十字板剪切仪计量检定规程制定的研究
2023-12-29周振杰李绍辉朱怀东
周振杰 李绍辉 朱怀东 李 妍
(交通运输部天津水运工程科学研究所,天津 300456)
0 引言
十字板剪切仪是一种在施工现场用于测定饱和软黏性土天然抗剪强度的仪器设备[1-2],在交通领域中的公路综合、水运地基(结构)等实验室内应用广泛,市场保有量巨大,是交通工程检测领域重要的检测仪器设备,已被列入《水运工程试验检测仪器设备计量管理目录》(交办科技﹝2016﹞56 号)。目前,交通行业并未发布十字板剪切仪相关的检定规程,无法对十字板剪切仪的全部性能参数进行有效检定工作。为了应对资质审查,检测机构不得不委托计量机构按照标准出具校准证书,但由于缺乏统一的计量技术规范,各个计量机构对十字板剪切仪的校准参数并不一致,甚至有的计量机构只对常规尺寸量进行校准,造成有些十字板剪切仪未经过准确计量便用于工程检测中,给工程检测造成了极大的安全隐患。为满足行业内十字板剪切仪量值溯源的需求,有必要开展十字板剪切仪计量检定规程制定的研究工作,规范十字板剪切仪的生产、使用及后期检定∕校准等过程的管理,促进交通工程建设[3-4]。为此,本研究通过梳理十字板剪切仪使用现状,编写了《十字板剪切仪计量检定规程制订方案》,并得以发布实施。编制过程中选用样机对十字板剪切仪的指示表误差、尺寸误差及扭矩线性度等参数进行校准,分析结果表明,检定规程中所提出计量性能要求及检定方法符合预期要求。
1 确定规程主要内容
按照检定规程的编写要求,《十字板剪切仪计量检定规程》共有范围、概述、计量性能要求、通用技术要求及计量器具控制五部分内容。
1.1 范围
该规程为交通运输部部门计量检定规程,规定的适用范围为“本规程适用于十字板剪切仪的首次检定、后续检定和使用中检查”。
1.2 概述
检定规程概述中,规定了十字板剪切仪的用途、结构和原理,具体为“十字板剪切仪主要用于测定饱和软黏性土的不排水抗剪强度和灵敏度”。根据工作原理的不同,十字板剪切仪按扭力测量设备可分为机械式和电测式两种[5]。机械式十字板剪切仪主要由开口钢环、旋转手柄、钻杆、十字板头、导轮和指示表等组成。电测式十字板剪切仪主要由压力主机、扭力测量设备、扭力装置和十字板头等组成。十字板剪切仪通过对土体施加一定扭矩,将土体剪坏,测定土体因抗剪对试验仪产生的最大扭矩,从而计算出土的抗剪强度[6]。
1.3 计量性能要求
规程中要求十字板剪切仪的尺寸最大允许误差为±1%、扭力测量线性度为±2%F·S、重复性≤0.8%F·S、回程误差≤1%F·S。指示表示值误差按照指示表的分辨力的不同示值误差分别为±0.02 mm、±0.012 mm、±0.009 mm。
1.4 通用技术要求
