Low-cycle fatigue behaviour of Mg-9Gd-4Y-2Zn-0.5Zr alloys with different structures
2023-12-27JinshengJiJieZhengLeichenJiYongZhngYunfeiJiYushShiHengZhngYongXue
Jinsheng Ji ,Jie Zheng ,Leichen Ji ,Yong Zhng ,Yunfei Ji,* ,Yush Shi ,Heng Zhng,Yong Xue,*
aSchool of Materials Science and Engineering, North University of China, Taiyuan 030051, China
b Key Laboratory of Pressure Systems and Safety, Ministry of Education, School of Mechanical and Power Engineering, East China University of Science and Technology, Shanghai 200237, China
Abstract The strain-controlled cyclic deformation behaviour of Mg-9Gd-4Y-2Zn-0.5Zr with different structures was investigated.Alloys were prepared by solution,extrusion and pre-ageing extrusion,and the microstructures before and after the fatigue tests were characterized.Experimental results indicated that the bimodal structure owned the better performance in fatigue test,which was attributed to the higher yield strength.For the equiaxed structure,cyclic hardening induced stress concentration until the failure.Stable cyclic deformation and persistent cyclic softening played an important role at the low and high strain amplitudes,respectively.This was attributed to the formation of fine grains relieving the stress concentration during cyclic loading.In addition,residual twins were observed in equiaxed structure to induce crack,and the bimodal structure effectively restrain it.
Keywords: Strain-controlled fatigue;Bimodal structure;Fractography;Mg-Gd-Y-Zn-Zr alloy.
1.Introduction
Due to their excellent performance,such as their light weight and high specific strength,magnesium (Mg) and its alloys have attracted more attention [1–4].With industrial development,the demands for product performance are no longer restricted to hardness,strength and elongation.Fatigue performance has also become an assessment standard for many industrial products [5,6],including important components such as engines and wheels.With the further research and application of Mg alloys in many fields,it is necessary to study the fatigue behaviour of Mg alloys.
Compared to conventional wrought Mg alloys,Mg alloys with rare earth elements (Mg-RE) have been investigated for their better mechanical performance [7–9],which has extensive application prospects.The slip systems of Mg alloys are limited at room temperature due to their hexagonal closepacked (HCP) crystal structures,so twinning plays an important synergistic role in the deformation behaviour of magnesium alloys [10–12].While all available slip systems are absent during the plastic deformation of Mg,twinning can occur during further changes,and its typical types are tension twins and compression twins [13,14].Zhu et al.[15]showed that the polarity of tensile twins is the reason for the asymmetry of the tensile and compression strength of wrought magnesium alloys.For better fatigue performance and wider application,the addition of rare-earth (RE) elements has been considered,including Gd,Y,and Nd.It is reported that Gd [16]effectively improves critical resolved shear stress (CRSS),and Y[17]can enhance the slip of the <c+a>dislocation in the cone.Therefore,atoms can move more easily during hot deformation[18].Additionally,Zn and Zr,as common elements,offer unique contributions to the mechanical properties of Mg alloys.The addition of Zn [19–21]to Mg-Gd-Y alloys promotes the formation of a long-period stacking ordered(LPSO)phase,and Zr [22]contributes to grain refinement,which improves the hardness and strength.Previous studies have indicated that Mg-RE has excellent performance in fatigue behaviour.As the hard phases,the LPSO phases hinder the propagation of cracks to avoid failure by short-fibre strengthening.Briffod et al.[17]studied the effects of the LPSO phase on fatigue behaviour.The LPSO phase improves the yield strength,and its volume fraction has limited effects on the fatigue life.
As a typical traditional shaping method,extrusion has been widely applied,and it contributes a typical bimodal structure to obtain great improvement in properties [23–26].The typical bimodal structure consists of recrystallized grains and deformed grains,which are designated as the soft and hard regions,respectively.For Mg-RE,the fine dynamic recrystallized grains have a weakened texture and contribute to the ductility [27].In addition,thick and thin deformed grains compared with the fibre LPSO phase greatly enhance the strength.At present,many studies [28,29]have shown that the combination of pre-ageing treatment and deformation contributes to higher properties of Mg-RE alloys.This is attributed to the further dynamic recrystallization brought from Mg5RE [28].As we all know,grain boundaries obtain resistance to crack initiation by hindering dislocation movement[30,31].Therefore,pre-ageing treatment is likely to improve the performance in fatigue properties.However,few studies have been performed.
In this paper,three alloys were prepared by solution,extrusion and pre-ageing extrusion,and we investigated their strain-controlled low-cycle fatigue behaviours.For the equiaxed and bimodal structures,different performances in the fatigue tests were shown,and reinforcements in the bimodal structure were explored.For further analysis,microstructures after the fatigue tests were investigated.In addition,we proved it that pre-ageing treatment makes the positive influences on prolonging fatigue life.
2.Experimental procedure
The experimental material composition was Mg-9Gd-4Y-2Zn-0.5Zr (wt.%) and prepared by solution,extrusion,and pre-ageing extrusion.The as-cast alloy was held at 520 °C for 24 h,i.e.,a solution treatment to obtain the SA specimen.Additionally,a part of the SA specimen was aged at 200 °C for 112 h to obtain the peak-aged state.During extrusion,the SA and pre-aged billets were extruded into a bar with a diameter of 16 mm at 450 °C with an extrusion ratio of 16:1.Herein,the specimens prepared by solution,extrusion and pre-ageing extrusion were designated “SA”,“EA”and “PA”,respectively.Cooling methods are defined as water quenching (WQ) and air cooling (AC).The SA samples for tensile and low-cycle fatigue tests were cut along the random direction.The EA and PA samples were cut along the extrusion direction (ED).In Fig.1,a schematic diagram of the alloys and geometric shapes of the specimens are shown.

Fig.1.The (a)schematic diagram of SA,EA and PA;(b) geometric shapes of specimens.
After the preparation of specimens,a series of performance tests were carried out.The tensile testing was carried out at a rate of 0.001 mm/s on a 3382 Instron Universal Material Experiment Machine at room temperature.The parts of the fatigue sample were ground and mechanically polished to obtain a smooth surface.Strain-controlled fatigue under the condition of triangle waveformR=-1,frequency 0.25 Hz,and total strain amplitude 0.4%,0.5%,0.6%,0.7% and 0.8%,respectively,was conducted on an Instron-8802 fatigue test machine.The microstructures of the samples were observed by an Axio Observer A2M Carl Zeiss Optical Microscope(OM) using a corrosive agent consisting of acetic acid,alcohol,water,and picric acid.The fracture surface morphology of the broken samples and the longitudinal section of the cracked samples were cut from the gauge section and observed by a Hitachi SU5000 scanning electron microscope(SEM).The microstructure evolution of samples with different treatments was investigated by electron backscattered diffraction (EBSD) and transmission electron microscopy (TEM),and the observed plane was perpendicular to ND.
