电极材料对非等厚不锈钢点焊熔核偏移的影响
2023-12-29张勇李志强王亭孟庆顺
张勇,李志强,王亭,孟庆顺
1.中车长春轨道客车股份有限公司,吉林 长春 130022
2.吉林大学 材料学院,吉林 长春 130021
0 引言
随着国内轨道车辆制造技术的高速发展,轨道车辆已经成为“中国制造”的一张名片成功进入国际市场,且不锈钢车辆占到出口城市轨道车辆的70%以上。电阻点焊是不锈钢轨道车辆制造最主要的焊接工艺之一,由于电阻点焊的熔核在密闭空间内形成导致焊接质量检测困难[1-3],因此电阻点焊工艺性的选择显得尤为重要。
焊接电流、焊接时间、电极压力和电极的材质及形状都是影响点焊质量的关键因素,电极材料的选择要满足高温下较高强度和硬度、良好耐氧化、物理性能稳定不易粘连等基本要求。电极的选用主要有两个方面:一是选择合适的电极材料,二是对电极进行特殊处理。刘波等[4]分析了焊钳电极对点焊质量的影响,结果表明不同材质的铬锆铜和铍钴铜对点焊质量存在较大的影响。王威等[5]采用深冷技术对镀锌钢板点焊电极进行处理,得到较好的效果。电阻点焊的工艺特点决定了不合适的板厚组合容易引起未熔合、熔核偏移等质量缺陷,目前通用的轨道车辆焊接国际标准EN15085中明确要求点焊的板厚组合板厚比不大于1∶3[6],但是实际产品中受结构等方面的限制仍然存在板厚比较大的点焊结构,如何保证该部分点焊结构的强度是不锈钢车辆生产中存在的难题。颜福裕等[7]研究了外加磁场对非等厚铝合金电阻点焊熔核偏移的影响,研究结果表明针对熔核偏移较严重的板材厚度组合,外加磁场改善熔核偏移的作用更加明显。李雪飞等[8]采用异种结构电极和硬规范点焊不等厚不锈钢,得到理想的点焊熔核。毛镇东等[9]建立了仿真模型对不等厚铝合金点焊进行了分析。邱然锋等[10]针对非等厚不锈钢板点焊熔核偏移的问题,采用三种电极组合方式对非等厚不锈钢板进行点焊,结果表明非等厚不锈钢点焊时采用反焊法能减小绝对偏移量。
点焊过程中电极的散热情况也是影响点焊质量的重要因素,本文主要针对不同点焊电极材料的导电率和热导率特性对不等厚不锈钢板电阻点焊质量的影响进行分析研究,在厚板侧采用铬锆铜电极,在薄板侧分别采用铬锆铜、铍铜、钨铜电极,在电极形状、焊接参数一致的前提下焊接非等厚不锈钢,并对熔核尺寸和形貌进行对比分析,研究不同电极材料对点焊质量的影响规律。
1 试验材料与方法
试验材料为轨道车辆用SUS301L-DHT不锈钢,本文选择具有代表性的1∶2和1∶3不等厚板点焊组合,其化学成分如表1所示。