查询十字板剪切仪相关产品标准和技术规范,梳理相关技术要求,“规程”规定了十字板剪切仪的通用技术。从外观和铭牌方面,要求不应有明显的凹痕、裂缝和污染等,金属部件不应有锈蚀及其他机械损伤,后续检定和使用中检查的仪器允许有不影响计量特性的上述缺陷,还应标有产品名称、型号、生产厂家、出厂编号及出厂日期等。
1.5 计量器具控制
根据计量标准器具和被检十字板剪切仪在检定过程中都能保持相对稳定的性质和状态,经调研及专家咨询后可知,温度为室温(23 ℃±5 ℃),相对湿度不大于85%。
检定设备包括指示表检定仪、游标卡尺和十字板扭矩专用标定仪。对于检定设备要求如下:指示表检定仪的测量范围为0~25 mm,最大允许误差为±4 μm;游标卡尺的测量范围为0~200 mm,最大允许误差为±0.03 mm;十字板扭矩专用标定仪测量范围为0.05~80.00 N·m,最大允许误差为±0.3%。
检定结果若满足检定规程条件要求的,可确定为符合设备性能的规定,出具检定证书;若不能满足检定规程要求的,出具检定结果通知书,并注明不合格项。十字板剪切仪的检定周期一般不超过1 a。
2 检定方法
2.1 十字板板宽尺寸误差
用游标卡尺测量十字板板宽,每块板的上中下3个位置分别测量板宽1次,分别取板宽标称值与6次测量值之差,取最大值作为十字板板宽尺寸误差检定结果。
2.2 十字板板高尺寸误差
用游标卡尺测量十字板板高,每半片板测量1次,分别取板高标称值与4 次测量值之差,取最大值作为十字板板高尺寸误差检定结果。
2.3 钻杆直径误差
用游标卡尺测量钻杆直径,钻杆的上中下3 个位置分别测量直径1 次,分别取钻杆直径标称值与3 次测量值之差,取最大值作为钻杆直径误差检定结果。
2.4 指示表示值误差
当十字板剪切仪为机械式时,要对指示表示值误差进行检定,步骤如下。
①使用夹具将指示表安装在在指示表检定仪上,使指示表的测杆部分处于水平或垂直向下的状态。
②对于指针式指示表,压缩测杆部分使指示表对“零”,对于数显式指示表,压缩测杆约0.1 mm 至0.2 mm,将指示表检定仪和指示表置“零”。
③根据指示表量程均匀选取不少于5 个检定点,在测杆正行程方向上,逐个对每个检定点进行检定,待指示表检定仪和指示表示值稳定后,分别记录指示表检定仪和指示表的示值。
④先计算出示值误差,再取示值误差中绝对值最大的值作为指示类示值误差的检定结果。示值误差计算见式(1)。
式中:DLi为指示表第i个检定点的示值误差(i=1,2,3),mm;Li为指示表第i个检定点的示值,mm;L'i为指示表检定仪第i个检定点的进程,mm。
2.5 扭力测量设备示值线性度
当十字板剪切仪为电测式时,要对扭力测量设备示值线性度进行检定,步骤如下。
①使用十字板扭矩专用校准仪夹具将十字板剪切仪扭力测量设备加紧,调整夹具方向使扭力测量设备轴向与水平面垂直。
