁轭法。
(4)汽轮机转子叶片:荧光、湿法、线圈法加磁轭法。
在核电厂常规岛众多实施磁粉检查的金属部件中,汽轮机转子叶片的磁化方法较为典型,下文以汽轮机转子叶片的磁粉检测方法为例进行磁粉检测介绍。
3.1 检测对象
汽轮机转子叶片的材质为马氏体不锈钢,牌号为X12CrNiMoV12-2。叶片在工作中处于高温高压状态,承受较大的离心力和气动力以及振动、氧化、腐蚀等多种作用,运行环境恶劣,需定期实施无损检测。检测的重点区域为齿根、叶片进出气端面及叶身司太立合金或激光硬化部位。
3.2 检测设备
检测设备采用定制的专用线圈磁探仪(如图1所示)和便携式磁轭探伤仪。
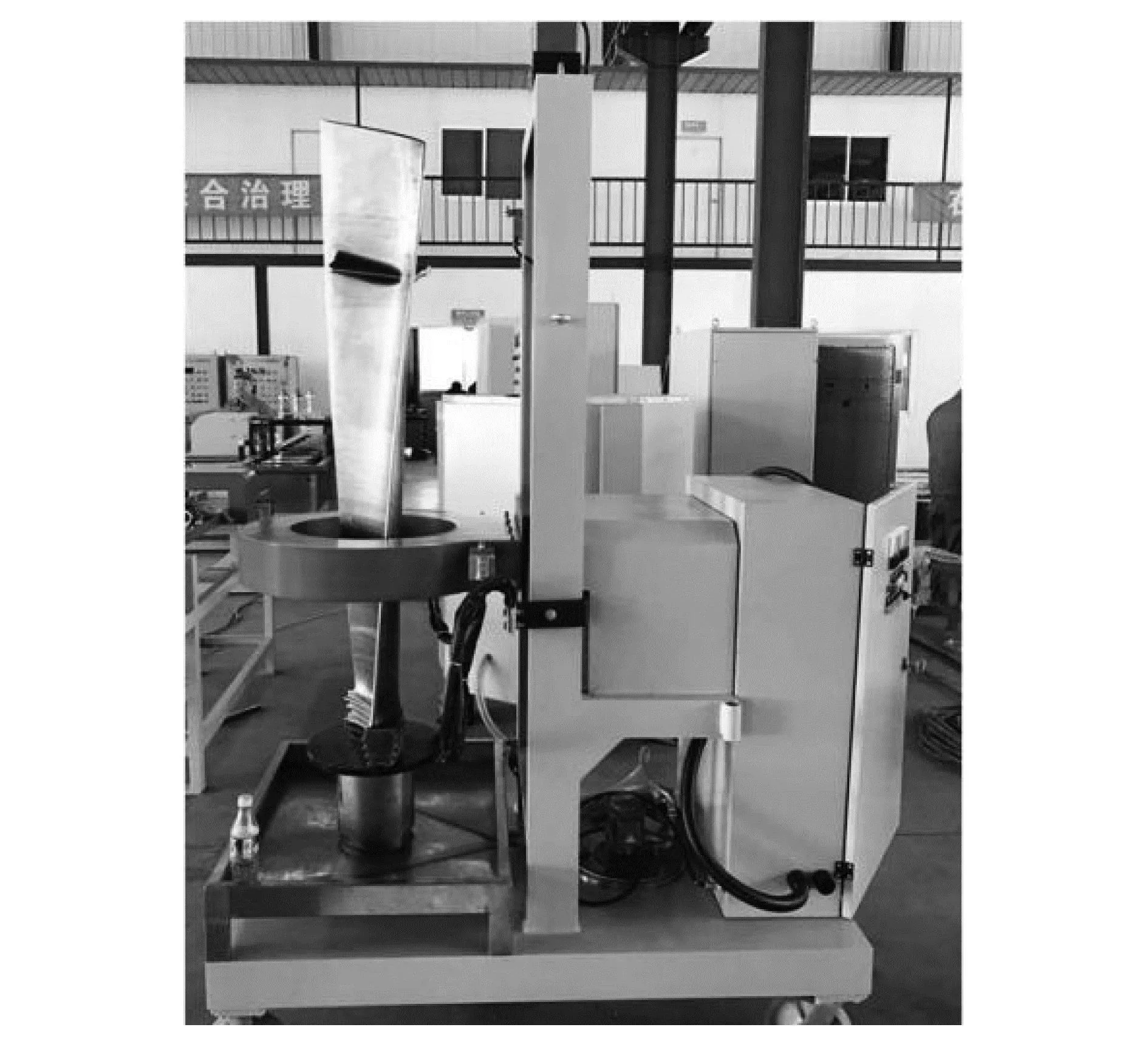
图1 叶片磁粉检测专用装置
3.3 检测工艺
叶片形状复杂,检测选用灵敏度较高的荧光湿法连续法,采用线圈法和磁轭法结合的检测方式。
(1)使用荧光法时需现场搭设暗室,可见光照度不大于20lx,配置波长范围320mm~400mm的黑光灯、白光照度计、黑光辐光照度计等。
(2)湿法检测时选用喷罐式油基荧光磁悬液。
(3)连续法检测时磁悬液施加和磁痕显示的观察在磁化通电时间内完成,且停施磁悬液至少1s后方可停止磁化,磁化通电时间一般为1s~3s,为保证磁化效果,应至少反复磁化两次。
(4)使用线圈法时,线圈磁探仪的线圈大小及线圈匝数已固定,检测时选用合适的电流满足磁化规范即可。线圈法用于检测与叶片轴线方向垂直或夹角较小的缺陷。线圈法检测时的有效磁化区域,参考高填充因数线圈法,线圈中心向两侧分别延伸至线圈端外侧各200mm范围内,超出此区域时以A1:30/100型灵敏度试片确定有效磁化区域。
(5)使用磁轭法时,磁轭的磁极间距参照NB/T 47013中的规定,控制在75mm~200mm之间,其有效宽度为两极连线两侧各1/4极距的范围内,磁化区域之间有不少于10%的重叠,并通过A1:30/100灵敏度试片验证。
