上、下布置双蓄热烧嘴在棒材加热炉上的技术应用
2023-12-28刘高年侯峻巍
刘高年,侯峻巍
(1.新疆昆玉钢铁有限公司,新疆 奎屯 271600;2.无锡毕恩德尔科技有限公司,江苏 无锡 214072)
1 棒材加热炉概要
新疆昆玉钢铁有限公司轧钢棒材车间配置侧进、侧出燃高炉煤气双蓄热式步进梁加热炉,炉子有效长度21600mm,内宽12800mm。燃料为热值780×4.186kJ/Nm3高炉煤气,加热炉额定产量160t/h(冷坯),要求单位热耗:≤1.0GJ/t,换向间隔时间:90 ~120s,炉压:≤30Pa,氧化烧损:≤0.6%。全炉合计采用56 套双蓄热式烧嘴,其中加热一段20 套,加热二段20 套,均热段16 套,均采用上、下组合布置型式,内嵌于两侧炉墙上,如图1 所示。

图1 上下布置双蓄热式烧嘴上加热烧嘴与下加热烧嘴现场
自加热炉投产运行以来,炉况稳定、可靠,操作、维护简单,性能指标尤其是氧化烧损指标特别优秀。
2 上、下布置双蓄热烧嘴在棒材加热炉上的应用
常见的蓄热式烧嘴布置在炉墙上,采用左右布置的型式,空气蓄热箱与煤气蓄热箱布置在相邻的柱距内。主要优势为:设备相对少,制作、安装容易;投资省。主要问题是:混合与燃烧不充份,氧化烧损难控制。换向过程炉压波动大。
为克服以上缺点,棒材加热炉采用无锡毕恩德尔科技有限公司主推的上、下布置双蓄热式烧嘴。空气蓄热箱与煤气蓄热箱布置在同一柱距内,空气与煤气在喷口附近就开始充份混合、燃烧,燃烧效率高。加热钢坯上、下均处于煤气蓄热箱喷出的还原性气氛中,氧化烧损极低。但设备数量及投资较高。
2.1 上、下布置双蓄热烧嘴的低氧化烧损机理
新疆昆玉钢铁有限公司棒材加热炉选用的B&R 双蓄热式烧嘴,布置形式采用上、下组合布置,且上加热煤气蓄热烧嘴在下,空气蓄热烧嘴在上,下加热则相反,煤气蓄热烧嘴在上,空气蓄热烧嘴在下,在钢坯的上、下表面形成还原性气氛,将钢坯的氧化烧损降至最低。
2.2 上、下布置与左、右布置主要应用性能比较(表1)
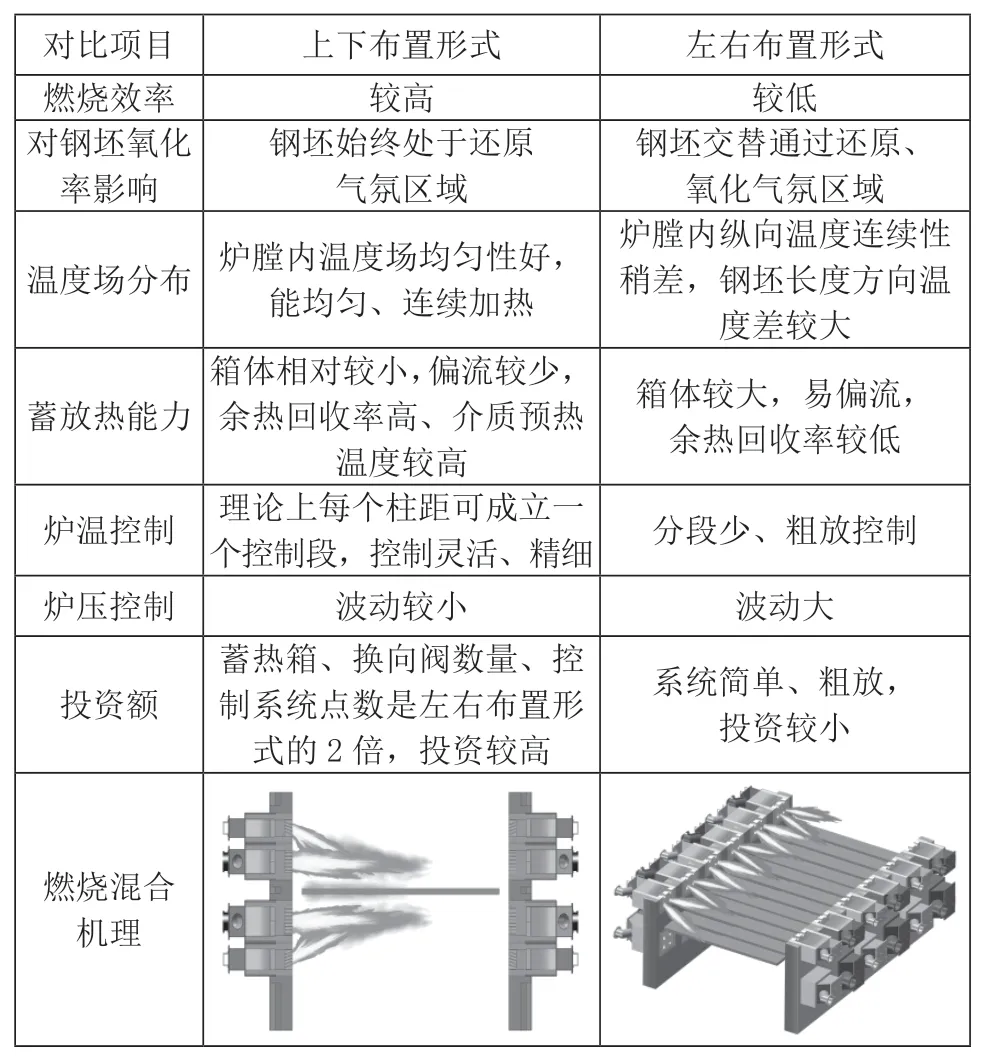
表1 上、下布置与左、右布置主要应用性能比较
2.3 双蓄热烧嘴采用上、下布置型式与配套措施
上下布置双蓄热烧嘴配套换向采用全分散脉冲控制模式,每组对烧嘴均可独立实现换向与控制,可真正实现全脉冲、或区段内脉冲控制模式。尤其在低产量或保温时仍能保持稳定的火焰长度,使炉子横断面温度维持均匀。
