机械合金化结合激光熔覆技术制备CoCrMoNbTi难熔高熵合金
2023-12-27何龙俊张咪娜叶旭阳阮殿波张文武
何龙俊 ,张咪娜 ,叶旭阳 ,阮殿波 ,张文武
1) 宁波大学机械工程与力学学院,宁波 315211 2) 中国科学院宁波材料技术与工程研究所,宁波 325201
高熵合金(high-entropy alloys,HEAs)作为一种突破传统合金设计理念的新型多主元合金[1-4],一般是由5~13 种主要元素组成,且每种元素的摩尔分数在5%~35%之间。由于其独特的设计理念,高熵合金具有简单的固溶体结构和许多优异性能,已成为材料领域中的研究热点之一。目前对于高熵合金的研究主要集中在由Al、Co、Cr、Cu、Fe、Ti 等元素组成的低熔点合金体系。随着航空航天等工业领域的快速发展,对金属材料的高温性能提出了更高的要求,因此基于高熵合金设计理念,难熔高熵合金材料(refractory high-entropy alloys,RHEAs)应运而生。难熔高熵合金最早由Senkov等[5]于2010 年以高熔点金属元素为组元提出的一种新型合金材料。综合了高熵合金独特的高熵效应、晶格畸变效应、迟滞扩散效应、鸡尾酒效应以及高熔点元素的高温特性,难熔高熵合金表现出优越的高温性能,如高强度、高硬度、优异的耐磨性和高温抗氧化性能等,在航天航空、化工、机械等领域具有巨大的应用前景,得到了研究学者的广泛关注。
难熔高熵合金的制备方法相对较少,主要通过真空电弧熔炼和激光熔覆技术制备难熔高熵合金熔锭和涂层材料。Senkov 等[6]采用电弧熔炼技术制备出AlMo0.5NbTa0.5TiZr 高熵合金。Nie 等[7]通过真空电弧熔炼设备按照等摩尔比制备出一种新型HfMoScTaZr 难熔高熵合金锭,并分析了合金的微观结构和力学性能。这些合金通常具有简单的固溶体结构和较高的强度。然而,电弧熔炼技术在制备大尺寸零件时具有一定的局限性,而且存在成分偏析和晶粒粗大等问题。为此,研究人员提出利用激光熔覆技术的快速凝固特点制备尺寸可控的高熵合金涂层可有效避免这些问题。Huang 等[8]采用激光熔覆技术在316 不锈钢表面制备了新型TiNbZrMo难熔高熵合金涂层,提高了316 不锈钢的耐磨性。Li 等[9]通过激光熔覆技术制备了具有四种不同钨含量(摩尔分数)的难熔高熵合金粉末WxNbMoTa(x=0、0.16、0.33、0.53),其综合性能明显优于传统的合金。现有研究表明,粉末原料对激光熔覆涂层质量有很大影响,特别是对难熔高熵合金熔覆层。目前大多通过传统的简单混合方式制备激光熔覆高熵合金涂层粉末原料,但这些混合粉末存在一系列问题,如成分均匀性不足、在激光熔覆过程中低熔点元素的挥发等,严重影响高熵合金的成形质量。因此,进一步优化粉末原料制备方法是提高熔覆层成形质量的一个关键问题。
机械合金化(mechanical alloying,MA)是一种通过高能球磨使合金粉末或金属原料在固态下实现合金化的先进粉末制备技术[10]。机械合金化已被广泛应用于高温结构材料、超导材料、热电材料和磁性材料等原料的制备[11-14],在多主元合金材料制备上也具有一定的潜在应用前景。与传统粉末制备方法相比,机械合金化制备成本低、设备简单、实用性强,特别适用于常温常压下对熔点差异较大的元素实现合金化。可通过机械合金化法制备出激光熔覆与粉末冶金用的高熵合金粉末,消除成分偏析,有效缓解低熔点元素挥发的问题[15]。周强等[16]采用机械合金化法制备了低熔点FeCuNiSnCo 合金粉末,并利用正交实验综合分析了工艺参数对粉末和材料性能的影响关系。Chen[17]采用机械合金技术,经过16 h 的高能球磨成功制备了AlCuNiFeCr 高熵合金粉末。目前,利用机械合金化法制备高熵合金的研究相对较少[18],特别是难熔高熵合金粉末的制备。
