Improved continuous precipitation kinetics and tensile properties of extruded AZ80 alloy through {10–12} twin formation
2023-12-27HyunJiKimSumiJoSungHyukPark
Hyun Ji Kim,Sumi Jo ,Sung Hyuk Park
Department of Materials Science and Metallurgical Engineering, Kyungpook National University, Daegu 41566, the Republic of Korea
Abstract This study investigates the effect of {10–12} deformation twins on the continuous precipitation behavior of an extruded Mg–8.0Al–0.5Zn–0.2Mn (AZ80) alloy during aging.The extruded AZ80 alloy is compressed along the transverse direction to introduce {10–12} twins,followed by an aging treatment at 300 °C.The extruded material exhibits a twin-free microstructure with low internal strain energy,whereas the pre-twinned material possesses abundant {10–12} twins and has high internal strain energy.The aging results reveal that the peak-aging time of the pre-twinned material (1 h) is one-eighth of that of the extruded material (8 h).Although Mg17Al12 continuous precipitates (CPs)are observed in both the peak-aged materials,these CPs are much smaller and more densely distributed in the pre-twinned material despite the significantly shorter aging time.The CPs size in the peak-aged materials increases in the following order: twinned region in the pre-twinned material (0.47 μm) <residual matrix region in the pre-twinned material (1.71 μm) <matrix region in the extruded material (2.55 μm).Moreover,the CPs number density in the twinned region of the pre-twinned material is approximately 11 times higher than that in the matrix region of the extruded material.The peak-aged pre-twinned material exhibits significantly higher tensile strength and ductility than the peak-aged extruded material.These results demonstrate that the formation of {10–12} twins in the extruded AZ80 alloy substantially accelerates the static precipitation of CPs during aging at 300 °C and improves the tensile properties of the peak-aged material.
Keywords: AZ80 alloy;{10–12} twin;Aging;Continuous precipitation;Tensile properties.
1.Introduction
Mg alloys have recently attracted considerable attention owing to their applications in the automotive and aerospace fields,which require lightweight materials.They exhibit good castability,excellent vibration damping ability,low density,and high specific strength [1–4].Compared to cast Mg alloys,wrought Mg alloys typically have fewer three-dimensional crystal defects,such as porosity and voids,and have a finer and more uniform microstructure,and thereby higher strength,ductility,and toughness [5–7].Mg–Al–Zn-based alloys are the most widely used Mg alloy system due to their excellent castability and good corrosion resistance.Among these alloys,the Mg–8Al–0.5Zn (AZ80) alloy is a representative high-strength Mg alloy [8–10].Although AZ80 has high strength as a Mg alloy,its strength is still lower than that of other lightweight structural materials (e.g.,Al and Ti alloys) [11,12].Therefore,further enhancement in the strength of AZ80 is necessary for its wider adoption in industrial applications.
The strength of wrought Mg alloys is determined by various hardening mechanisms,such as grain-boundary hardening,texture hardening,strain hardening,dispersion hardening,and precipitation hardening [13–16].Due to its high Al content,the strength of AZ80 can be easily and effectively improved through precipitation hardening,which may be accomplished via aging [17,18].For example,Zhao et al.[19]demonstrated that aging of an extruded AZ80 alloy at 175 °C for 30 h increases its hardness from 66 to 88 Hv.Similarly,aging of a forged AZ80 alloy at 175 °C for 100 h increases its hardness from 58 to 85.9 Hv [20].In addition,the precipitation hardening effect in AZ80 can be enhanced by adding alloying elements.For instance,Jiang et al.[21]reported that the addition of 4 wt% Sn to an extruded AZ80 alloy increases its peak-aging hardness by~37% due to the increase in the number of nucleation sites for precipitation.Yu et al.[22]demonstrated that the addition of 0.5 wt%Ag to an extruded AZ80 alloy leads to~10% increase in its peakaging hardness by providing heterogeneous nucleation sites and reducing the grain size.However,the addition of alloying elements may also increase the density and price of the material and/or decrease its corrosion resistance [23–25].
Recently,the mechanical properties of peak-aged Mg alloys with a high Al content have been improved by introducing {10–12} twins prior to aging [26,27].For instance,when{10–12} twins are formed in an extruded AZ91 alloy through torsion,the compressive yield strength of the peak-aged alloy increases from 146 to 264 MPa owing to the decrease in the amount of coarse discontinuous precipitates (DPs) [26].Similarly,when abundant {10–12} twins are formed in a rolled AZ80 alloy through compression,the tensile yield strength(TYS) of the peak-aged alloy increases from 171 to 283 MPa owing to the decrease in the size of precipitates.Previous studies exploring the effect of {10–12} twins on the aging response and resulting mechanical properties of high-Alcontaining Mg alloys have mostly been conducted for aging treatment in the temperature range of 150–200 °C [22,28,29].The precipitation behavior of the Mg17Al12phase in Mg–Al-based alloys depends on the aging temperature.Mg17Al12DPs are formed at low temperatures (≤150 °C),whereas Mg17Al12continuous precipitates (CPs) are formed at high temperatures (≥270 °C).Both CPs and DPs are generally formed at temperatures between 150 and 270 °C.DPs are formed at the grain boundaries through grain boundary diffusion.They can act as crack initiation sites during tension due to their large size and brittleness [30].In contrast,fine CPs are formed within the grains through volume diffusion,and their formation can be accelerated by increasing the number of crystal defects (e.g.,dislocations and stacking faults).CPs also play a critical role in the hardness and strength of aged Mg–Al-based alloys because they are finer and more uniformly distributed than the DPs[27,31,32].Therefore,promoting the formation of CPs and controlling their number and size are important factors for improving the mechanical properties of aged Mg–Al-based alloys (e.g.,hardness,strength,ductility,etc.).Previous studies on the effect of{10–12}twins,which are formed via deformation,on the aging behavior have been mainly focused on the precipitation response and mechanical properties at low (<150 °C) and intermediate (150–270 °C)aging temperatures [19,20,33].No work has yet reported on this effect at high (≥270 °C) aging temperatures,where only CPs are formed.The present study aims at enhancing the aging kinetics and corresponding mechanical properties of Mg–Al-based alloys via deformation twinning.To do this,{10–12}twins are formed in an extruded AZ80 alloy through compressive deformation,followed by aging treatment at 300 °C.The precipitation behavior of CPs during aging and resulting hardening behavior and tensile properties are investigated.
2.Experimental procedure
2.1. Materials
A billet of commercial AZ80 (Mg–8.0Al–0.5Zn–0.2Mn,wt.%) was extruded into a rectangular shape (39.3 mm wide and 16 mm thick) using a direct horizontal extrusion machine with a capacity of 300 tons.The extrusion was performed at a billet temperature of 350 °C,ram speed of 1 mm/s,and extrusion ratio of 8.Details on the billet casting and homogenization procedures may be found in a previous work [34].The extruded material was homogenized for 24 h at 410 °C and then machined into rectangular samples with dimensions of 10 mm (length) × 10 mm (width) × 10 mm (thickness),corresponding to the extrusion direction (ED),transverse direction (TD),and normal direction (ND),respectively.The{10–12} twins were introduced by compressing some samples along the TD to a total strain of 6%.The as-homogenized(AH)samples and pre-twinned(PT)samples(i.e.,compressed samples) are hereafter referred to as AH and PT materials,respectively.
2.2. Aging treatment and mechanical testing
The AH and PT materials were subjected to aging treatment at 300 °C for 0–64 h in a preheated box furnace in atmospheric air.Vickers hardness of the aged samples was measured at room temperature using a load of 0.1 kgf and a dwell time of 10 s.Reliable values for each sample were obtained by measuring the hardness at 15 points and averaging them after excluding the maximum and minimum values.For tensile testing,dogbone-shaped specimens with gage dimensions of 6 mm (diameter) × 25 mm (length) were machined from the extruded materials after peak-aging treatment;their longitudinal direction corresponded to the ED.Tensile tests were performed thrice for each peak-aged material using a universal testing machine (Shimadzu AGS-100kNX) at room temperature and a strain rate of 1.0 × 10-3s-1.
2.3. Microstructural observations
The microstructural characteristics of the AH and PT materials were analyzed before and after aging,as well as after tensile testing,through optical microscopy,fieldemission scanning electron microscopy (FE-SEM),and electron backscatter diffraction (EBSD).The samples used for the microstructural analyses were mechanically polished with progressively finer grades of silicon carbide paper up to #2000 grit.They were then polished with 3-and 1-μm diamond pastes and a colloidal silica suspension (0.04 μm).The microstructure was revealed by etching the polished samples using an acetic–picral solution (10 mL acetic acid,3.0 g picric acid,10 mL distilled water,and 100 mL ethanol).The EBSD measurements were conducted in a FE-SEM (Hitachi SU-70)over a scanning area of 600 × 600 μm2with a step size of 1.1 μm.The EBSD data were analyzed using the Tex-SEM Laboratories orientation imaging microscopy analysis software (version 7.0).