脉冲燃烧控制技术是使用脉宽调制技术,通过调节燃烧时间的占空比(通断比)来实现炉内的温度精确控制。与传统的比例燃烧控制相比,脉冲燃烧控制系统的烧嘴一旦燃烧,就处于其设计的最佳燃烧状态,保证烧嘴燃烧时的燃气出口速度不变,尤其在低产量或保温时仍能保持稳定的空/燃比。脉冲燃烧控制的主要优点为:系统简单可靠,性价比高;可提高炉内温度场的均匀性;烧嘴的负荷调节比高。实际上,蓄热式燃烧方式可理解为脉冲燃烧方式的一个特例,即针对单个蓄热式烧嘴而言,其通断比(占空比)为50%,但这“断”不是停顿,而是抽烟状态,并且蓄热式烧嘴总是成对应用。将脉冲燃烧控制思路引入蓄热式燃烧控制系统并不是改变其“通”与“断”的比例,这会造成“水当量”不等。具体的做法是采用一种可以完全截止的双板快速换向阀和切断阀,使蓄热式烧嘴的工作根据温度控制精度要求成对呈“工作”或“休克”状态,并通过计算机控制使某一对甚至一段的蓄热式烧嘴的“休克”,时间相互错开,以避免对煤气总管、空气总管、抽烟总管以及炉内的压力控制造成干扰。实际实施时,管道布置已不是传统的分段方法,而是将所有烧嘴均并联“挂”在总管上,如果工艺需要,甚至每对烧嘴都可以单独成“段”。蓄热式脉冲控制燃烧系统的这一特性,使全炉的热负荷供给曲线变得非常灵活的同时,还保证了蓄热式燃烧所必需的条件和所有的优点。
烧嘴只要工作就工作在额定功率下,火焰长度,混合强度均处于最佳状态。并可获得沿坯料长度方向温度均匀性。
各区段炉温采用蓄热式脉冲控制实际应用为:通过该区段所设置的热电偶检测值,选择其中一点或自动计算该区段炉温的平均值作为炉温实际值参与控制,炉温的工艺设定值由监控画面给定。其控制策略是通过炉温实际值与工艺设定值相比较,计算出偏差值,由温度PID 控制器计算出负荷量,将负荷量调制为脉冲宽度,作为单个烧嘴全开的持续燃烧时间,脉冲宽度调制原理如图2 所示。

图2 脉冲原理附图
蓄热式燃烧本身就是“燃烧状态”与“抽烟蓄热状态”与不断切换的过程,蓄热式脉冲燃烧控制是在蓄热式燃烧工作过程插入“休克状态”(即“燃烧状态”与“抽烟蓄热状态”同时停止)。燃烧系统的“通”与“断”的比例不改变。
3 上、下布置双蓄热烧嘴制作、安装经验
烧嘴制作时,严格控制各工序生产过程的规范,加强对原材料采购的质量检验和控制,加强试样的采样、制样、试验等过程的管理。严格控制烘烤曲线,加强运输、吊装过程的轻拿轻放管理。安装蓄热箱要严格按照施工步骤执行,严禁先焊装蓄热箱再整体浇注炉墙的施工方法,严格执行分层浇注、分层安装、分层验收的工艺纪律。