3.Results
3.1. Initial microstructure
Fig.2a–c shows scanning images of the specimens in the state of solid solution,extrusion and pre-ageing extrusion.As shown in Fig.2a,the Mg-RE alloy after solid solution treatment contains block-shaped phases,matrix grains,and rareearth rich phases.Most block-shaped phases are distributed at the grain boundaries of the matrix,and the massive and bright spots indicate Zr-rich phases.In addition,the points marked by the blue dotted frame are the grain boundaries of the matrix grains where the needle-like phases in different directions occur.It has been reported that the needle-like phase is the product of the transition from a block-shaped phase to a lamellar-shaped phase under high temperatures [2].After extrusion deformation,obvious microstructural changes occur.As shown in Fig.2b,the bright blue lines mark the grain torsion behaviour.The matrix grains stretch along with ED,and fine grains form around them.The block-shaped phases also show the same trend.The blue box marks the grain boundary,where obvious sediment exists under the condition of thermal deformation.The black square indicates that the block-shaped phase transforms into the lamellar-like phase during hot deformation,and the elongated phase also twists under extrusion.The same variation trend exists in Fig.2c.However,its deformation and refinement transform to a larger degree.Compared to Fig.2b,fine precipitates formed at grain boundaries during the extrusion process,and the dispersed precipitates improved the grain strength.According to the EDS results,the Spot 1 matrix is dominated by Mg and mixed with a small number of rare-earth elements.The block-shaped phase (Spot 2) is produced by the enrichment and precipitation of a large number of rare-earth elements and Zn.The lumpy phase marked as spot 3 has a small amount of Zr and plenty of rare-earth elements,which make it brighter under observation than other tissues.A bright round patch (Spot 4) is formed by a large concentration of Zr elements.Under pressure,the materials(Spots 3 and 4) that participate make no changes in the deformation process.
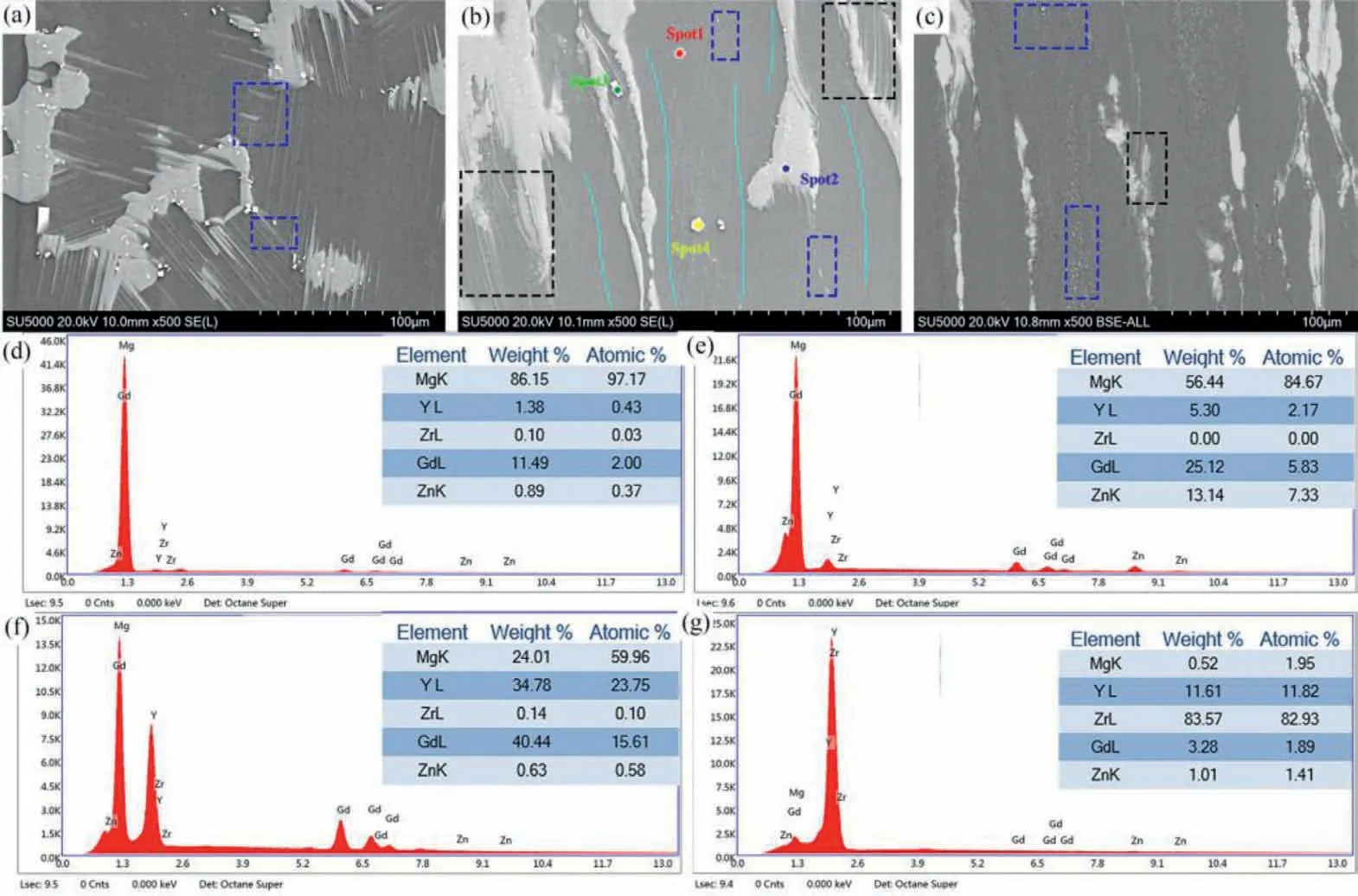
Fig.2.SEM images of (a) SA alloy (b) EA alloy (c) PA alloy and EDS results of all constituents (d) Spot1 (e) Spot2 (f) Spot3 (g) Spot4.
The poor properties of as-cast rare earth magnesium are often caused by element segregation and oxides,which can be effectively alleviated by solid solution treatment.Solid solution treatment is favourable for rare earth elements to dissolve in the matrix to form a saturated solid solution,which causes lattice distortion and strengthens the matrix.As shown in Fig.3a,the grain orientation of the alloy prepared by solution (i.e.,SA sample) is random,and its texture is dispersive with low strength.Table 1 shows the size and fraction of grains in the SA,EA and PA samples.The SA sample consists of coarse grains,and its average grain size is 96.7 μm.After extrusion (i.e.,EA sample),the deformed grains twist along the ED,and fine recrystallized grains form at the grain boundaries,as shown in Fig.3b,which is a typical bimodal structure.In addition,elongated matrix grains show different degrees of deflection and torsion.One can note from the inverse pole figure (IPF) that extrusion leads to a strong basal texture,which is a disadvantage of basal slip.Recrystallization consumes the coarse grains,leading to the formation of a weaker texture.The block-shaped phases at the grain boundary also deform along with ED.The broken LPSO phases are conducive to nucleation and growth by the adsorption of elements.During extrusion,continuous dynamic recrystallization(CDRX)and discontinuous dynamic recrystallization(DDRX)are triggered simultaneously.Combined with Table 1,the average size of coarse grains is reduced to 66.5 μm,and its fraction is 60.6% after extrusion for recrystallization.It can be concluded from Fig.3c that further recrystallization occurs,and there are hardly any large grains left.Pre-ageing treatment contributes to further DRX during extrusion,and its fraction increases from 39.4 to 58.1%.According to the particle stimulation nucleation (PSN) mechanism,elements gather at many precipitates to form new grains.Compared to the EA sample,the fine grains of the PA sample have a smaller size due to the interactions between grains.

Table 1The average values of Size (μm)/ Fraction from EBSD before and after fatigue testing at the amplitude of 0.8%.