3.Results and discussion
3.1. Microstructural characteristics of the AH and PT materials
Fig.1 shows the microstructural characteristics obtained from the EBSD measurement of the AH material.The inverse pole figure (IPF) map and (0001) pole figure reveal that the AH material exhibits a twin-free equiaxed microstructure with an average size of 58.7 μm and has a strong ND texture with a maximum texture intensity of 13.3 (Fig.1a).Fig.1b shows the map and distribution of Schmid factor (SF) values for{10–12}twinning under compression along the TD of the AH material.Most of the grains in the SF map have an orange or red color,indicating their high SF values.The average SF value is as high as 0.4.This means that {10–12} twinning can occur in almost all grains of the AH material during compression along the TD.
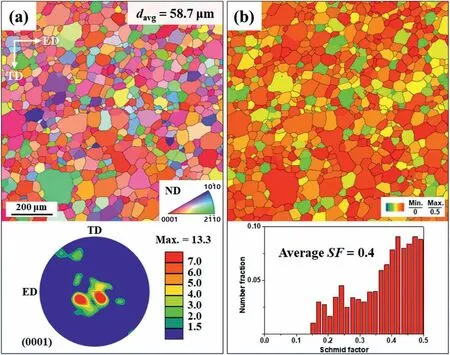
Fig.1.Microstructural characteristics of the AH material: (a) IPF map and (0001) pole figure,and (b) SF map and distribution for {10–12} twinning under TD compression.
Fig.2 shows the microstructural characteristics of the PT material,which is the AH material subjected to compression along the TD.In the IPF map,numerous twins are observed throughout the material,and the effective grain size(38.9 μm) is lower than that of the AH material (58.7 μm)owing to grain refinement by twin boundaries.When an extension stress is applied along thec-axis of the unit cell in Mg alloys,{10–12} twinning generally occurs because it has ac-axis extension mode [35,36].When TD compression is applied to the AH material,most grains of the material are subjected to compressive stress perpendicular to thec-axis of the unit cell;consequently,{10–12} twins are formed in most grains.Because {10–12} twinning causes significant lattice reorientation (86.3°),the basal pole of the twinned region considerably changes toward the applied compressive direction [37–39].Therefore,as shown in the (0001) pole figure in Fig.2a,the (0001) poles of the PT material are mostly distributed along the TD,and its maximum texture intensity(7.9) is lower than that of the AH material (13.3) owing to the co-existence of the twinned region and residual matrix region in the PT material.Fig.2b depicts the boundary map and misorientation angle distribution of the PT material.Numerous {10–12} twin boundaries are formed throughout the PT material,showing a length per unit area of 0.07 μm-1.Because each {10–12} twin and their parent grain have a misorientation angle of~86°,the number fractions in the misorientation angle range of 80°–90° are considerably high in the PT material.The {10–12} twinning has six equivalent twin variants (i.e.,three twin variant pairs),and therefore,the intersection of the {10–12} twins formed in a grain can have different misorientation angle relations depending on the activated twin variants [40].That is,the misorientation angle between two {10–12} twins intersected in a grain is theoretically 0°,7.4°,and 60° or 60.4° when they have the same twin variant,same twin variant pair,and different twin variant pairs,respectively [41].In the PT material,the misorientation angle range of 55°–60° shows a slightly higher number fraction than the other misorientation angles,which can be attributed to the intersection of {10–12} twins with different twin variant pairs.
Fig.3 shows the kernel average misorientation (KAM) and grain orientation spread (GOS) maps of the AH and PT materials.KAM is obtained by calculating the average misorientation angle between a kernel point and its neighboring points in a polycrystalline sample [42,43],whereas GOS is acquired by computing the average difference in orientation between each point within a grain and the average orientation of the grain[43,44].Previous studies demonstrated that the KAM and GOS parameters are reliable indicators of the internal strain energy at a certain point and grain,respectively [42–44].The relationship between these parameters and the internal strain energy has been well-established in prior research,and higher KAM and GOS values typically correspond to higher levels of internal strain energy.Most grains in the KAM map of the AH material (Fig.3a) are blue,indicating low internal strain energy;the corresponding average KAM value is as low as 0.3.In contrast,many green regions are observed in the KAM map of the PT material (Fig.3b),indicating that it has higher strain energy.The average KAM value of the PT material is 1.35,which is 4.5 times higher than that of the AH material.Similarly,the average GOS value of the PT material (1.0) is 3.6 times higher than that of the AH material (0.28) (Figs.3c and d).Crystal defects,such as vacancies,solute atoms,dislocations,and twins,cause the internal strain energy in a material [45].The internal strain energy of a material increases as the number of defects in the material increases.When plastic deformation is imposed onto a material at room temperature,the internal strain energy of the material increases due to the formation of mobile dislocations and/or twins,consequently increasing both the KAM and GOS values [34,46].Moreover,the local regions with high internal strain energy serve as the heterogeneous nucleation sites of precipitates.The dislocations and twin boundaries also facilitate the diffusion of solute atoms,which leads to the promotion of precipitation behavior [47–49].When both dislocation slip and deformation twinning occur during deformation in Mg alloys,mobile dislocations are formed in both the twinned region and the residual matrix region.However,the density of dislocations in the twinned region is considerably higher than that in the residual matrix region,leading to an enhanced precipitation behavior in the former region during subsequent aging [50].Moreover,{10–12} twin boundaries formed by deformation are two-dimensional crystal defects with an energy of approximately 130 mJ/m2[51];therefore,the precipitation at the twin boundaries is also promoted.The driving force for the CP formation considerably depends on the amount of crystal defects (e.g.,dislocation density,grain and twin boundaries,solute atoms,and second phases) in a material.The AH and PT materials can be considered to possess the same amounts of grain boundaries,solute atoms,and second phase because the applied compression (6%) at room temperature hardly affects these crystal defects.Therefore,compared to the AH material,the PT material has a higher driving force for CP precipitation because of the abundant twin boundaries and higher dislocation density.
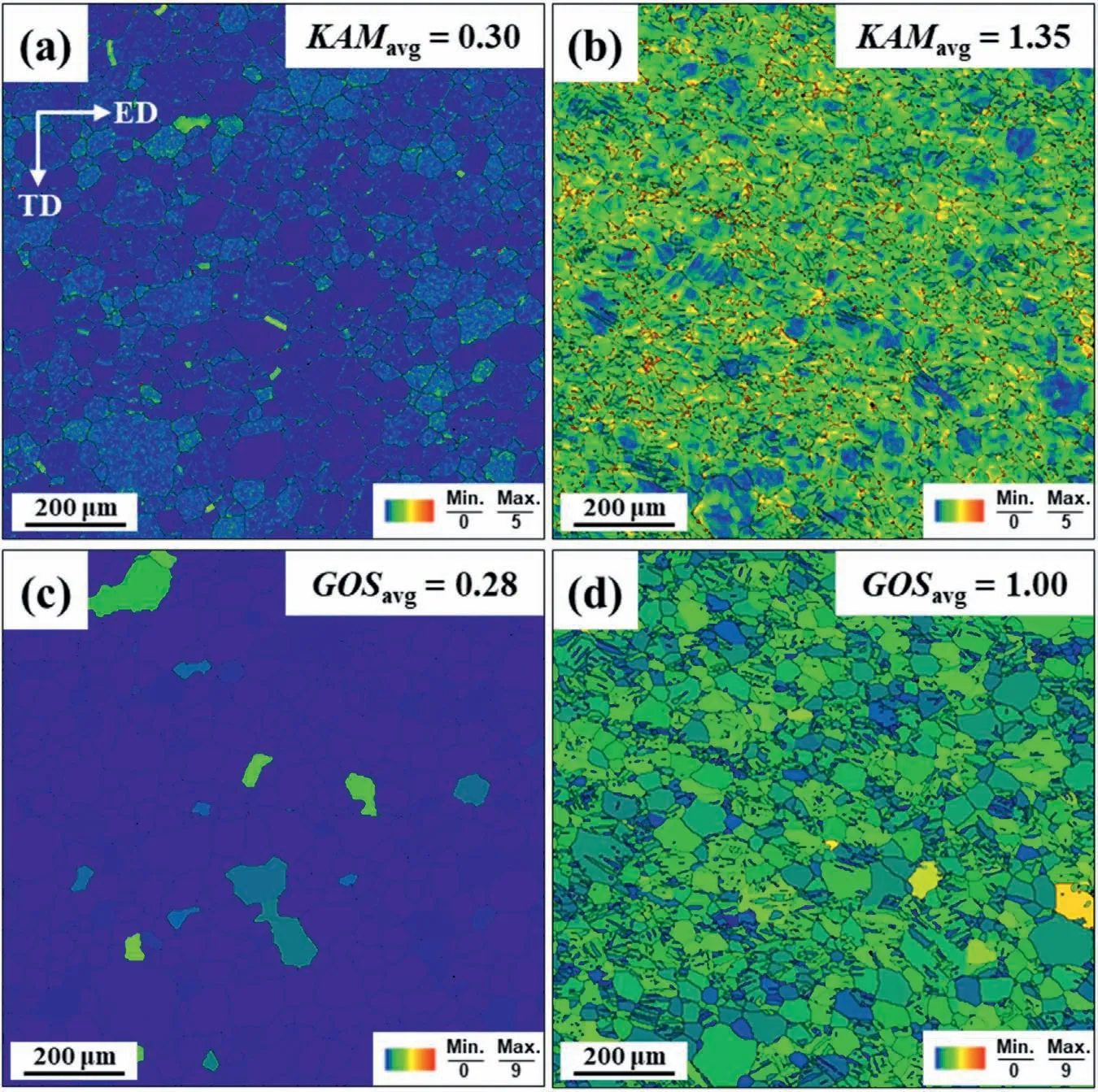
Fig.3.(a,b) Kernel average misorientation (KAM) maps and (c,d) grain orientation spread (GOS) maps of the (a,c) AH material and (b,d) PT material.