本课题组采用电弧熔炼方法成功制备出具有优异性能的CoCrMoNbTi 难熔高熵合金[19-20],结果表明合金粉末的质量对该体系合金在激光熔覆涂层制备方面有很大影响。将机械合金化与激光熔覆技术结合起来制备难熔高熵合金具有较好的创新性和一定的实用性。本文通过机械合金化制备了CoCrMoNbTi难熔高熵合金粉末,分析了粉末在合金化过程中微观结构的变化,并采用激光熔覆技术制备了CoCrMoNbTi 合金涂层,研究了涂层的组织及性能。
1 实验材料及方法
实验所用原料为纯度高于99.9%的Co 粉、Cr 粉、Mo 粉、Nb 粉和Ti 粉五种单质粉末,其粒度均在45~150 μm 范围之内。利用精度为0.01 g的电子天平按照等摩尔配比称取各粉末,将称重好的粉末置于混料机中混合3 h,得到混合均匀的预混粉末。
采用机械合金化法制备合金粉末。将磨球与预混粉末按照球料质量比10:1 置于球磨罐中进行球磨,所用球磨机为ND7-4L 型行星式球磨机,球磨转速为300 r·min-1,球磨时间为40 h。为避免球磨过程中粉末与空气发生氧化,向球磨罐中充入高纯度氩气(99.99 %,0.5 MPa)作为保护气氛。为抑制粉末颗粒的团聚和防止冷焊过度,球磨过程中加入质量分数1%无水乙醇作为过程控制剂。采用间歇球磨方式进行球磨(每球磨15 min 切换旋转方向,每球磨1 h 间歇0.5 h),避免粉末和磨罐过热,球磨时间分别为5、10、20、30 和40 h。
将球磨好的高熵合金粉末进行烘干,采用激光熔覆技术在316 不锈钢基板上制备CoCrMoNbTi 高熵合金涂层。优化激光熔覆成形工艺为激光功率1500 W、扫描速度5mm·s-1、激光光斑4 mm、送粉速率20 g·min-1、氩气流速15 L·min-1、搭接率30%。
采用D8 Advance Davinci 型X 射线衍射仪(Xray diffractometer,XRD)表征CoCrMoNbTi 难熔高熵合金粉末与涂层的相结构。通过QUANTA FEG-250 型场发射扫描电子显微镜(scanning electron microscopy,SEM)观察合金粉末与高熵合金涂层微观形貌,涂层试样需经过打磨、抛光处理。利用扫描电镜所附带的能谱仪(energy dspersive spectroscopy,EDS)定性和定量分析粉末中各主元分布情况。使用VK-X200K 型激光共聚焦显微镜(基恩士)测试高熵合金涂层相对密度。
2 结果与讨论
2.1 机械合金化粉末的物相结构