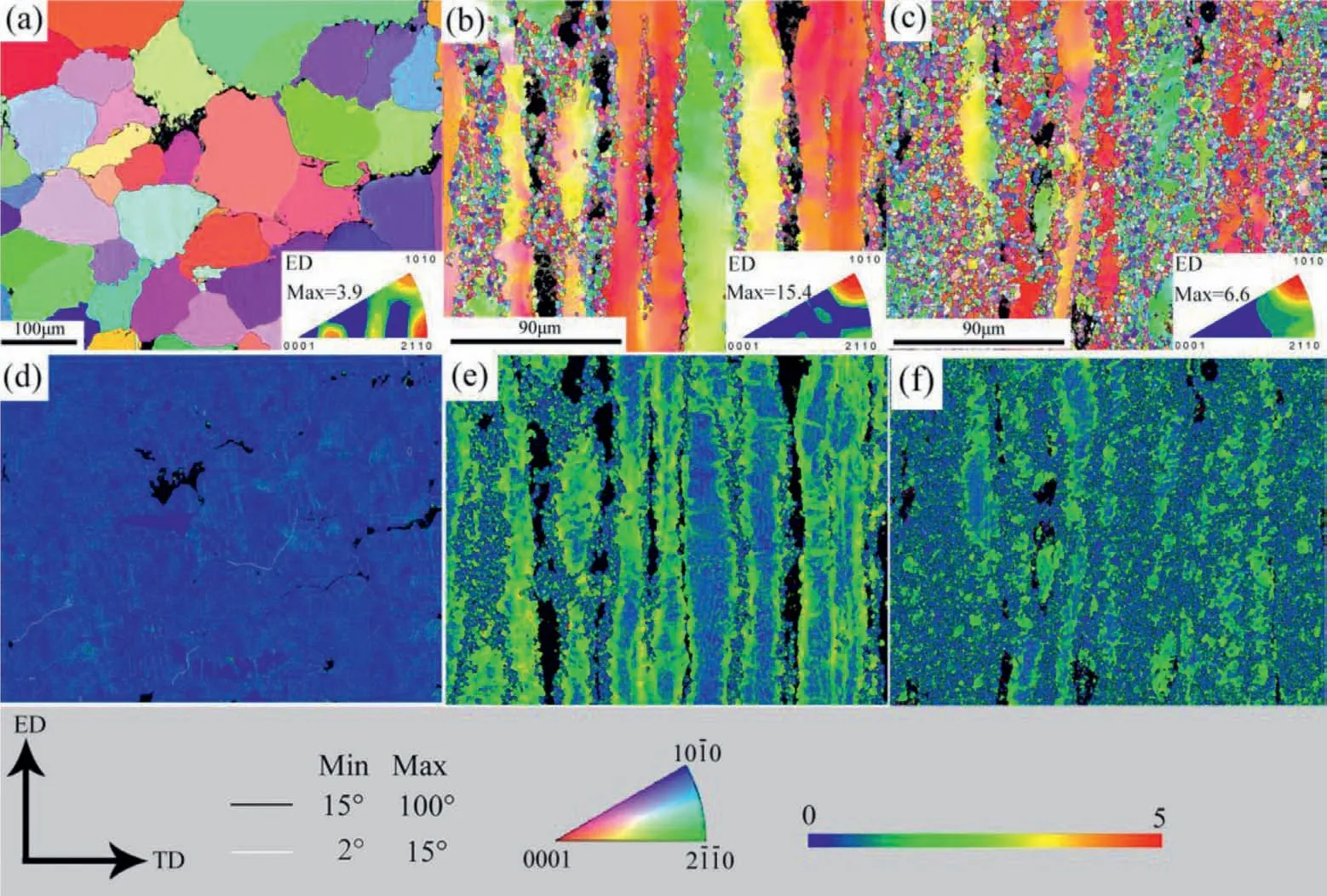
Fig.3.EBSD results of (a) CA,(b) EA and (c) PA;kernel average misorientation (KAM) maps of (d) SA,(e) EA,and (f) PA.
3.2. Tensile properties
Fig.4 shows the mechanical parameters of the as-cast alloy,SA,EA and PA.For the as-cast alloy,the elongation (EL) is just 2.8%,the ultimate tensile strength (UTS) is 197.21 MPa,and the yield strength (YS) is 123.56 MPa,having poor performance due to element segregation,air voids,etc.The cracks are prone to form within the regions of segregation and holes close to the inner surface.For the SA alloy,EL is 5.2%,UTS is 246.86 MPa,and YS is 139.14 The more well-distributed microstructure brought by the solution and elements dissolved in the matrix could contribute to the higher properties in comparison to the as-cast alloy.After extrusion,the mechanical properties of the EA alloy are increased significantly.UTS is up to 376.31 MPa,YS is 323.56 MPa,and EL is 8.2%,and grain refinement and a further well-distributed microstructure contribute to higher strength and elongation.Furthermore,it is significant that pre-ageing treatment could further improve the mechanical properties.More precipitates form from pre-ageing,and further DRX occurs during extrusion.Finally,the UTS,YS and EL of PA alloy are enhanced to 466.42 MPa,399.33 MPa and 8.8%,respectively.
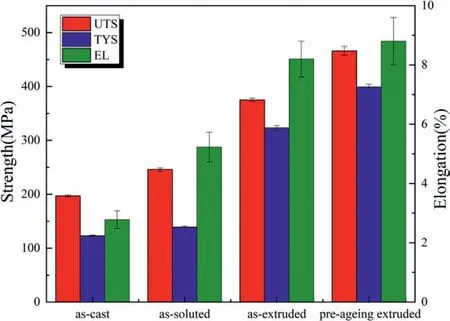
Fig.4.The mechanical properties of specimen under different states: as-cast,SA,EA,PA.
3.3. Hysteresis loops and fatigue life
Fig.5 shows the hysteresis loops of the SA,EA and PA samples at the first,second cycle and middle life.In Fig.5a,the Mg-RE alloy after the solid solution,i.e.,the SA alloy,has a plump hysteretic curve.With increasing strain amplitude,the area of the hysteresis loop also increases,indicating that the plastic energy dissipation increases.The SA alloy shows higher stress with increasing cycles,which means cyclic hardening.At low amplitude (0.5%),EA and PA maintain a persistently stable state during the whole fatigue test,as shown in Fig.5b,c.In contrast to the SA alloy,at high amplitude (0.8%),further cyclic loading contributes to the reduction of stress in EA and PA.It means that the bimodal structure consumes less energy than the equiaxed structure.Compared with the 1st and 2nd cycles,the range of stress decreases at the half-life.The area of the hysteresis loop of the EA and PA samples is significantly smaller than that of the SA samples under the same loading conditions.Moreover,the stress amplitude of the extruded sample is also higher than that of the SA sample.In contrast to the asymmetric shape in the SA,the EA and PA samples all have a near symmetric shape of the hysteresis loop during cyclic loading.