表1 SUS301L不锈钢的化学成分(质量分数,%)Table 1 Chemical composition of SUS301L stainless steel (wt.%)
采用不同电极材料进行电阻点焊的主要目的是利用电极材料的导电和导热性能不同来改变不等厚不锈钢板点焊过程中出现的熔核偏移现象,当熔核偏移比较严重时可能会出现未熔合、熔核达不到标准要求、拉剪载荷过小等质量问题。试验所用电极材料为铬锆铜、铍钴铜和钨铜,其中铬锆铜的导电率最高,也是点焊电极最常用的材料,铍钴铜和钨铜的硬度比铬锆铜高,但其导电率和热导率较低,电极材料性能参数如表2所示。
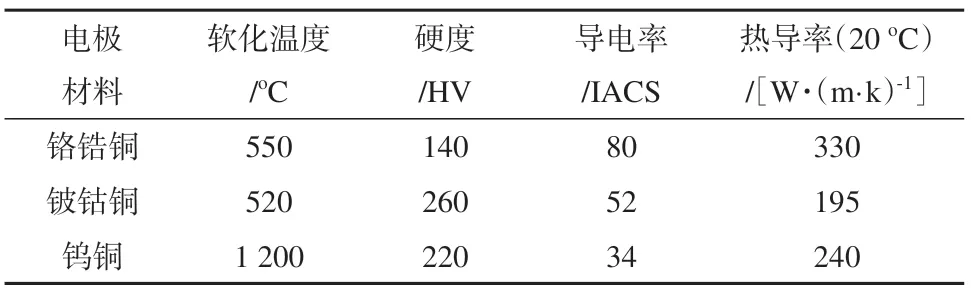
表2 电极材料的性能参数Table 2 Performance parameters of electrode materials
焊接设备采用日本NASTOA逆变恒流控制点焊机,点焊电极压力为9 kN,预热电流7 kA,预热时间7 cyc,冷却时间5 cyc,焊接电流10 kA,焊接时间25 cyc,采用点焊电极端面为R100,电极组合如表3所示。
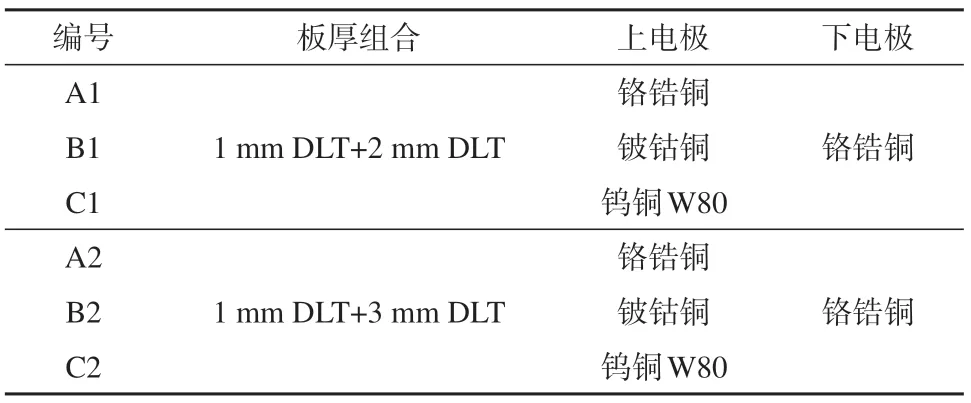
表3 点焊试验电极组合Table 3 Electrode combination for spot welding test
2 试验结果及讨论
电阻点焊过程中形成点焊熔核的热量来源是电流与上、下电极之间的电阻共同作用的结果。点焊过程中,电流通过工件时在电阻的作用下产生电阻热的同时热量向电极方向和钢板的四周散热,而为防止电极达到软化温度后发生软化现象,电极一般都带有冷却装置,因此电极本身的导电率和热导率直接影响电极端部的温度,从而影响热量向电极方向的传导效率。由表2可以看出,铍钴铜和钨铜的导电率比铬锆铜小,电极材料本身发热量比铬锆铜大,而热导率比铬锆铜小,因此点焊过程中同等条件下通过铍钴铜和钨铜电极传递消耗的热量比铬锆铜小,从而改变了电极与钢板接触面的散热条件,点焊熔核形状发生规律性的变化。
图1是电阻点焊接头特征尺寸的注释,熔透率=熔核厚度/点焊后板厚,如上板熔透率f1=L2/(h1-c1),将上下板熔透率的比值(f1/f2)定义为上下熔核熔透率比。

图1 接头特征尺寸注释Fig.1 Joint feature size
图2分别为板厚1 mm+2 mm和1 mm+3 mm组合时不同电极材料上电极的点焊熔核形貌。可以看出,上下电极均为铬锆铜材质的A1、A2试件的熔核在薄板侧均出现凹陷现象,熔核厚度与板材厚度比较小,B2和C2试件采用铍钴铜和钨铜作为上电极的熔核凹陷情况有所改善,B1和C1试件薄板侧则呈现椭圆状熔核,其中C1和C2采用钨铜上电极的熔核最为明显。