3.2. Aging–hardening behavior of the AH and PT materials
Fig.4 shows the aging hardening curves of the AH and PT materials at 300 °C,presenting the hardness variations with the aging time.The hardness of the AH and PT materials before aging is 66.9 and 78.0 Hv,respectively.The higher hardness of the PT material(by 17%)is attributed to its smaller grain size and higher internal strain energy.Although the hardnesses of both materials increase with the aging time in the early stage of aging,the time to reach a peak hardness(i.e.,peak-aging time) is different for the two materials.The peak-aging time for the PT material is only 1 h,whereas that for the AH material is 8 h.Despite its significantly shorter peak-aging time,the peak hardness of the PT material (89.0 Hv) is higher than that of the AH material (83.3 Hv).These results demonstrate that the PT material exhibits accelerated age-hardening kinetics and a greater peak hardness compared to the AH material.In other words,plastic deformation of the AZ80 alloy,which results in the formation of {10–12}twins prior to aging,effectively reduces the peak-aging time and improve the peak hardness.The increase in the hardness of the PT material after peak aging is 11.0 Hv (=89.0–78.0),which is a smaller value than that for the AH material (16.4 Hv).During aging at 300 °C,the initially high dislocation density of the PT material decreases to some extent via static recovery through the promoted cross-slip and climb of dislocations at an elevated temperature [52–54].Consequently,the strain-hardening effect by the high dislocation density on the PT material decreases during aging,and the corresponding hardness increment until the peak-aging time is smaller than that of the AH material with an initially low dislocation density.
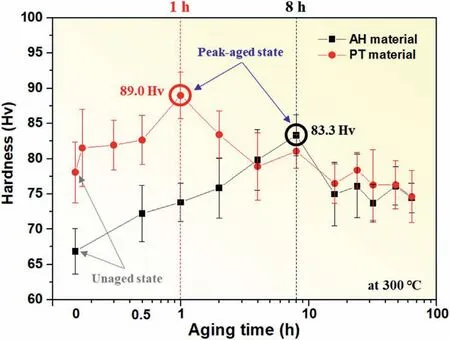
Fig.4.Variations in the hardness of the AH and PT materials with the aging time.
3.3. Continuous precipitation behavior during aging
Fig.5 shows the low-magnification SEM micrographs of the aged AH and PT materials.To analyze the precipitation behavior of the CPs during aging until the peak-aging time(8 and 1 h for the AH and PT materials,respectively),the microstructures of the AH material aged for 1,2,4,and 8 h(Fig.5a) and the PT material aged for 10,20,30,and 60 min(Fig.5b) are examined.In both materials,the area where the CPs are formed gradually increases with the aging time until it reaches the peak-aging.In the AH material aged for 1 h,precipitate bands with relatively many CPs are observed along the ED.These bands can be attributed to the inhomogeneous distribution of the Al solute atoms in Mg–Al-based alloys even after the homogenization treatment [55,56].In the AH material aged for 8 h,the CPs are homogenously formed throughout the material without precipitate bands.In the aged PT material,the precipitate bands are not present even in the early stage of aging.Regions with large and small CPs numbers are more clearly distinguished in the PT material aged for 10 min than in the AH material aged for 1 h.These CPabundant and CP-scarce regions in the PT material aged for 10 min correspond to the twinned region and residual matrix region,respectively.Subsequently,the CPs are formed in the residual matrix region with increasing aging time,and finally CPs are evenly formed throughout the entire material after 1 h of peak aging.Notably,after aging for 1 h,a small number of CPs are locally formed in the AH material,whereas abundant CPs are homogeneously formed in the PT material (Fig.5).A comparision of the microstructures of the peak-aged materials shows that the CPs in the PT material aged for 1 h are significantly smaller and more abundant than those in the AH material aged for 8 h.These results indicate that the initial distribution,formation rate,number density,and size of CPs are substantially different between the AH and PT materials.A small number of DPs are observed at the grain boundaries of both aged AH and PT materials(enlarged images in Fig.5).
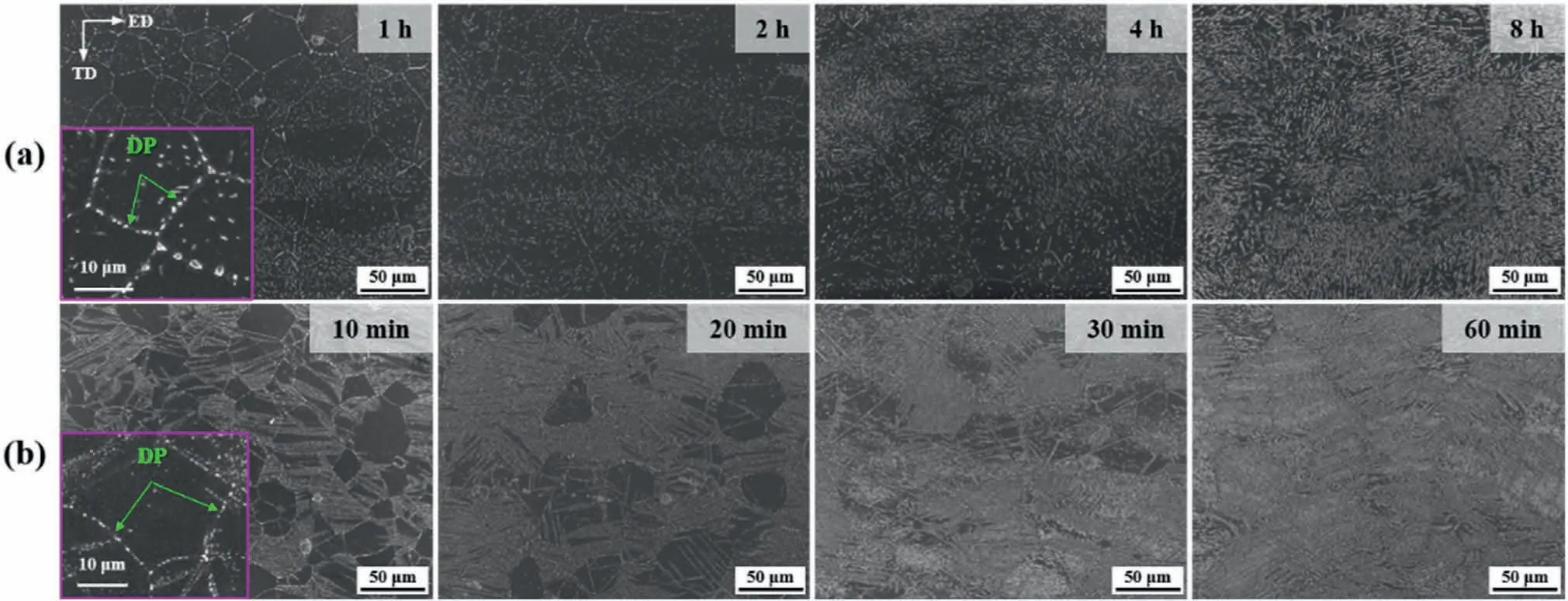
Fig.5.Low-magnification SEM images of (a) the AH material aged for 1,2,4,and 8 h and (b) the PT material aged for 10,20,30,and 60 min.