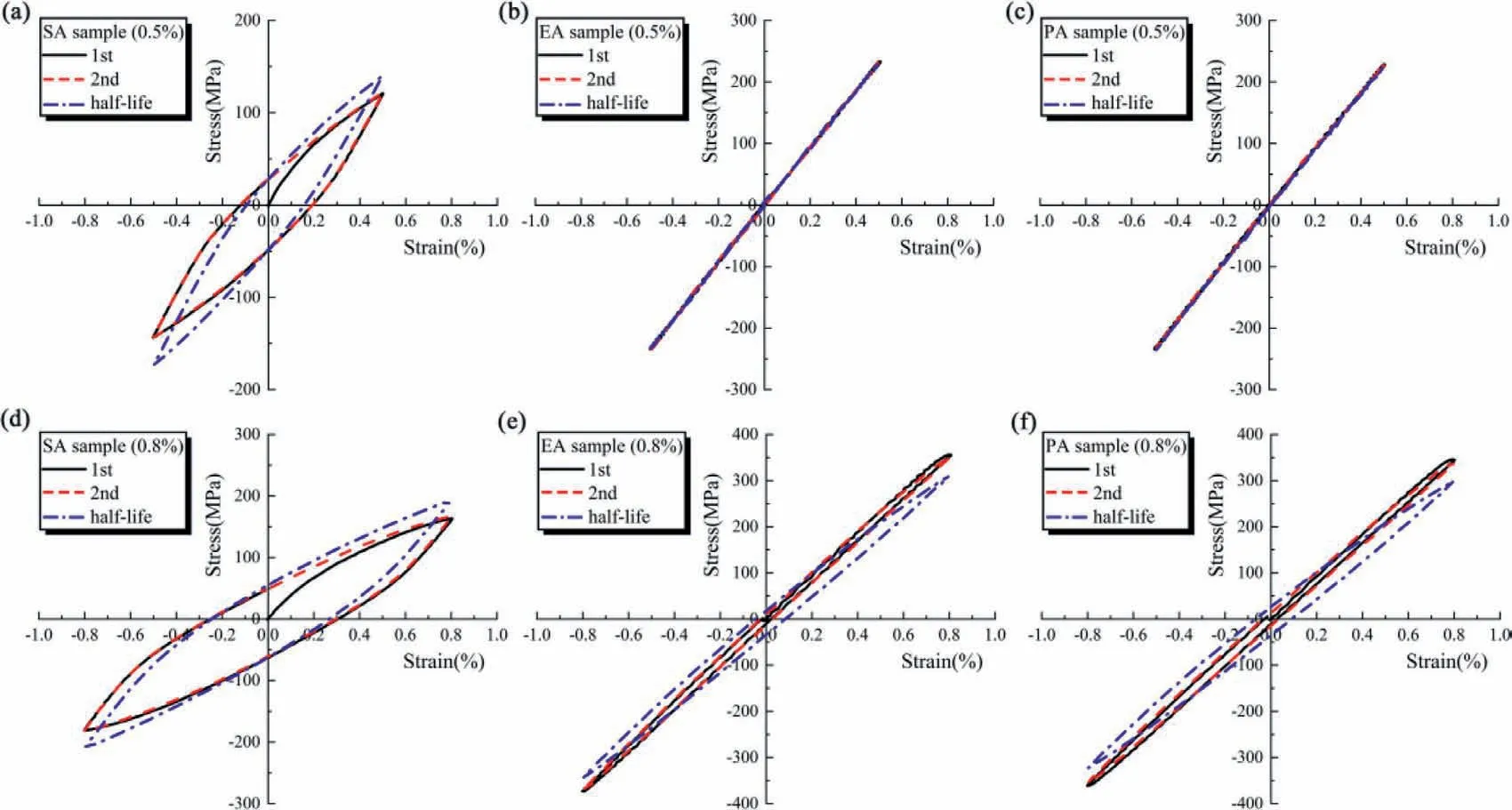
Fig.5.Stress-strain hysteresis loops of SA sample (a,d),EA sample (b,e),PA sample (c,f) at the amplitude of 0.5% (a,b,c) and 0.8% (d,e,f).
Fig.6 shows the S-N curves of the SA,EA and PA samples in the fatigue tests.Under the strain control mode,the life is shortened with higher strain amplitude.When the strain amplitude is less than 0.6,the difference in life is obvious.When the strain amplitude is over 0.6,the difference between the EA and PA samples is small.By comparison,the fatigue life of the bimodal structure is obviously improved.Higher yield strength brought by the bimodal structure contributes to the longer fatigue life.When the strain amplitude is 0.4,the life of the extruded sample is much longer than that of the SA sample,and no fracture occurs within the set maximum life (105cycles).The reinforcements of a bimodal structure are obvious,and its further evaluation is discussed in the following chapter.
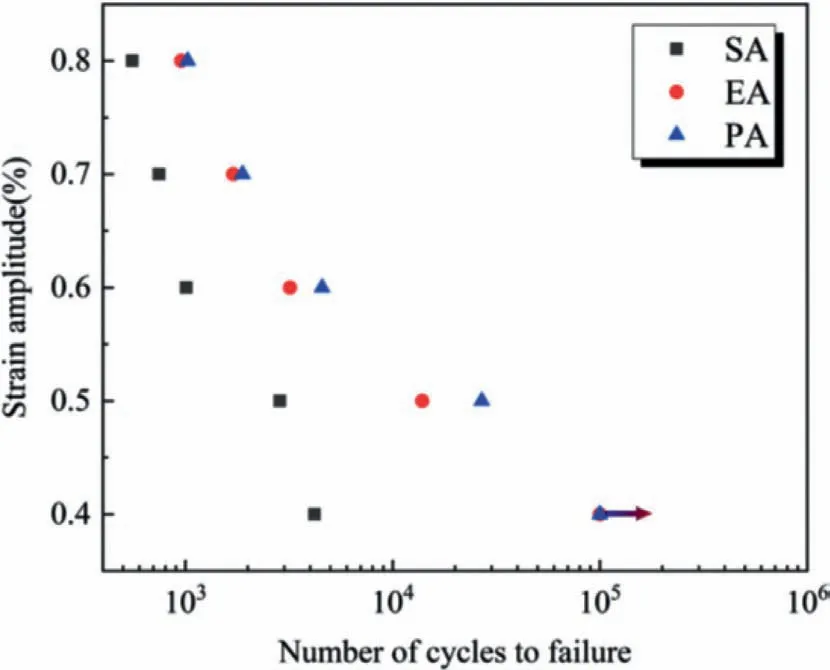
Fig.6.The total strain amplitude versus number of cycles to failure for SA,EA and PA samples.
3.4. Cyclic deformation response and microstructure after fatigue
Fig.7a shows the influence of the equiaxed and bimodal structures on the fatigue behaviour.At strain amplitudes of 0.5% and 0.8%,the SA alloy shows obvious cyclic hardening behaviour.Compared to the equiaxed structure,the bimodal structure exhibits different cyclic mechanical properties under low (0.5%) and high (0.8%) strain amplitudes.The bimodal structure greatly enhances the stress amplitude during cyclic deformation,which is due to the large number of dislocations brought by extrusion.Cyclic deformation is made up of hardening and softening behaviour.At an amplitude of 0.5%,a balance between hardening and softening behaviour is observed in EA and PA.However,persistent softening behaviour occurs at higher amplitudes (0.8%).As shown in Fig.7b,c,CDRX was observed in the bimodal structure.No obvious microstructure evolution occurs in SA,as shown in Fig.7d.After the fatigue test of higher amplitude,the numerical evolution of the microstructure is listed in Table 1.The TEM bright field (BF) images of SA and PA alloys after the fatigue test are illustrated in Fig.8.Dislocation tangles and traces can be observed after the fatigue test,as shown in Fig.9a,e.Different from the SA alloy,the PA alloy has more dislocations and obvious dislocation traces.Dislocation accumulation can be observed in the boundaries of twins and grains,which are indicated by the blue arrows in Fig.9b and c,respectively.In addition,Mg5RE phases were observed in the PA alloy and hindered dislocation movement,which is indicated by the yellow arrow in Fig.9c.Fig.9f shows the corresponding SAED patterns of the Mg5RE phase.Fine grains were observed in Fig.9d,which are indicated by red arrows and surrounded by many dislocations.