图1 所示为不同球磨时间下的CoCrMoNbTi 难熔高熵合金粉末X 射线衍射图谱。从图1(a)可以看出,未经球磨的混合粉末中五种主元衍射峰清晰可见,且衍射峰峰形较为尖锐。当粉末球磨10 h时,Co 和Ti 元素的衍射峰明显弱化。当球磨时间增加至20 h 时,Co 和Ti 元素衍射峰已经全部消失,Cr 元素衍射角为2θ=44.5°衍射峰晶格常数由2.0380 Å降低到2.0368 Å,衍射角为2θ=64.7°和81.8°的衍射峰消失,其余元素的衍射峰相对强度也相应降低,这表明高熵合金粉末中各元素已发生部分合金化。值得注意的是,在原有Mo 元素衍射峰附近出现了新的衍射峰,经过比对判定该衍射峰为体心立方固溶体衍射峰。随着球磨时间继续延长,Cr、Nb、Mo 元素的衍射峰也相继消失,当球磨40 h 时,最终形成了单相体心立方固溶体结构的高熵合金粉末,说明粉末合金化完成。已有研究表明,在球磨过程中,高熵粉末的合金化顺序与各主元的熔点有关。彭海燕等[21]在对NbMoTaWVCr 系高熵合金进行机械合金化时发现,熔点较低的Cr、V 元素首先发生固溶,而高熔点的Nb、Mo 和Ta 元素最后实现合金化。综合分析,在球磨过程中,CoCrMoNbTi难熔高熵合金发生合金化的顺序依次为Co→Ti→Cr→Nb→Mo,符合熔点越高的元素越难实现合金化的理论。

图1 不同球磨时间CoCrMoNbTi 难熔高熵合金粉末X 射线衍射谱(a)和局部放大图(b)Fig.1 XRD patterns (a) and the partial enlarger view (b) of the CoCrMoNbTi refractory high-entropy alloy powders milled for the different times
在球磨过程中,粉末中单质元素的衍射峰相对强度随球磨时间的延长逐渐弱化直至最终完全消失,主要是与这些元素发生扩散固溶有关。图1(b)所示为不同球磨时间的合金体心立方固溶体相衍射峰放大图。从图中可以看出,粉末主相衍射峰随球磨时间逐渐宽化,这主要与机械球磨过程中粉末发生的晶格畸变有关。采用Jade6 软件分析不同球磨时间下合金粉末X 射线衍射图谱。利用式(1)布拉格方程[22]可以计算相的晶格常数。
式中:d为晶格间距,θ为衍射角的一半,λ为X射线波长(λ=1.5406 Å)。对于立方晶系而言,晶面间距如式(2)所示。
式中:a为晶格常数,h、k、l为晶面指数。把式(2)带入到式(1)中得到晶格常数,如式(3)所示。
经过计算得出球磨10 h 时的粉末晶格常数为3.14694 Å,随着球磨时间延长到20 h 时,晶格常数增大到3.14932 Å,当球磨至40 h 时,粉末晶格常数稳定在3.14965 Å。在球磨初期,晶格畸变较为急剧,随后逐渐减缓,晶格常数前期变化剧烈,后期则趋于稳定。因此,在球磨过程中,粉末不断破裂,晶粒细化并发生固溶,依此所引发的晶格畸变是导致衍射峰宽化的主要原因。
2.2 机械合金化粉末的显微形貌
图2 所示为不同球磨时间下粉末的微观形貌。由图2(a)可以看出,原始混合粉末的粒度均分布在45~150 μm 之间,但颗粒大小差异显著;经过5 h 的球磨,粉末发生了严重的塑性变形,粉末经过剧烈的碰撞由球形变为片状(图2(b)),这是由于球磨初期粉末均以单质形式存在,此时粉末的强度较低,在受到磨球的剧烈撞击时容易发生变形,因此被压成了片状;球磨至10 h 和20 h 时,粉末不断重复冷焊-断裂的过程,片状粉末逐渐焊合在一起形成扁平化粉末(图2(c)和图2(d))。这主要是由于球磨过程实际就是断裂与冷熔的竞争过程,较大的粉末颗粒经过不断碰撞断裂而细化,较小的粉末经过不断冷焊和团聚而焊合,因此使得经过球磨后的粉末颗粒粒度逐渐趋于均匀。图2(e)结果显示,对于CoCrMoNbTi 难熔高熵合金粉末,经过30 h 的球磨,粉末的团聚现象减弱,而断裂占据了主要因素,粉末粒度随球磨时间细化效果明显;当球磨至40 h 时,粉末断裂与冷焊基本达到平衡,粉末粒度随球磨时间的延长并没有继续发生显著变化(图2(f)),此时扁平化粉末的球形度不断优化最终趋于球形化。