High-magnification SEM micrographs of the aged AH and PT materials are shown in Fig.6.The DPs formed along the grain boundaries (yellow dotted regions) are clearly seen in Fig.6.Although only CPs are formed during aging at temperatures higher than 270 °C [22,29],a few DPs can be formed during heating to the aging temperature of 300 °C.However,these formed DPs do not have sufficient driving force to grow into grains due to the CP formation within the grains;hence,they exist in round shapes at the grain boundaries.In the AH material,a small number of fine CPs are formed after aging for 1 h,and the number and size of the CPs increase as the aging time increases from 1 to 8 h(Fig.6a).In contrast,in the PT material,numerous CPs are preferentially formed at the twin boundaries and within the twins after only 10 min.The number of CPs in the twinned region is considerably higher than that in the residual matrix region,indicating that the precipitation of CPs in the former is faster than that in the latter.The size of the CPs formed in both the twinned and residual matrix regions increases with the aging time;however,the CPs in the twinned region are smaller than those in the residual matrix region at a given aging time (Fig.6b).
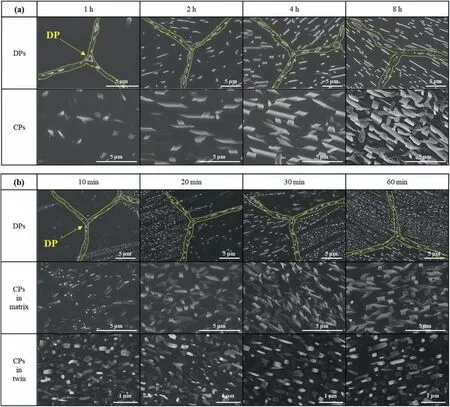
Fig.6.High-magnification SEM images of (a) the AH material aged for 1,2,4,and 8 h and (b) the PT material aged for 10,20,30,and 60 min.
Figs.7a–c show the SEM micrographs (same magnification) of the matrix region of the peak-aged AH material and the twinned and residual matrix regions of the peak-aged PT material to compare the size,number,and morphology of the CPs in the three regions.The CPs of the peak-aged PT material are considerably smaller than those of the peak-aged AH material;in particular,sub-micron-sized CPs are finely distributed in the twinned region of the peak-aged PT material.Consequently,the average size of the CPs in the three regions of the peak-aged materials increases in the following order:twinned region in the PT material (0.47 μm) <residual matrix region in the PT material (1.71 μm) <matrix region in the AH material (2.55 μm).The aspect ratio of the CPs also follows the abovementioned order;hence,the CPs in the matrix region of the peak-aged AH material exhibit a rod shape,whereas those in the twinned region of the peak-aged PT material exhibit a spherical shape.By contrast,the number density of the CPs in the three regions follows a reverse order:matrix region in the AH material (0.70 μm–2) <residual matrix region in the PT material (0.90 μm–2) <twinned region in the PT material (7.53 μm–2).The differences in the size and number density of CPs in the three regions are related to the amount of crystal defects,which contribute to CP nucleation and growth [29].Crystal defects,such as vacancies,solute clusters,dislocations,and twins,generally significantly affect the precipitation of Mg alloys.Dislocations facilitate the diffusion of solute atoms,while the dense basal dislocations are present in the twins.Both of which promote the precipitation behavior.Vacancies attract the surrounding solute atoms due to the binding energy between the vacancies and the solutes [57,58],which accelerates the precipitation.Solute clusters serve as the heterogeneous nucleation sites of precipitates [59].Many studies reported that vacancies and solute clusters are formed in Mg alloys when subjected to severe plastic deformation at elevated temperatures,and they promote the precipitation behavior during subsequent aging[57,58,60].For instance,Sasaki et al.[60]reported that,in the Mg–9Al and Mg–5Zn (wt%) alloy subjected to equal channel angular extrusion at 150 °C,solute clusters are observed near the dislocation cores and vacancy aggregates,leading to the refinement of the precipitates formed during subsequent aging at 150 °C.These previous studies demonstrate that excess vacancies,vacancy aggregates,cavities,solute segregation,and solute clusters can be formed or generated in Mg alloys under deformation conditions,where high strains are imposed at elevated temperatures.These crystal defects affect the precipitation behavior and kinetics during the subsequent aging treatment.However,in this study,a relatively low strain of 6% is imposed to the material at room temperature,which may not result in the formation of deformation-induced vacancies and solute clusters.Although a few vacancies and solute clusters are formed during the 6% compression,their influence on the precipitation behavior is likely insignificant compared to the dislocations and twins formed by compression.Therefore,the enhanced precipitation behavior of the PT material can be attributed to the increased dislocation density and formed {10–12} twins.
The KAM distributions in a certain grain of the AH and PT materials prior to aging are shown in Figs.7d and e,respectively.The KAM value is proportional to dislocation density.In the AH material,the entire region of the grain has low KAM values,as shown by the uniform distribution of the blue color within the grain (Fig.7d).In the PT material,the twin bands formed in the grain exhibit higher KAM values than the residual matrix region in the grain,as shown by the green and blue colors in the former and the latter,respectively(Fig.7e).Fig.7f shows the line profile of the measured KAM values along the lines from A to B marked in Figs.7d and e.The results reveal that in the AH material,the average KAM value of the grain is as low as 0.35 and that the KAM value does not significantly change in the grain.In contrast,in the PT material,the KAM value significantly changes in the grain because of the differences in the dislocation densities between the twinned region and residual matrix region.The average KAM value of the twinned region is 1.02,which is much higher than that of the residual matrix region (0.58).The differences in the average KAM value of the twinned region are more pronounced than those in the matrix region of the AH material (0.35).Therefore,it can be deduced that the dislocation density increases in the following order: twinned region of the PT material>residual matrix region of the PT material>matrix region of the AH material.
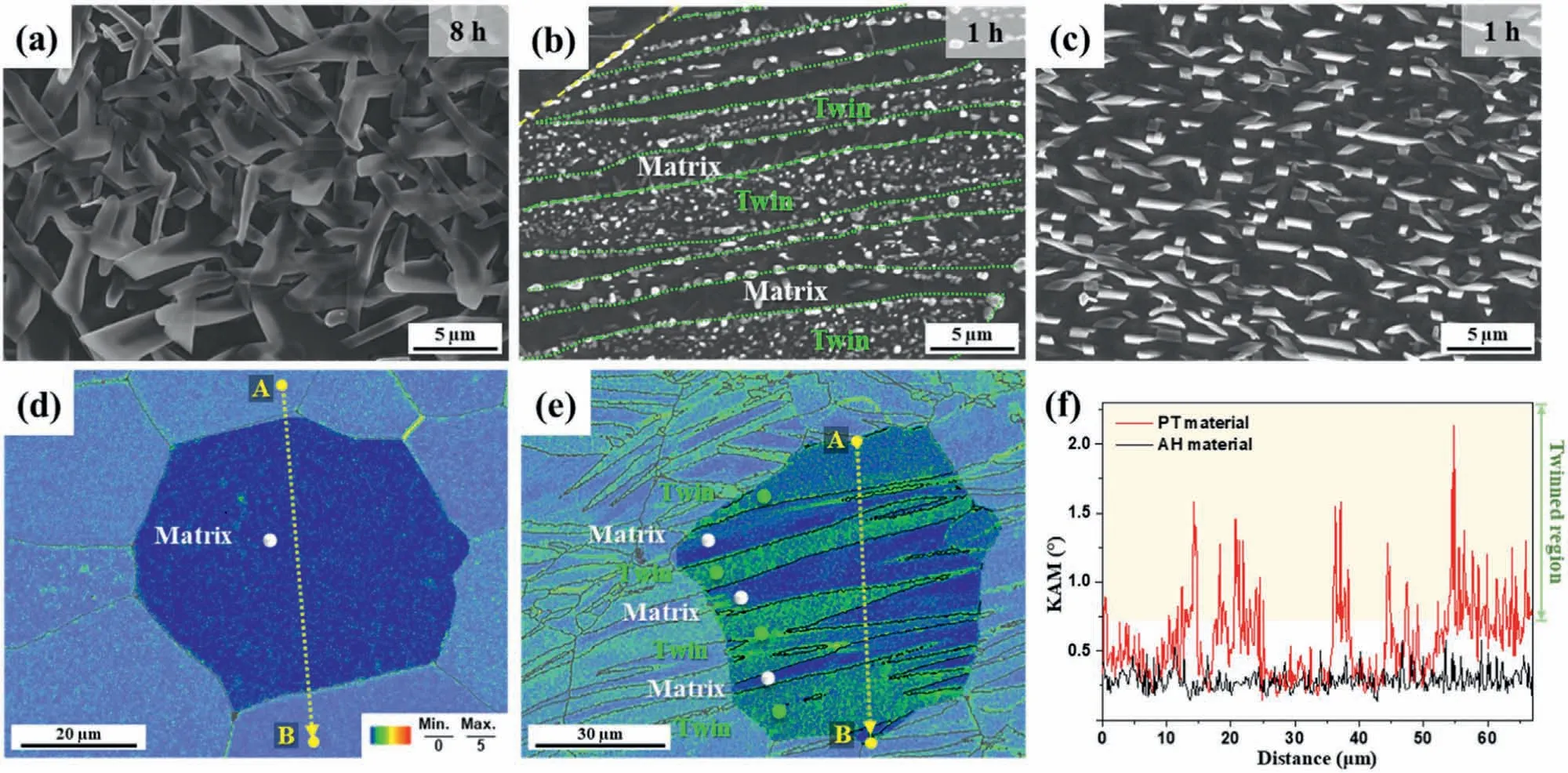
Fig.7.SEM images showing Mg17Al12 continuous precipitates (CPs) formed in (a) the AH material aged for 8 h and (b,c) the PT material aged for 1 h:(a) matrix region,(b) twinned region,and (c) residual matrix region.High-magnification KAM maps of the (d) AH and (e) PT materials before aging and (f)KAM profiles along the A–B lines in (d) and (e).