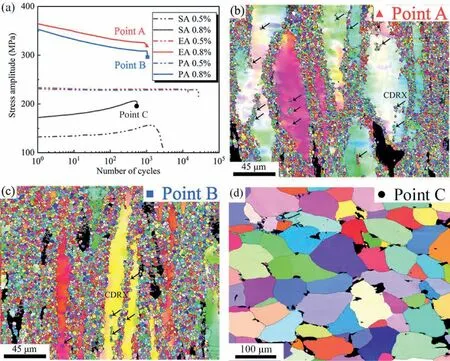
Fig.7.The (a) stress amplitude of SA,EA,PA at strain amplitude of 0.5% and 0.8%;microstructure of (b) EA (Point A,0.8%),(c) PA (Point B,0.8%),(d)SA (Point C,0.8%) after fatigue test.
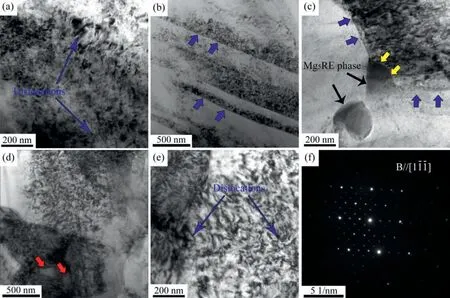
Fig.8.TEM BF images of (a,b) SA and (c-e) PA alloys after fatigue test: dislocations accumulated at (a) grain,(b) twins,(c) grain boundaries and Mg5RE phase,(d) formation of new fine grains,(e) dislocation movement,(f) corresponding SAED patterns of Mg5RE phase.
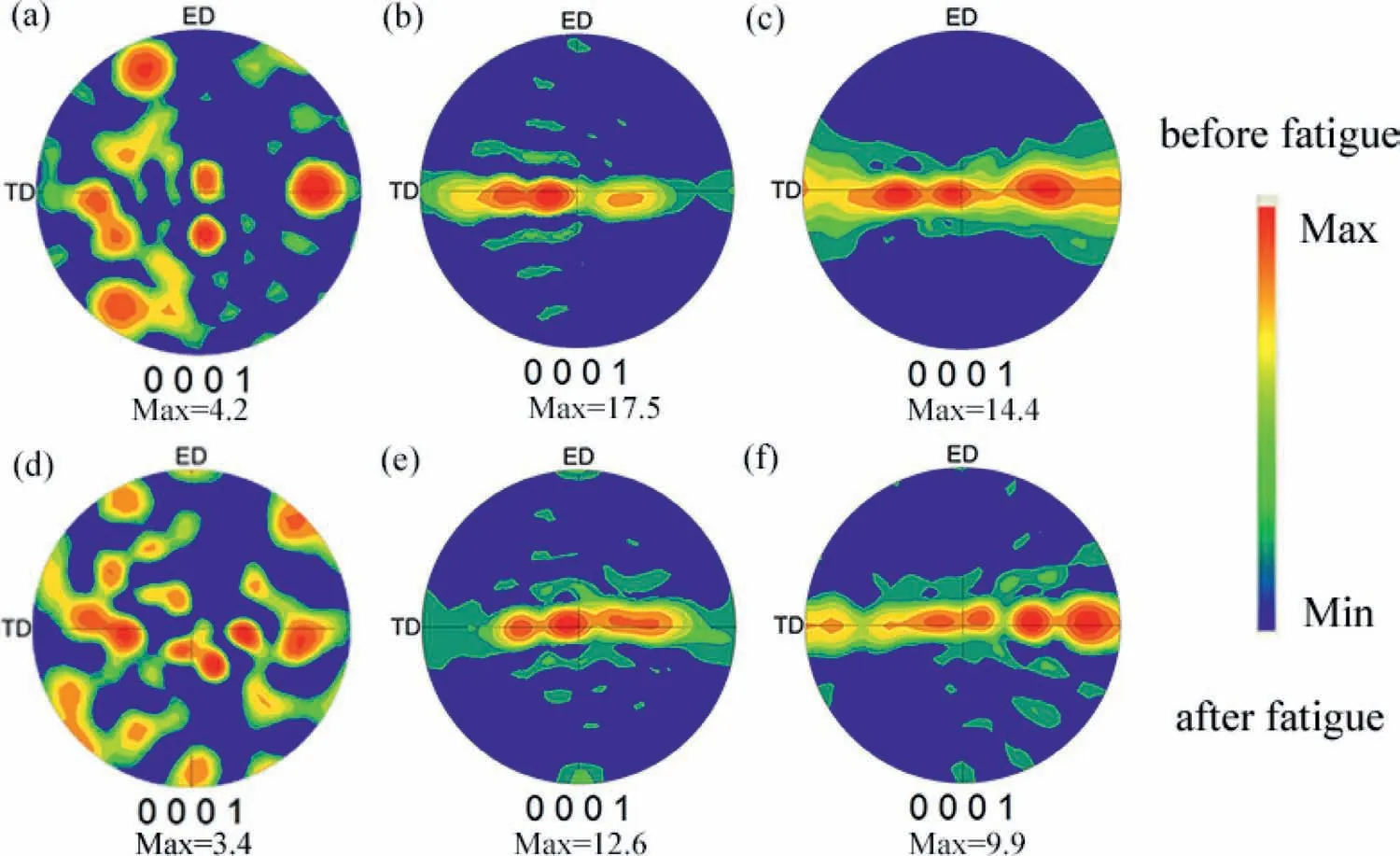
Fig.9.Pole figure of SA (a,d),EA (b,e) and PA (c,f) before and after fatigue test.
Fig.9 shows the texture evolution of the specimens before and after the fatigue test.Different from the equiaxed structure,extrusion leads to a bimodal structure with a unique texture that is distributed along with TD,as shown in Fig.9b,c.Recrystallized grains with random orientation weaken the texture intensity.Cyclic loading influences the grain orientation such that texture is deflected along the ED.The texture evolution visually shows the condition of grain rotation after cyclic deformation.The SA alloy with the equiaxed structure has a dispersive distribution and weak strength of the texture.Additionally,the weaker texture intensity is obtained after fatigue test,which is attributed to CDRX during cyclic loading.
3.5. Fracture morphology and crack path
In the process of cyclic loading,the samples experienced three stages of crack initiation,stable crack growth and rapid fracture,which are represented by I,II and III,respectively,in Fig.10.On the whole,the specimens with the bimodal structure (EA,PA) have coarser fractures than SA.According to the fracture,the initiation and propagation of cracks are observed.Cracks first appear on the surface or subsurface of the samples.According to the fracture morphology,the crack initiation site is close to the edge of the sample.As shown in Fig.10a,LPSO phases are observed on the surface or subsurface of the SA sample,and cracks exist in the matrix.The same phenomenon is observed in the EA and PA samples,which are illustrated in Fig.10b,c.In addition,precipitations are detected in the EA and PA sample surfaces.The fatigue crack initiation site is generally on the surface or subsurface of the sample,which is usually caused by an uneven microstructure,properties or other defects,such as element segregation and holes [32].With further cyclic deformation,the crack continues expanding to form a larger crack region.The stable propagation zone consumes the most cycles,which occupy nearly the whole section.Striation is observed in region II (Fig.10d,f).At a strain amplitude of 0.5%,the average distances of striation in the SA and EA samples are~0.9 μm and~0.6 μm,respectively.Additionally,the difference in values is probably related to the local loading condition and precipitations in samples with the bimodal structure.No obvious striation is observed in the PA sample under the same conditions,which is due to the rougher fracture.Compared with the previous two stages,the fast fault zone is rougher.At this stage,the material is in the condition of instability,and a fracture occurs in an instant.In region III,more dimples are observed in EA than in PA,which is related to the dynamic precipitation in the process of extrusion.In the high-magnification images of region III,precipitates are observed in the dimples of the EA and PA samples (Fig.10e,g).