蓄热体安装标准及规范:首先,对材料进行检查,检查挡砖和挤压蜂窝体的数量是否正确,表面是否平整,尤其是挤压蜂窝体侧面是否平整对安装影响非常大;检※查含锆纤维毯是否无污渍;检查黏结剂的准备情况;检查耐高温高压石棉板的准备情况;检查相应螺栓的准备情况。
简单工具准备,为了便于蓄热体安装,做一些长度1 ~1.5m 的小铲子,可以将蓄热体托起放入箱体内,也可以不使用工具直接安装。
相应切割工具的准备,由于蓄热箱体与蜂窝体不一定是同一厂家生产,有时可能会在尺寸公差范围内出现尺寸不能完全匹配,如果出现蜂窝体正公差大,无法正常安装,就需要对最外侧的蜂窝体进行简单切割或打磨以便于安装。具体安装步骤如下:
(1)安装前拆除蓄热体箱盖,倒立放置,避免损坏内部导流板;(2)测量箱体实际尺寸,对应现场蜂窝体,计算出实际蜂窝体与箱体高度之间的准确公差,并准备好相应厚度的含锆纤维毡;(3)使用扫帚对蓄热箱体内部进行仔细清理,全部清理完毕后,在箱体底部涂抹PA80 黏结剂,粘贴一层测量后核准出相应厚度的含锆纤维毡;(4)底部粘贴含锆纤维毡后会影响安装时蜂窝体在箱体内的滑动,可以按照箱体内部尺寸裁剪一块相同或尺寸略小的白铁皮衬托在含锆纤维毡上,方便蜂窝体在箱体内的滑动;(5)先安放下层一排挡砖到最里端卡槽处,然后安放第二层挡砖到第一层挡砖的上面,并紧紧卡在上端卡槽处(要求凹面朝里),再依次安放7 排小蓄热体(挤压蓄热体),要求凹面朝里,每层错位排放,并且依次每排挤靠一侧(单排如果靠右侧,双排就靠左侧,也起到左右错排作用),每安放完一排蓄热体,都要经过现场技术人员的确认后方可安放下一排,全部安放完后上部应该没有缝隙;(6)蓄热体安装合格,装箱体盖板,注意每个箱体导流板方向一定要正确,且选不放高温高压橡胶石棉板,至烘炉温度至650℃左右时,水分少量排出时进行箱盖板封装,空气箱盖放入相应高温高压橡胶石棉板,插入螺栓、平垫、弹垫、螺母进行坚固,煤气蓄热箱封装时高温高压橡胶石棉板两面需要涂覆乐泰587 高温密封胶,避免使用过程中煤气泄漏,安装箱盖螺栓紧固时,要求对角紧固。
4 结语
新疆昆玉钢铁有限公司轧钢棒材车间加热炉采用上、下布置双蓄热烧嘴,钢坯始终处于煤气还原性气氛中,出钢温度1000℃时,氧化烧损达至超低水平,仅为0.55%。同时,棒材加热炉烟气热能极限回收,单位热耗≤0.95GJ/t 坯(冷装),烟气低氮、环保排放。各性能指标均已达到较高水平,值得广泛推广。