At 1 h aging time,the number densities of the CPs in the twinned region (PT material),residual matrix region (PT material),and matrix region (AH material) are 7.53,0.90,and 0.20 μm–2,respectively (Fig.8a).The relative CP number densities in the three regions are consistent with the order of the respective average KAM values before aging,i.e.,twinned region (PT material)>residual matrix region (PT material)>matrix region (AH material).Moreover,the average KAM values of the three regions before aging are linearly proportional to the square root of the CP number density after 1 h aging (Fig.8b).These results clearly demonstrate that an increase in the internal strain energy prior to aging results in a drastic increase in the number of CPs,especially in the{10–12} twinned region with high internal strain energy,due to the accumulation of basal dislocations during deformation.Furthermore,excessive vacancies and abundant dislocations can reduce the energy barrier for the nucleation of precipitates by attracting solute atoms [30,57,58,60,61].The presence of vacancies and/or dislocations causes the elastic strain energy in their surrounding regions.Solute atoms are attracted around these crystal defects to reduce the elastic strain energy,consequently leading to solute segregation or clustering and the promotion of the precipitation behavior.However,in this study,as mentioned earlier,excessive vacancies are not present in the PT material because the material is subjected to only 6% compression at room temperature.Therefore,it is plausible that the elastic strain energy caused by the dislocations formed by the 6% compression attracts the Al solute atoms during aging,consequently reducing the energy barrier for precipitate nucleation and accelerating the precipitation kinetics.In addition,the high dislocation density facilitates the pipe diffusion of the Al solute atoms and provides heterogeneous nucleation sites for the CPs [62,63].
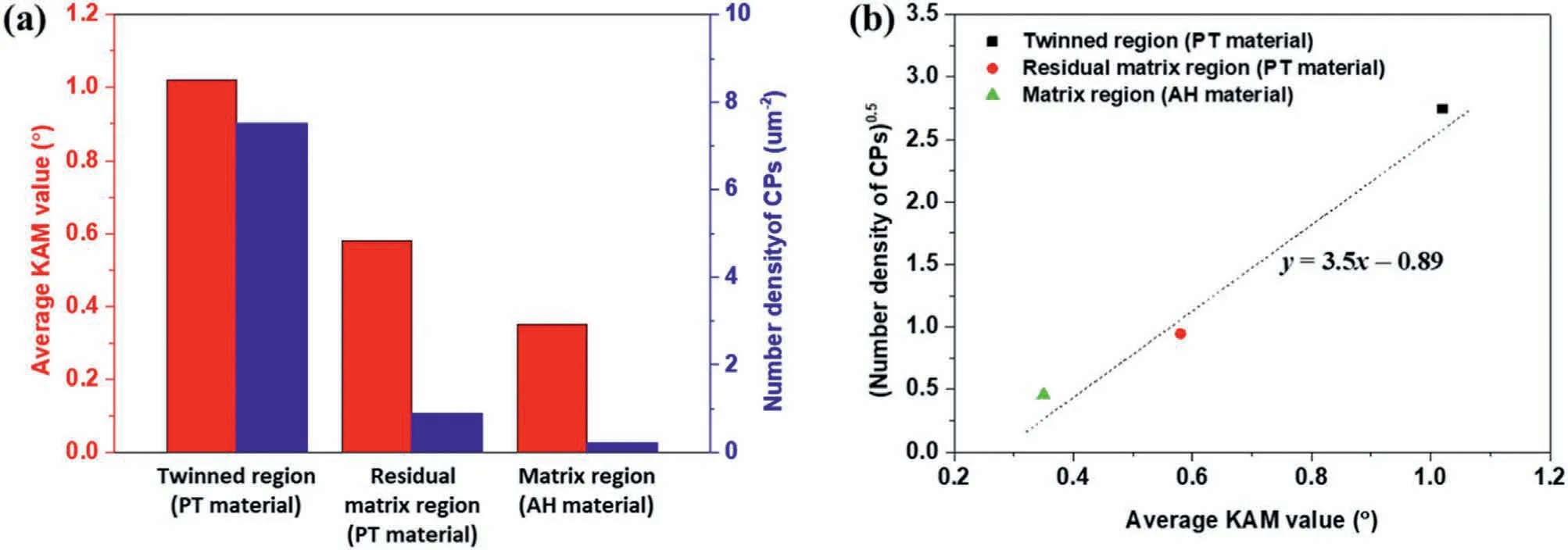
Fig.8.(a) Average KAM values before aging and number densities of the CPs after aging for 1 h for the twinned and residual matrix regions of the PT material and the matrix region of the AH material.(b) Relationship between the average KAM value and the number density of the CPs.
The variations in the size and number density of the CPs in these regions with the aging time are examined to quantitatively investigate and compare the characteristics of the CPs in the three regions (Figs.9a and b,respectively).The size and number of the CPs in the AH material aged for less than 1 h are too small to measure;hence,CPs in the matrix region of the AH material are measured for the material aged for 1 h or more.The CP size gradually increases with the aging time in all the regions (Fig.9a).In the PT material,with the extension of the aging time from 10 min to 8 h,the average size of the CPs increases from 0.22 to 0.51 μm in the twinned region and from 0.64 to 2.51 μm in the residual matrix region.In the AH material,with the extension of the aging time from 1 to 8 h,the CP size increases from 0.75 to 2.55 μm in the matrix region.The coarsening rate of the CPs during aging increases in the following order: matrix region (AH material)>residual matrix region (PT material)>twinned region (PT material).This order is the opposite of that of the KAM values of these regions before aging.This result indicates that the plastic deformation applied before aging suppresses the CP growth during aging.At the aging time of 1 h,the CPs in the matrix region of the AH material (0.75 μm) are smaller in size compared to those in the residual matrix region of the PT material (1.71 μm).However,those in the former region rapidly coarsen during further aging,so that the CPs in the matrix region of the peak-aged AH material are larger than those in the residual matrix region of the peak-aged PT material.Note that although the CP size in the twinned region increases with the aging time,the CPs in this region are still fine after aging for 8 h(0.51 μm).They are smaller even than the CPs in the residual matrix region after aging for 10 min(0.64 μm).This means that although AZ80 is aged at a relatively high temperature (300 °C) for a relatively long time(8 h),fine CPs (≤0.5 μm) can be obtained by generating{10–12} twins before aging.