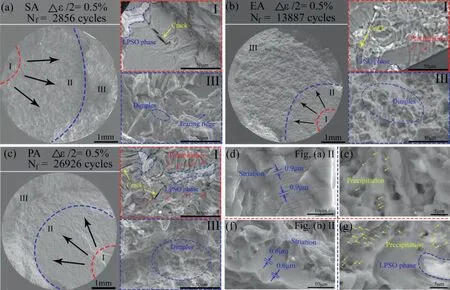
Fig.10.SEM fractures of different states: (a) SA alloy at 0.5% (b) EA alloy at 0.5% (c) PA alloy at 0.5%;striation in (d) Fig.(a) II and (f) Fig.(b) II;precipitation in (e) EA and (g) PA.
Fig.11 shows the crack of the equiaxed and bimodal structures.Fig.11b,e show that transcrystalline fracture is the main mode of the specimen with equiaxed and bimodal structures.As shown in Fig.11c,obvious stress concentrations gather around cracks and regions filled with twins.LPSO phases hinder dislocation movement,so cracks tend to occur at the interface of LPSO phases,as shown in Fig.11a–c.The grain boundary contributes to hindering crack propagation by changing its direction [16].According to the characteristics of the bimodal structure in Fig.3d,e,the deformed grains and fine recrystallized regions are in the adjacent distribution.During the crack growth progress,its direction changes when the crack enters from one grain to another,and C.He [16]et al.attributed it to the different grain orientations.For the bimodal structure,fine recrystallized grains are contributed to show a more devious path,which represents the higher crack resistance than the equiaxed structure.
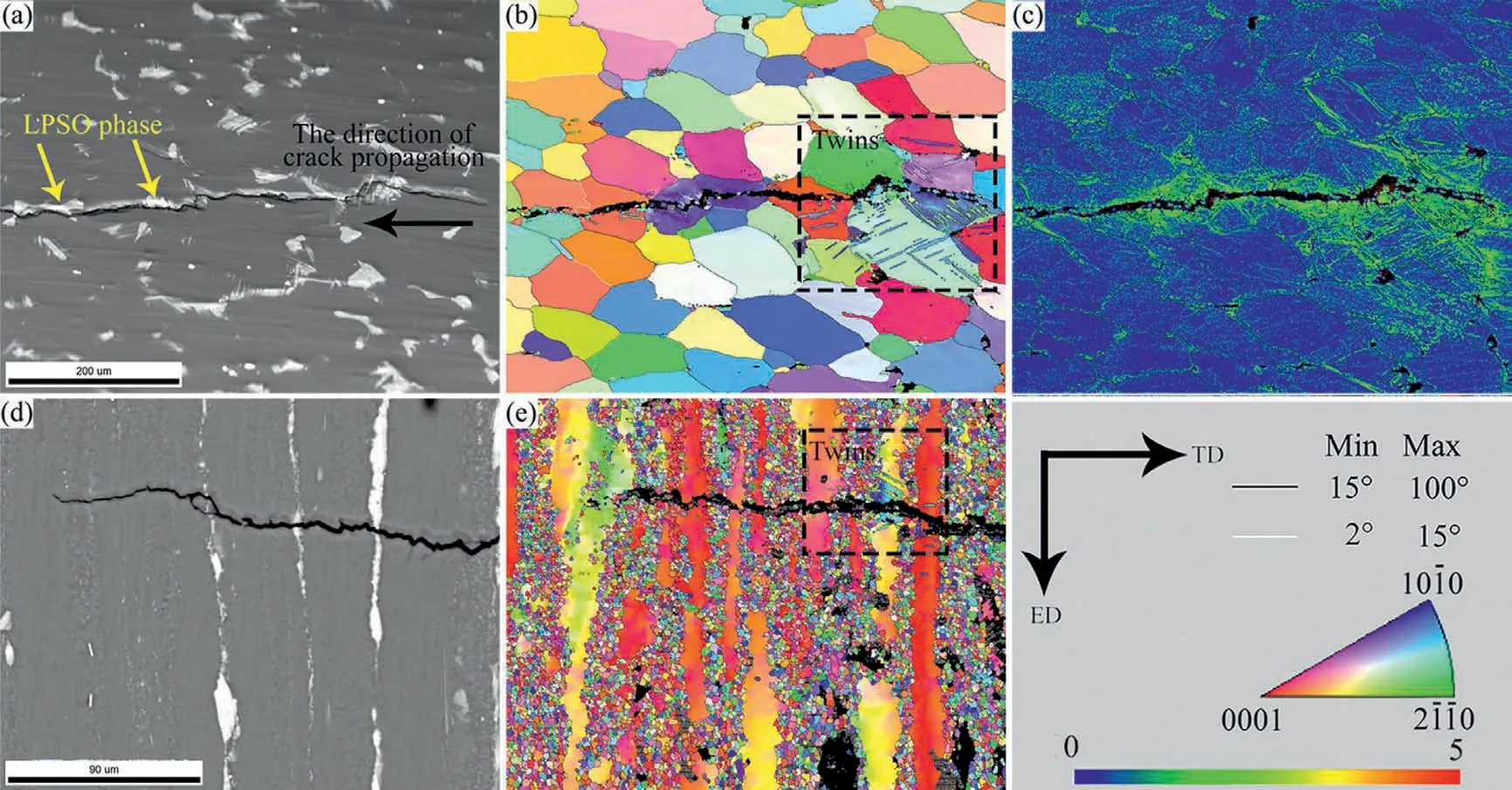
Fig.11.Microstructure of crack in the equiaxed structure (SA,0.8%): (a) SEM,(b) IPF,(C) KAM;crack in the bimodal structure (PA,0.8%): (d) SEM,(e)IPF.
4.Discussion
4.1. Better performance in properties brought by extrusion and pre-ageing extrusion
According to Figs.4 and 6,the bimodal structure (EA,PA) shows a better performance than the equiaxed structure(SA).It [33]has been reported that the TYS of Mg alloys is mainly influenced by grain boundary strengthening,dislocation strengthening,secondary phase strengthening and precipitation strengthening.According to Table 1,a finer microstructure is obtained in EA and PA.Recrystallization provides many boundaries for higher values in strength.It has been reported that the local orientation angle is positively associated with the density of geometrically necessary dislocations(GNDs) [34,35].As shown in Fig.3d,dislocations are hardly observed in the SA sample.Plenty of dislocations are brought by the extrusion and accumulate at the interior of deformed grains (Fig.3e,f),resulting in severe work hardening.It is well known that pyramidal <c+a>dislocations are difficult to activate and easily dissolve into immobile segments [36].Therefore,Mg alloys have poor ductility,and their deformation is usually controlled by {0001} <11-20>basal slip at room temperature.However,basal slip cannot accommodate the strain along the C-axis of the crystal,and it contributes to rotating the C-axis parallel to the loading direction.At the same time,dynamic softening behaviour is caused by recrystallization,and dislocations are consumed rather than accumulated [37].Pre-ageing treatment promotes more precipitates,which provides nucleation points for further recrystallization.Further recrystallization greatly consumes dislocations in PA.As shown in Fig.3,a lower fraction and uniform distribution of dislocations are obtained by further recrystallization.