图2 不同球磨时间CoCrMoNbTi 难熔高熵合金粉末显微形貌:(a)0 h;(b)5 h;(c)10 h;(d)20 h;(e)30 h;(f)40 hFig.2 SEM images of the CoCrMoNbTi refractory high-entropy alloy powders milled for the different times: (a) 0 h;(b) 5 h;(c) 10 h;(d) 20 h;(e)30 h;(f) 40 h
为了确定粉末的成分,选择球磨40 h 的CoCrMoNbTi 难熔高熵合金粉末进行进一步分析,对该条件下粉末不同位置进行能谱定量分析,结果如图3 和表1 所示。从表1 可得,经过球磨40 h后粉末各个位置处Co、Cr、Mo、Nb、Ti 五种元素含量与名义成分十分接近,表明在球磨40 h 时,粉末中各主元经反复断裂和冷溶,元素之间相互扩散固溶,且未有明显元素挥发现象发生,最终形成了成分均匀的合金化粉末。图4 为球磨40 h 后CoCrMoNbTi 难熔高熵合金粉末成分面分布图,结果显示粉末中各元素成分分布均匀。综上所述,经过40 h 的高能球磨,粉末各主元之间完成了扩散固溶,形成了体心立方单相固溶体结构;粉末粒度得到了极大的细化,且趋于球形化,具有较好的流动性;各元素分布均匀且各元素含量接近名义成分,为后续制备性质均匀的高熵合金涂层奠定了基础。

表1 图3 中不同位置的CoCrMoNbTi 合金粉末能谱点扫描分析结果(原子分数)Table 1 EDS point scanning analysis results at the different spots in Fig.3 of the CoCrMoNbTi alloy powders %
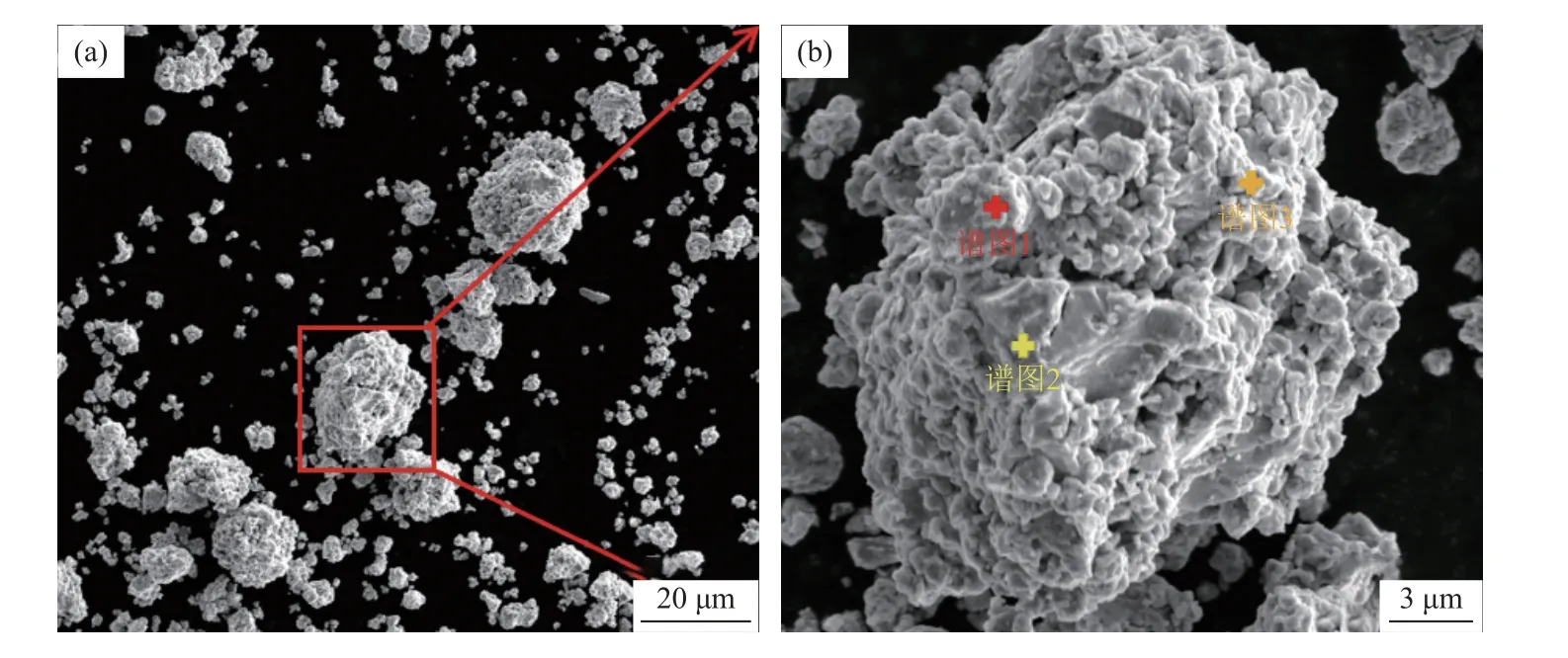
图3 球磨40 h 的CoCrMoNbTi 难熔高熵合金粉末形貌(a)及能谱点扫描图(b)Fig.3 Morphology (a) and EDS point scan (b) of the CoCrMoNbTi refractory high-entropy alloy powders milled for 40 h

图4 球磨40 h 的CoCrMoNbTi 难熔高熵合金粉末形貌及能谱面扫描图:(a)显微形貌;(b)Mo;(c)Co;(d)Cr;(e)Nb;(f)TiFig.4 SEM image and EDS maps of the CoCrMoNbTi refractory high-entropy alloy powders milled for 40 h: (a) SEM image;(b) Mo;(c) Co;(d) Cr;(e) Nb;(f) Ti
2.3 难熔高熵合金涂层组织形成过程