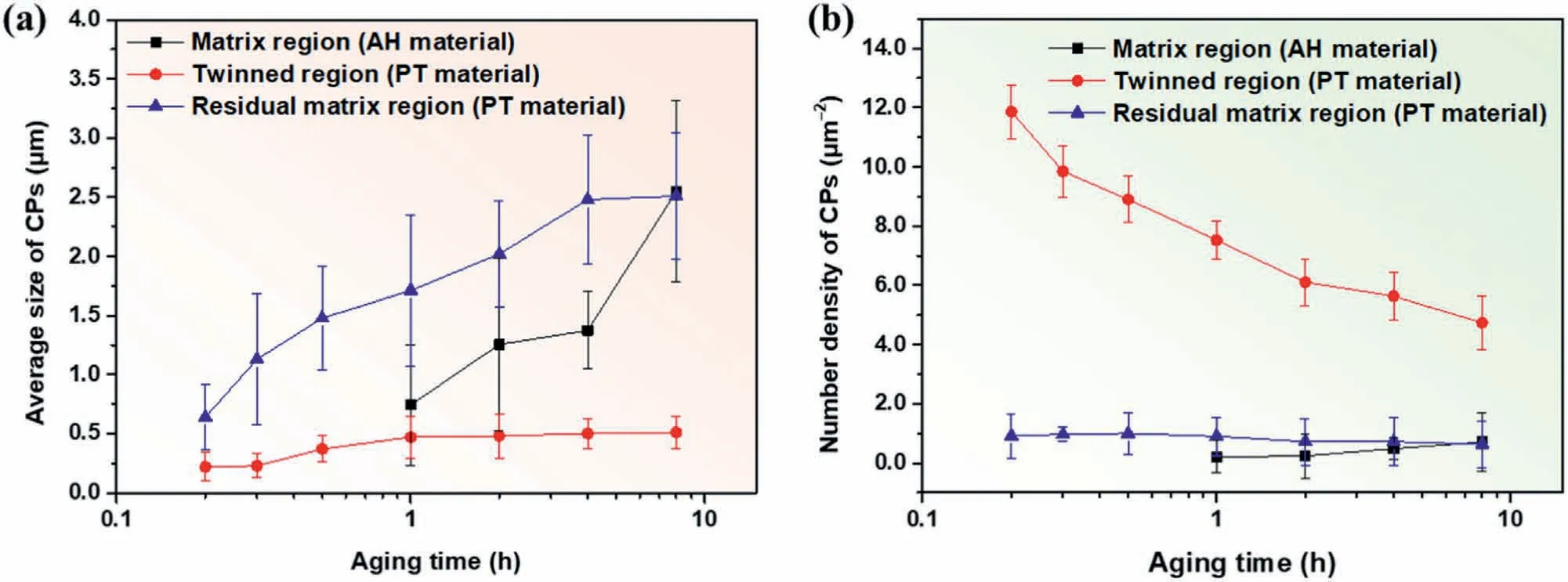
Fig.9.Variations in the (a) average size and (b) number density of the CPs in the AH and PT materials with the aging time.
3.4. Microstructure and tensile properties of the peak-aged AH and PT materials
Fig.10 shows the microstructural characteristics of the peak-aged AH and PT materials (aged for 8 and 1 h,respectively).The peak-aged AH material has an average grain size of 54.6 μm and an ND-oriented texture with a maximum texture intensity of 8.7.The peak-aged PT material possesses an average grain size of 38.9 μm and a TD-oriented texture with a maximum texture intensity of 8.8.In both the AH and PT materials,the grain size and basal texture distribution remain nearly unchanged after peak aging (Figs.1,2,and 10).This indicates that the grain boundaries and twin boundaries hardly move during the peak aging.The grain boundary migration velocity is proportional to the grain boundary mobility,and at higher temperatures,the grain boundary mobility increases due to the increase in the thermal energy available to the lattice atoms [64].Consequently,the grain boundary migration velocity increases with increasing heat-treatment temperature [65,66].Despite the relatively high aging temperature (300 °C),grain coarsening does not occur during the peak aging in both the AH and PT materials.Previous studies have reported that when deformed AZ31 alloys are subjected to heat treatment at 300 °C,the grain boundaries migrate from grains with lower internal strain energy to adjacent grains with higher internal strain energy,consequently reducing the total strain energy of the material [65,66];this phenomenon is known as the strain-induced grain boundary migration.Because of the differences in the internal strain energy between the neighboring grains in deformed Mg alloys,the grains with lower internal strain energy grow at the expense of the neighboring grains during heat treatment at a temperature below the recrystallization temperature,thereby leading to an increase in the average grain size of the materials [39,67].However,although the PT material exhibits a considerable difference in internal strain energy between the twinned region and the residual matrix region (Figs.7e and f),the migration of the grain boundaries and twin boundaries virtually does not occur during aging at 300 °C for 1 h.Kim et al.[66]reported that in deformed AZ31 alloys containing {10–12} twins,the grain growth during heat treatment is primarily governed by the grain boundary migration rather than the twin boundary migration because grain boundaries have higher boundary energy and higher dislocation density,which enhance atom diffusion along the boundaries.Accordingly,even if grain growth occurs in the PT material during aging,it will be generated by the grain boundary migration rather than the twin boundary migration.However,the grain boundary migration also does not occur in the PT material,which can be attributed to the DPs formed along the grain boundaries in the initial stage of aging that are pinning the grain boundaries and preventing their migration [68].In addition,the high Al content of AZ80 could hinder the boundary migration through the solute drag effect during aging [65,69].Accordingly,the presence of DPs and solute atoms along the grain boundaries can act as a barrier to the movement of the grain boundaries.This will effectively suppress the grain growth during peak aging at 300°C,thereby resulting in minimal changes in the twinned structure and grain size of the PT material.
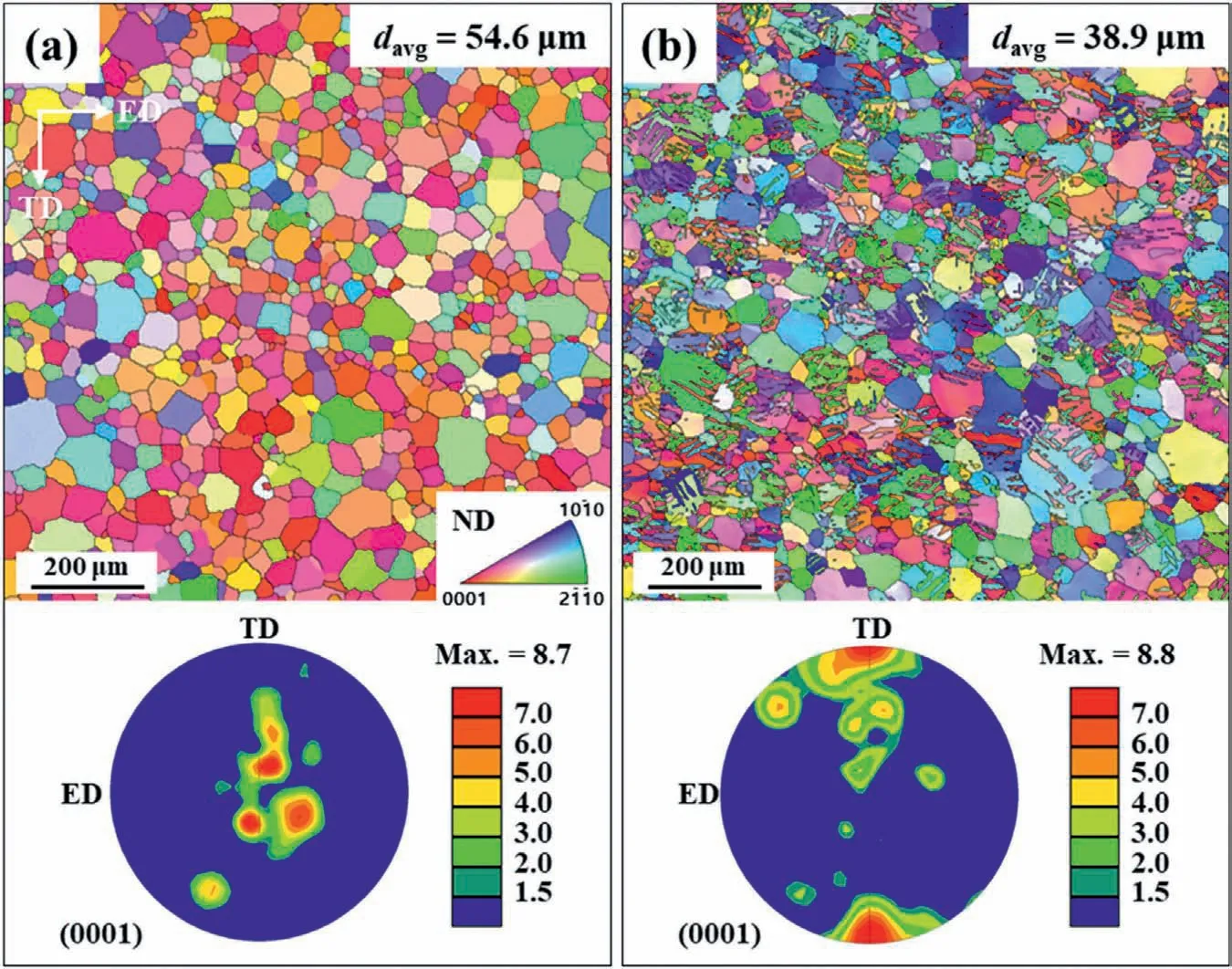
Fig.10.IPF maps and (0001) pole figures of (a) the peak-aged (8 h) AH material and (b) the peak-aged (1 h) PT material.