Recently,the influence of texture has been the focus of[38,39].Extrusion leads to a unique texture that is distributed along the TD,where the C-axis of coarse grains is perpendicular to the ED.The unique texture contributes to improving the TYS values by hindering dislocation movement [40].Extrusion contributes many dislocations to prepare for dislocation movement.Fine recrystallized grains as the soft portion weaken texture and provide more ways for dislocation slip.Therefore,better ductility is obtained by the bimodal structure.The value of the PA sample in TYS achieves a great improvement,which is attributed to more recrystallization and precipitates.The fraction of fine grains is up to 58.1%,and many precipitates occur at the grains.It has been reported that Mg alloys with fine grains show better ductility [38].This is attributed to the CRSS gaps among several slip systems being reduced by the abundance of grain boundaries.Recrystallization effectively weakens the texture and eliminates the anisotropy for better ductility.Average structure and grain refinement are beneficial for longer fatigue life.Grain boundaries enhanced the resistance of crack initiation by impeding dislocation movement [30].More grain boundaries are brought by recrystallization,which effectively hinders crack propagation.Therefore,the best combination of tensile and fatigue properties is achieved.
4.2. Persistent hardening and softening behaviour
According to previous studies,cyclic hardening is attributed to the slip-dominated cyclic deformation mode and formation of twins in local areas [41,42].The dislocations tend to accumulate at the boundaries of grains and LPSO phases during cyclic deformation for cyclic hardening.In addition,as the unique deformation mode of Mg,twins coordinate the deformation under tensile or compressive stresses,and their grain boundaries hinder dislocation slip to cause local stress concentrations.Twinning in tension and detwinning in compression occur during cyclic deformation.With the number of cycles increasing,partial twins continue to nucleate and grow rather than disappear.As shown in Fig.11,residual twins are observed in partial coarse grains,which may be attributed to the specific grain orientation and loading condition.In addition,the hysteresis loop hardly exhibited the typical shape in twinning and detwinning,which indicates that twins have a limited influence on cyclic deformation.
Compared with the EA sample,the PA sample has a higher recrystallization rate and smaller stress amplitude under the same strain conditions.At a strain amplitude of 0.5%,the bimodal structure maintains cyclic stability,and the slight cyclic softening may be attributed to dislocation annihilation[17,43].However,the cyclic softening behaviour of EA and PA is obvious at a 0.8% strain amplitude.According to Fig.5e,f,the range of stress decreases with further cyclic deformation.Wang [44]attributed the softening behaviour at high strain amplitude to the increase in tensile twin content.Twin is generated by grain rotation,which avoids dislocation concentration.Yu et al.[45]studied the grain refinement process during fatigue at room temperature and showed that it was in the form of CDRX.De and Mishra [46]attributed grain refinement to dynamic recovery and subgrain rotation during fatigue tests.In this investigation,rotation of coarse grains and formation of fine grains are observed,which result in cyclic softening.
Nonbasal slip is known as a prerequisite for grain rotation [47,48].It is reported that (a) dislocation slip on basal,prismatic planes and <a+c>dislocation slip on the pyramidal plane are activated during tensile stress along with ED at room temperature [45].Therefore,nonbasal slip takes part in the cyclic deformation of the bimodal structure at room temperature.Fig.12 shows the Schmid factor of the bimodal structure.The value of coarse grains is low on basal slip.It is interesting to note that the values of coarse grains are nearly distributed between 0.4 and 0.5,which indicates that the shear stress contributes to dislocations moving on the prismatic and pyramid plane.High amplitude provides enough shear stress for nonbasal slip,so softening is observed at high amplitude rather than low amplitude.
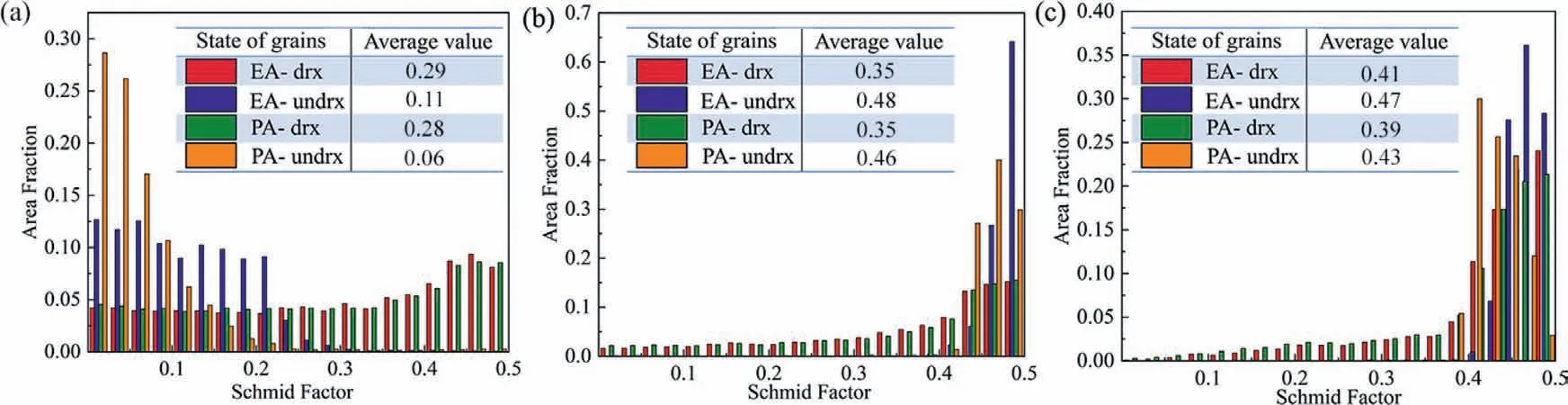
Fig.12.Schmid factor of deformed (unDRX) and fine (DRX) grains in EA and PA sample: (d) (0001) <11-20>basal slip,(e) (10-10) <11-20>prismatic slip,(f) (10-11) <11-20>pyramid slip.
4.3. Failure cause
The initiation and propagation of cracks greatly consume the fatigue life.According to the fractography in Fig.10,the initiation sites appear on the surface or subsurface of the samples.In region I of all samples,due to the difference in mechanical properties between the LPSO phase and matrix,uncoordinated deformation would induce a stress concentration for failure during cyclic deformation.Thus,debonding and splitting between the LPSO phase and matrix cause crack initiation.Furthermore,it has been reported that residual twins cause the failure of alloys in advance [49].As shown in Fig.10a–c,the crack starts from the area with many twins.The crack stops at the grain boundary,which has high strength and hinders crack growth [42,50].Twin and detwinning occur during the process of fatigue behaviour [44,51].With increasing cycles,dislocation accumulation impedes detwinning,and residual twins are retained for crack nucleation.Different from the equiaxed structure,the bimodal structure inhibits twin nucleation,and the LPSO phase influences its fatigue life as the main factor.