②十字板剪切仪开机施加预负荷1 次,额定负荷的保持时间至少30 s,卸除预负荷等待回零至少30 s,检查扭力测量设备的回零情况,当零点偏移量超过满量程的0.3%时重新调整零点。
③在扭矩测量设备额定扭矩的全量程范围内均匀选取不少于5个检定点。
④按选定的检定点以递增顺序逐级平稳正向施加扭矩,直至扭矩测量设备示值达到满量程;然后以递减顺序逐级平稳反向减少扭矩,直至扭矩测量设备示值为零;最后分别读取并记录各个检定点十字板扭矩专用校准仪和扭力测量设备的示值。
⑤按照步骤③和④重复测量3 次,对各检定点十字板扭矩专用校准仪Ei和正反三个循环的扭力测量设备示值平均值进行最小二乘法线性拟合,见式(2)。
式中:E'i为第i个检定点的拟合扭力示值(i=1,2,3),N·m;k为灵敏度系数(或率定系数);Ei为各检定点十字板扭矩专用校准仪示值,N·m;C为截距,N·m。
⑥按式(3)计算出十字板剪切仪各检定点的线性度γi,取γi中的绝对值最大值为线性度的测量结果,见式(3)。
2.6 扭力测量设备示值重复性
各检定点的重复性ri计算见式(4),取ri中绝对值最大值作为重复性检定结果。
式中:Δi为十字板剪切仪在第i个检定点3个循环同向行程中输出扭矩最大差值,N·m。
2.7 扭力测量设备示值回程误差
各检定点的回程误差hi计算见式(5),取hi中最大值作为回程误差检定结果。
3 试验验证测量
为验证《十字板剪切仪计量检定规程》的科学性、合理性和可行性,实际选取交通工程领域市场占有率较大、具有代表性的磐索地勘科技(广州)有限公司生产的PS-VST-P 便携式十字板剪切仪,根据制定的检定规程进行逐项试验,结果显示在0~3.9 N·m 范围内的线性度为1.24%F·S、重复性为0.56%F·S、0.39%F·S。尺寸误差、指示表误差试验数据见表1,扭矩验证试验曲线如图1所示。
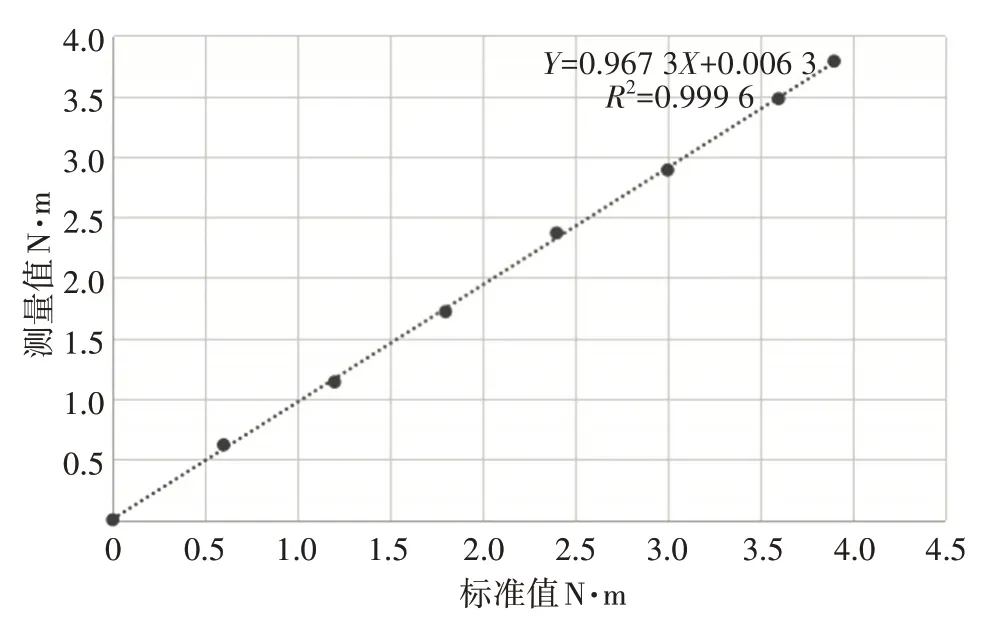
图1 扭矩验证试验曲线
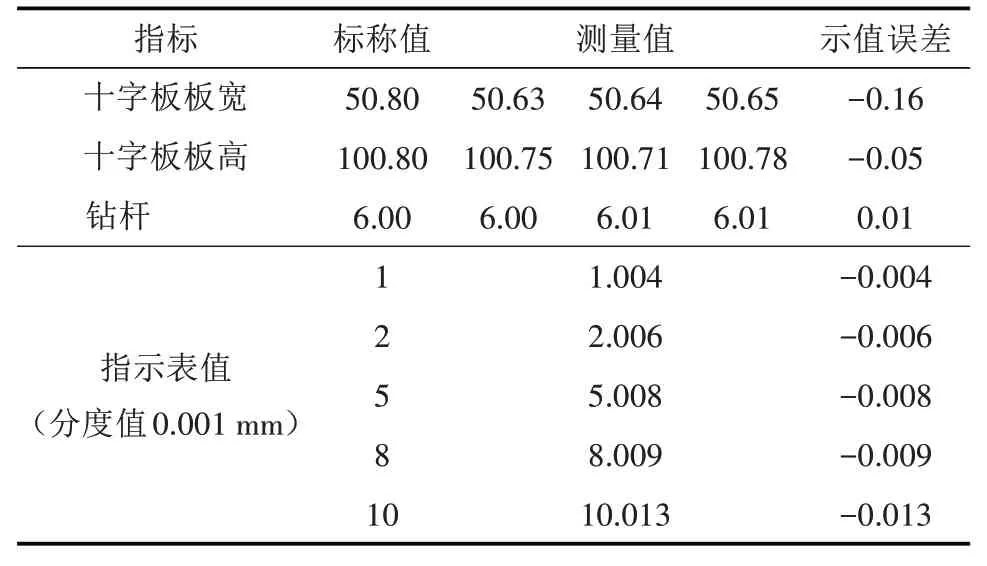
表1 尺寸误差和指示表示值误差试验数据单位:mm
由校准试验结果可知,该规程所规定的计量性能要求及检定方法满足十字板剪切仪的检定要求,各项要求充分、合理,检定方法严谨、可行,规程具备科学性、合理性和可行性。根据规程对十字板剪切仪进行检定,能保证十字板剪切仪计量性能的准确可靠。
4 结语
通过对十字板剪切仪计量检定方法的研究,形成了包含范围、概述、计量性能要求、通用技术要求及计量技术器具五部分的交通运输部门需要的计量检定规程。通过选取样机对指示表误差、尺寸误差及扭矩线性度等参数进行校准试验,校准结果满足规程指标要求,验证所制定规程的合理性、可行性。《十字板剪切仪计量检定规程》的发布实施将为交通行业内十字板剪切仪的量值溯源和计量标准考核提供法定依据,对完善交通计量技术体系具有重要意义。