Fig.11 shows the representative engineering tensile stress–strain curves of the homogenized material and peak-aged AH and PT materials.The TYS,ultimate tensile strength(UTS),and total elongation (TE) of the peak-aged AH material are 194 MPa,278 MPa,and 3.8%,respectively.The corresponding tensile properties of the peak-aged PT material are 213 MPa,329 MPa,and 7.4%,respectively.The TYS,UTS,and TE of the peak-aged PT material are appropriately 10%,18%,and 95% higher than those of the peak-aged AH material,respectively.The TYS of the peak-aged PT material is 35 MPa higher than that of the homogenized material,whereas that of the peak-aged AH material is 16 MPa higher than that of the homogenized material.Accordingly,the PT material exhibits more than two times of TYS increment compared to the AH material.This TYS increment in the peak-aged AH material is caused by a single effect of precipitation hardening after the aging treatment.The size of the CPs formed in the peak-aged AH material is relatively large owing to the long aging time (8 h);thus,the material exhibits a weak age-hardening effect (16 MPa).In contrast,the peakaged PT material contains finer and more CPs,which leads to a stronger age-hardening effect.In addition,the increased internal strain energy and abundant {10–12} twins induced by the pre-deformation contribute to the TYS increment of the peak-aged PT material.Both the TE values of the peak-aged AH and PT materials are smaller than that of the homogenized material.These increased strength and reduced ductility of the aged materials are consistent with those in the general results induced by the precipitation via the aging treatment.However,the TE of the peak-aged PT material(7.4%) is significantly higher than that of the peak-aged AH material (3.8%).Consequently,compared to the AH material,the PT material requires substantially less time to reach the peak-aging state,and it also has higher tensile strength and ductility despite the shorter aging time.The higher strength of the peak-aged PT material can be attributed to the greater effects of the strengthening mechanisms.The average grain size of the peak-aged PT material (38.9 um) is smaller than that of the peak-aged AH material (54.6 um) owing to the twin boundaries in the former.The twin boundaries are interfaces between the twins and their parent grains and characterized by a drastic change in the crystallographic orientation across the twin boundary.This orientation change at the twin boundaries impedes the movement of dislocations due to the change in the dislocation glide path,consequently resulting in material strength increase [70].Moreover,the twin boundaries contain partial dislocations formed to accommodate the change in the crystallographic orientation across the twin boundary,and these partial dislocations can interact with the glide dislocations,impeding their motion and enhancing material strength[71].Accordingly,the twin boundaries in the peak-aged PT material act as obstacles to the dislocation motion,possibly contributing to the increase in material strength.
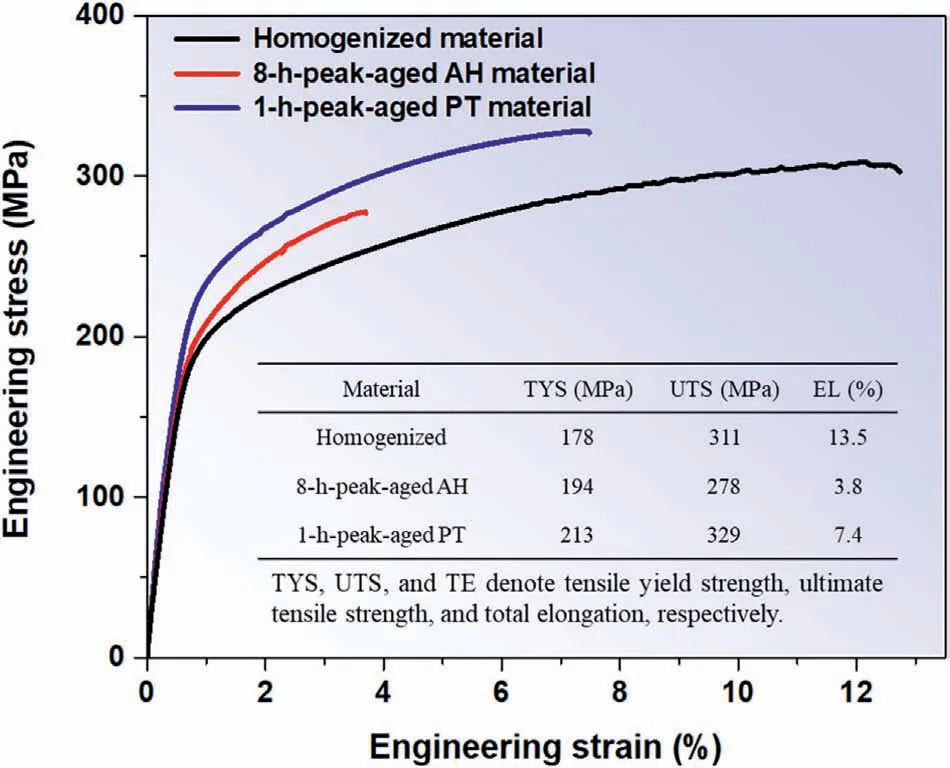
Fig.11.Tensile stress–strain curves and tensile properties of the homogenized material and peak-aged AH and PT materials.
In the case of the CPs,both the size and the number density significantly differ between the peak-aged AH and PT materials.According to the Orowan equation,the hardening effect caused by the precipitates is proportional to the square root of their number density and the product of their size[72].For a given alloy composition,a material with finer and more numerous precipitates has a stronger precipitation hardening effect because the decrease in the interparticle spacing of the precipitates leads to an increase in the number of obstacles encountered by the dislocations.The area fractions of the twinned region and residual matrix region in the PT material are almost equal (~50%).Although the CP number density in the residual matrix region of the peak-aged PT material (0.90 μm–2) is only 28% higher than that in the matrix region of the peak-aged AH material (0.70 μm–2),the CP number density in the twinned region of the former (7.53 μm–2) is approximately 11 times higher than that in the matrix region of the latter.The uniform distribution of the twins in the PT material and the formation of numerous CPs in the twinned region during peak aging effectively impede the dislocation motion throughout the material during the plastic deformation of the peak-aged PT material.Consequently,the higher strength of the peak-aged PT material is mainly attributed to its stronger boundary hardening and precipitate hardening effects than in the peak-aged AH material.
The fracture behavior of the two peak-aged materials is analyzed based on the optical microstructures of the longitudinal cross-sections and the SEM fractographs of the tensile-tested peak-aged AH and PT specimens (Fig.12).In the tensiletested AH specimen,sharp cracks that formed across several grains are observed near the fracture surface (Fig.12a).Moreover,large cleavage facets with the size of>50 μm are observed on the fracture surface (Fig.12b).The CPs in the peak-aged AH material are relatively coarse,exhibiting an average size of 2.6 μm.The coarse CPs facilitate the dislocation accumulation at the interface between the CP and theα-Mg matrix,causing stress concentration and crack formation in the early stage of the tensile deformation[73].The coarseness of the CPs and the brittle nature of the grains containing these CPs promote crack formation and propagation during tensile stress,eventually resulting in the premature fracture and low tensile ductility of the peak-aged AH material.In contrast,in the tensile-tested PT specimen,cracks that formed along the sharp twins are observed near the fracture surface (Fig.12c).The CPs are finely dispersed in the peak-aged PT material,showing average sizes of 0.47 μm in the twinned region and 1.71 μm in the residual matrix region.Compared to the coarser CPs in the peak-aged AH material,these finer CPs cause a lower stress concentration during the tensile deformation [74].Several cleavage facets are also observed on the fracture surface of the tensile-tested PT specimen (Fig.12d);however,their sizes (30–50 μm) are smaller than those in the tensile-tested AH specimen (50–100 μm).The {10–12}twins formed in a certain grain have different crystallographic orientations with the grain,and CPs are generally formed on the basal plane [20].Hence,the minimum size of the area,in which the CPs are aligned on the same basal plane,is smaller in the peak-aged PT material containing numerous{10–12} twins than in the peak-aged AH material,leading to the formation of smaller cleavage facets in the peak-aged PT material.In addition to the cleavage facets,step-like regions with sizes of 20–30 μm are also observed on the fracture surface of the tensile-tested PT specimen (yellow dotted circles in Fig.12d).When an extruded Mg alloy is subjected to tensile stress along the ED,several {10–11} contraction twins and/or {10–11}-{10–12} double twins can be formed in each grain [75].Once micro-cracks are nucleated and propagate along the contraction or double twins in the grain during tension,a region with twin-induced steps can be formed on the fracture surface of the tensile-fractured specimen.