3.4 检测实施
(1)灵敏度验证时将A1:30/100型灵敏度试片刻槽侧紧贴在叶片表面,施加荧光磁悬液,磁化,应能清晰地显示磁痕,以确定磁化规范及有效磁化区域,做好记录。灵敏度验证如图2所示。

图2 叶片磁粉检测现场灵敏度验证
(2)对叶片进行连续法磁化,采用喷法施加磁悬液,并在通电时间内施加完毕,每次通电1s~3s,反复磁化2次,停施磁悬液1s后方可停止磁化。
(3)先选用磁轭法进行磁化,来检测与叶片轴线方向平行、夹角较小及结构复杂部位的缺陷,再选用线圈法检测与叶片轴线方向垂直或夹角较小的缺陷。根据磁化规范及灵敏度试片验证的结果,进行分段磁化,借助黑光灯同时观察有无磁痕。
(4)记录除能确定由于材料局部磁性不均匀或伪显示外的所有磁痕,为增加判断,一般可对疑似部位用细砂纸轻微打磨后,再次重复磁化过程,以确定是否为真实缺陷。记录叶片编号、缺陷磁痕位置、尺寸等信息并拍照。
(5)利用定制的固定式磁探仪进行退磁,一般为交变电流衰减法退磁或磁化状态下工件和磁化线圈慢慢远离来退磁。用磁场强度计测量剩磁,退磁后剩磁强度应小于0.3mT(240A/m),并记录每片叶片退磁后的剩磁强度。
(6)评判时,不允许存在任何裂纹显示,不允许有任何横向缺陷显示。发现的缺陷显示反馈接口部门,并跟踪处理结果或协助处理。
4 结束语
磁粉检测已发展成一种成熟可靠的检测方法,各类便携式磁粉探伤仪已普遍商业化。核电厂常规岛部件以铁磁性材料居多,磁粉检测因其检测灵敏度高,能适应各类工件及各种环境,污染小,速度快,便捷等优势而得到广泛应用。磁粉检测由于其可靠的检测结果和较为完善的规范标准,已被核电厂设备管理人员普遍接受。可以预见,磁粉检测在核电厂常规岛金属部件的无损检测中,将会得到更广泛的应用。