选取球磨40 h 的粉末为原料,利用激光熔覆技术在最优工艺条件下制备出CoCrMoNbTi 难熔高熵合金涂层。图5 所示为激光熔覆高熵合金涂层的X 射线衍射图谱。从图5 可以看出,涂层的物相组成简单,仅由体心立方固溶体相和少量Cr2Nb、Co2Ti 化合物组成,未出现其他新相,这主要是由于高熵合金自身特有的高熵效应以及激光熔覆过程中快速冷却抑制了元素扩散与金属间化合物的析出。

图5 CoCrMoNbTi 难熔高熵合金涂层X 射线衍射图谱Fig.5 XRD images of the CoCrMoNbTi refractory highentropy alloy coatings
图6 为CoCrMoNbTi 难熔高熵合金涂层表面宏观形貌和截面微观组织。由图6(a)和6(b)可见,熔覆层成形表面质量较好,涂层较为平整,无明显的翘曲、断裂、裂缝和气孔等缺陷。单道边缘以及连续熔覆层相邻熔道之间分布有少量未熔的粉末,这是由激光束能量分布为近高斯分布,较低能量的光斑边缘未能完全熔化粉末以及熔道搭接处熔化时产生的飞溅现象所形成。图6(c)和图6(d)所示为涂层截面背散射显微形貌及熔覆层上部区域放大组织。由图6(c)可知,涂层与基体之间结合紧密,形成了良好的冶金结合。涂层中存在少量的气孔和未熔粉末,但整体结构致密、组织均匀,整体上为细小的树枝晶结构。涂层与基体过渡区域有一条明显的过渡带(图6(c)箭头标记处),为平面晶组织。激光熔覆过程中,涂层温度梯度(G)和凝固速率(R)的比值(G/R)是决定高熵合金组织生长形态的主要因素,由于在熔覆层与基体结合处大部分热量向基体散失,且散热速率相对较快,因此该区域温度梯度(G)很大,凝固速率(R)相对较小,组织的成核速度大于枝晶生长速度,形成了平面晶。涂层中上部受基体影响较小,导致温度梯度减小,凝固速率增大,形成了细小致密的树枝晶(图6(d))。

图6 CoCrMoNbTi 难熔高熵合金涂层宏观形貌((a)和(b))和背散射电子形貌((c)和(d))Fig.6 Macro morphology ((a) and (b)) and the backscattered electron images ((c) and (d)) of the CoCrMoNbTi refractory high-entropy alloy coatings
3 结论
(1)随高能球磨时间的增加,各主元经扩散和固溶合金化,形成了具有单相体心立方结构的CoCrMoNbTi 难熔高熵合金粉末。发生合金化的顺序依次为Co→Ti→Cr→Nb→Mo,说明粉末中各元素的合金化顺序与熔点相关,熔点较低的元素率先完成合金化。
(2)经过40 h 的高能球磨,粉末粒度得到了极大了细化,粉末中各主元经反复断裂和冷溶,元素之间相互扩散固溶,各元素在粉末中分布均匀且与粉末的名义成分接近,粉末合金化效果较好。
(3)使用机械合金化粉末为原料,通过激光熔覆技术所制备出的难熔高熵合金涂层物相组成简单,仅由体心立方固溶体相和少量Cr2Nb、Co2Ti化合物组成,熔覆层成形表面质量较好,涂层表面较为平整,无明显的断裂、裂缝和气孔等缺陷,涂层与基体之间形成了良好的冶金结合。涂层底部与基体结合区域受基体散热影响较大,导致温度梯度较大,形成了一层平面晶结构。涂层中上部受基体影响较小,涂层凝固速率增大,涂层整体上呈细小致密的树枝晶。