Twins are often reported to have an inhomogeneous deformation pattern,resulting in relatively high local strain concentrations [52].As shown in Fig.13c,d,the orientations of grains with twins are distributed along with ED.Under the action of shear stress,it usually occurs in the stress concentration zone caused by the blocked slip.It is well known that the force resistance of the C-axis of magnesium alloy is less than that of the A-axis.The C-axis of most grains is almost perpendicular to the direction of force,and the twinning is nucleated by stretching under pressure and growing under its continuous action.In the direction of cyclic loading,the grain is subjected to large compressive stress along the A-axis and extends along the C-axis,as shown in Fig.13e.Grain refinement inhibits the formation of tensile twins [53].Extrusion leads to the bimodal structure restraining twins.Compared with the SA samples,only a few twins appear in the deformed grains of the extruded samples and make the limited influences on cyclic deformation.
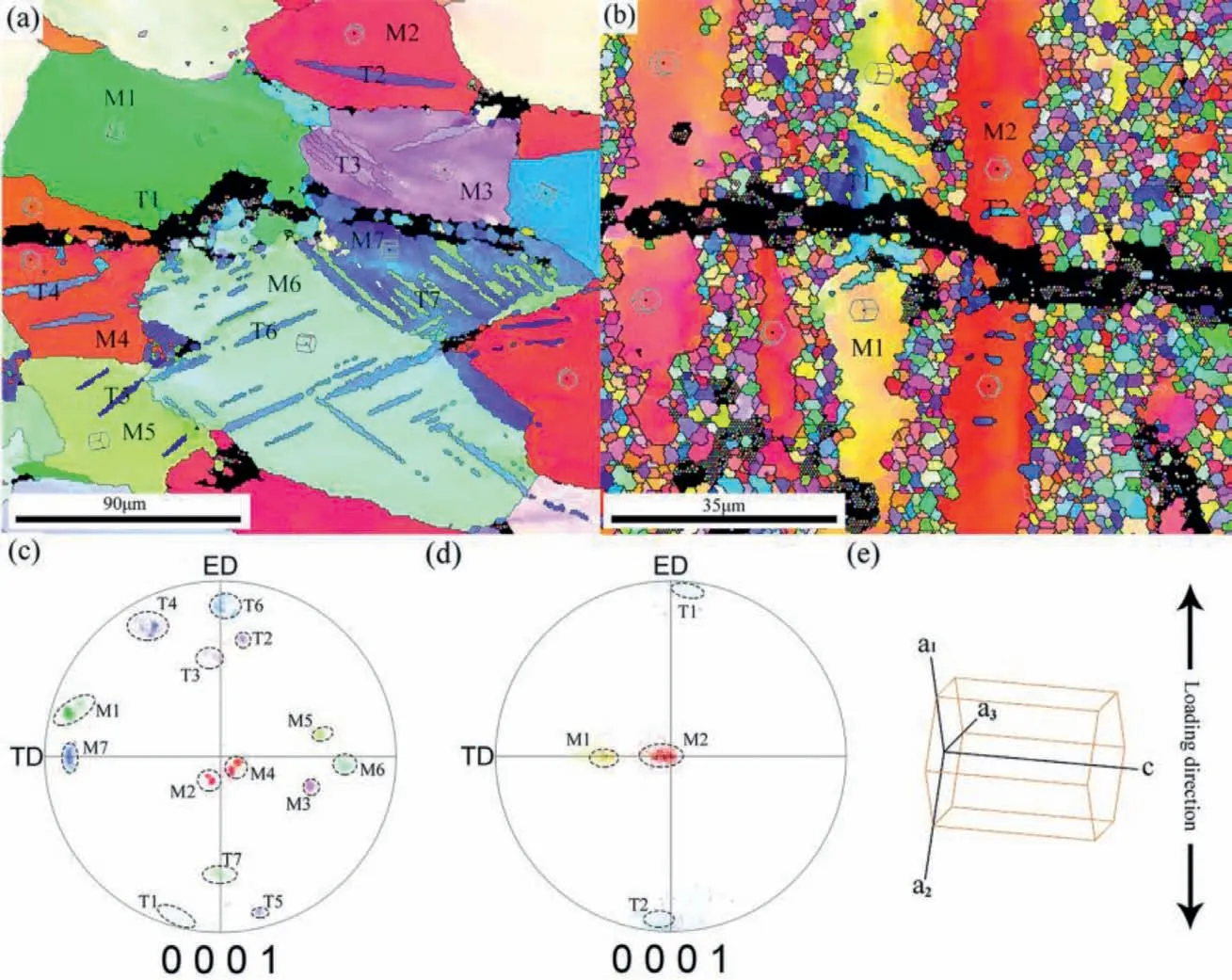
Fig.13.IPF and PF of twins exist in the (a)(c) the equiaxed structure (SA,0.8%) and (b)(d) the bimodal structure (PA,0.8%);(e) the loading method of parent grains with twins.
5.Conclusion
The strain-controlled low-cycle fatigue behaviour of Mg-9Gd-4Y-2Zn-0.5Zr was investigated in this paper.The samples were prepared by solution,extrusion and pre-ageing extrusion,and the following conclusions were drawn:
(1) In terms of the mechanical properties,the alloys (EA,PA) with the bimodal structure were superior to the equiaxed structure (SA).Refinement strengthening and strong texture were the reinforcing factors of the EA sample.More precipitates are brought by the pre-ageing treatment,which forms more recrystallized grains.The reasonable coordination between deformed and recrystallized grains led to better performance.Compared to the equiaxed structure,the alloy with a bimodal structure contributes higher yielding stress to the longer fatigue life.
(2) The equiaxed structure (SA) had a different performance from the bimodal structure (EA,PA) on cyclic deformation at different strain amplitudes.Obvious persistent cyclic hardening behaviour was shown in the SA sample,and it became more severe at high strain amplitudes.This is attributed to dislocation accumulation.The PA and EA samples maintained cyclic stability at a low strain amplitude(0.5%).However,the softening behaviour made the major performance at the high strain amplitude (0.8%).It was attributed to formation of fine grains relieving the stress concentration during cyclic loading.
(3) Stress concentration was the main factor for failure and the transcrystalline fracture was the crack propagation mode.During cyclic loading,many dislocations gathered at the boundaries of the LPSO phases and grains for the stress concentration until failure.Recrystallized grains had better performance than deformed grains in coordinating the movement and accumulation of dislocations.Due to the unique texture and loading condition,twins occurred in particle grains to induce cracks.Compared to SA,the bimodal structure(EA,PA) brought by extrusion effectively restrained the emergence of twins.
Declaration of Competing Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this paper.
Acknowledgments
The authors are grateful for the supports provided by the National Natural Science Foundation of China (Grant No.52075501).“XX supporting scientific research project”(xxxx-2019-021) and JCKY2018408B003,Magnesium alloy highperformance XXX multi-directional extrusion technology.
杂志排行
Journal of Magnesium and Alloys的其它文章
- Tribological behavior of ZK60Gd alloy reinforced by SiC particles after precipitation hardening
- Tailoring the microstructural characteristics and enhancing creep properties of as-cast Mg-5Bi-5Sn alloy through Mn addition
- Negative thermal expansion and phase transition of low-temperature Mg2NiH4
- Improved continuous precipitation kinetics and tensile properties of extruded AZ80 alloy through {10–12} twin formation
- Hot-deformation kinetics analysis and extrusion parameter optimization of a dilute rare-earth free magnesium alloy
- ZnO@ZIF-8 core-shell structure nanorods superhydrophobic coating on magnesium alloy with corrosion resistance and self-cleaning