图2 不同电极材料点焊熔核形貌Fig.2 Nugget morphology of spot welding with different electrode materials
为更加直观地分析不同电极材料对点焊熔核形状的影响,针对熔核熔透率和上下熔核熔透率比进行了定量比较,如表4所示。铍钴铜和钨铜作为上电极的上熔核最大熔透率和上下熔核熔透率均比铬锆铜上电极的试件高,与上下电极都为铬锆铜相比,1 mm+2 mm和1 mm+3 mm板厚组合铍钴铜电极材料的上熔核最大熔透率分别增加了8%和15.9%,钨铜电极材料的上熔核熔透率分别增加了40%和18.5%;铍钴铜电极材料的上下熔核熔透比分别增加11.9%和8.9%,钨铜电极材料的上熔核熔透率分别增加了47.4%和16.1%。说明铍钴铜电极和钨铜电极作为点焊薄板侧的电极对不等厚板点焊熔核偏移现象均有较大的改善,相对而言钨铜电极效果更为明显。

表4 不同电极材料熔核尺寸对比Table 4 Comparison of nugget sizes with different electrode materials
图3和表5分别是使用不同电极材料的点焊熔核面积示意图和点焊熔核面积对比,可以看出,上下电极均为铬锆铜的点焊上下熔核面积比最小,上电极为钨铜的上下熔核面积比最大。与上下电极都为铬锆铜的A1和A2试样相比,上电极为铍钴铜的1 mm+2 mm和1 mm+3 mm板厚组合的熔核面积比分别增加了19%和21.4%,上电极为钨铜的1 mm+2 mm和1 mm+3 mm板厚组合的熔核面积比分别增加了54.9%和35.7%,说明在薄板侧使用铍钴铜和钨铜电极材料时熔核明显向薄板侧偏移,进一步验证了不同电极材料对熔核生长方向均有较大的作用,鉴于钨铜的导电率小于铍钴铜,钨铜电极的发热率更大,在热导率差别不大的情况下钨铜作为薄板侧的电极材料熔核偏移效果更为明显。

图3 不同电极材料点焊熔核面积Fig.3 Nugget area of spot welding with different electrode materials

表5 不同电极材料点焊熔核面积对比Table 5 Comparison of nugget area in spot welding with different electrode materials
2.2 不同电极材料对点焊接头拉伸强度的影响
点焊试件的拉剪载荷是点焊质量最直观的表现,也是最易检测的点焊质量指标之一,因此针对不同电极材料制作的点焊试件进行拉伸试验。每种电极材质制作3个试样进行拉伸试验,取其均值来衡量点焊试件质量,拉伸试验结果如表6所示。
由表6可知,铍钴铜和钨铜作为上电极材料时1 mm+2 mm和1 mm+3 mm板厚组合的点焊试件拉剪强度均有所增加,1 mm+2 mm板厚组合当上电极为铍钴铜时,B1的平均拉剪强度较A1增加4.5%,上电极为钨铜时C1试件平均拉剪强度比A1试件增加11.8%;1 mm+3 mm板厚组合当上电极为铍钴铜时,B2的平均拉剪强度较A2试件增加4.1%,上电极为钨铜时C2试件平均拉剪强度比A2试件增加10.3%。
但与熔核熔透率比和熔核面积比相比,增加幅度较小,这是因为虽然不同电极材料点焊熔核形貌变化较大,但是对拉剪强度影响最大的熔核直径变化很小,且拉剪时均为薄板撕裂的破坏方式造成的。然而,当点焊板厚差别较大时点焊熔核完全偏向厚板一侧,此时熔核偏移尺寸对点焊拉剪强度影响加大。根据相关焊接标准要求,正常点焊板厚组合要求板厚比不能超过1∶3,因此本文未针对板厚差别较大的点焊结构进行电极材料的实验。
3 结论
(1)铍钴铜和钨铜作为上电极的上熔核最大熔透率和上下熔核熔透率均比铬锆铜上电极的试件高,与上下电极都为铬锆铜相比,1 mm+2 mm和1 mm+3 mm板厚组合钨铜电极材料的上熔核熔透率分别增加了40%和18.5%,上下熔核熔透比分别增加了47.4%和16.1%。
(2)铍钴铜和钨铜作为上电极材料时,1 mm+2 mm和1 mm+3 mm板厚组合的点焊试件拉剪强度均有所增加,但与熔核熔透率比和熔核面积比相比,增加幅度较小。
(3)从上下熔核熔透率和点焊试件的拉剪强度作为评价指标来看,钨铜作为薄板侧电极、铬锆铜作为厚板侧电极时效果较为明显,并适合在实际生产中应用。