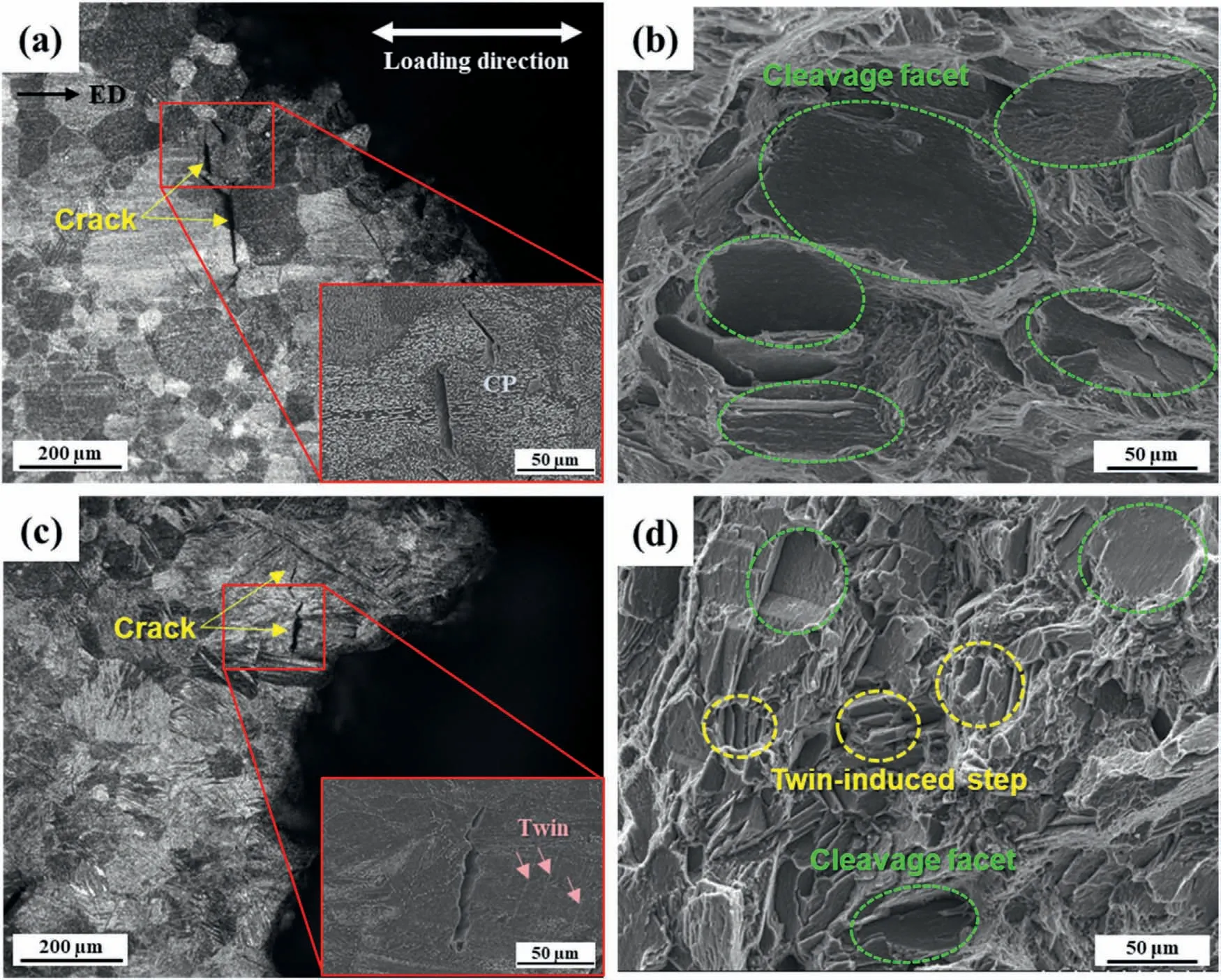
Fig.12.(a,c) Optical micrographs of the longitudinal cross-sections and (b,d) SEM images of the fracture surfaces of the tensile-tested specimens: (a,b)peak-aged AH material and (c,d) peak-aged PT material.
Subsequently,the EBSD measurements were conducted on the longitudinal cross-sections of the tensile-tested specimens to closely observe the formed cracks and twins.Fig.13 presents the IPF maps and image quality maps showing the cracks and twin boundaries formed in the tensiletested AH and PT specimens.The tensile-tested AH specimen shows large cracks that propagate in the interior of several grains (Fig.13a).A small number of {10–12} twins is observed in some grains of this specimen (Fig.13b).Note,however,that they are present in a separate manner from the cracks,suggesting that the formed twins are not related to the crack formation and propagation.Unlike in the tensiletested AH specimen,a large number of sharp {10–11} contraction and {10–11}-{10–12} double twins are observed in the tensile-tested PT specimen (Figs.13c and d).As the contraction and double twins contain high strain energy,they typically appear as black lines in the EBSD maps due to their low confidence index values[36,76].In the EBSD maps of the tensile-tested PT specimen,numerous sharp black lines (i.e.,undetected contraction or double twins) are present throughout the specimen,suggesting that the deformation during tension is uniformly imposed on the entire region of the specimen.On the contrary,the absence of contraction and double twins in the tensile-tested AH specimen means that a considerable local stress concentration is generated in the early stage of tension and the resulting premature fracture occurs before the formation of the contraction and double twins.
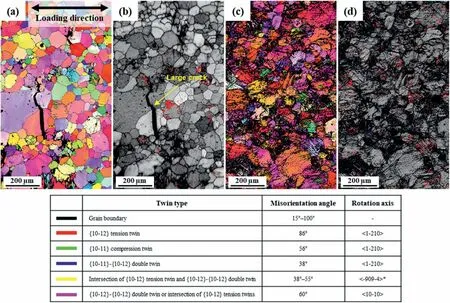
Fig.13.IPF maps and image quality maps showing the cracks and twin boundaries formed in the tensile-tested specimens: (a,b) peak-aged AH material and(c,d) peak-aged PT material.
The basal textures of the peak-aged AH and PT materials are also significantly different,with the former exhibiting an ND texture and the latter showing a TD one (Fig.10).These textures can result in differences in the dislocation slip activity between the two materials during tension along the ED.Fig.14 shows the SF maps and distributions for the basal 〈a〉,prismatic 〈a〉,pyramidal I 〈c+a〉,and pyramidal II 〈c+a〉slips under tension along the ED of the peak-aged AH and PT materials.The average SF values for the pyramidal I and II slips of the peak-aged PT material,which are 0.45 and 0.42,respectively,are nearly identical to those of the peak-aged AH material,which are 0.45 and 0.41,respectively.However,the average SF values for the basal and prismatic slips of the peak-aged PT material,which are 0.30 and 0.40,respectively,are higher than those of the peak-aged AH material,which are 0.28 and 0.37,respectively.This result indicates that the activation of the basal and prismatic slips during tension along the ED is more pronounced in the peak-aged PT material,contributing to its higher elongation.As shown in Fig.10b,the peak-aged PT material shows a spread TD texture because of the specific crystallographic feature of the {10–12}twinned region,in which thec-axis is oriented to the compression direction witha±30° variation [77].This spread TD texture of the peak-aged PT material is more favorable for the activation of basal and prismatic slips than the strong ND texture of the peak-aged AH material.Consequently,the promoted activation of the basal and prismatic slips due to the texture change contributes to the higher fracture elongation of the peak-aged PT material,as well as the effect of suppressing the local stress concentration caused by the finer CPs and twin boundaries.This study demonstrates that the precipitation kinetics of the CPs in the extruded AZ80 alloy effectively accelerates by introducing the {10–12} twins through plastic deformation,which dramatically reduces the peak-aging time (from 8 to 1 h) and improves the strength and ductility of the peak-aged material.
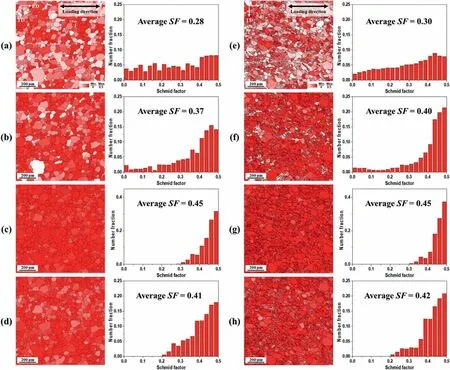
Fig.14.SF maps and distributions of the (a–d) AH and (e–h) PT materials for the (a,e) basal 〈a〉,(b,f) prismatic 〈a〉,(c,g) pyramidal I 〈c + a〉,and (d,h) pyramidal II 〈c + a〉 slips under tensile loading along the ED.
4.Conclusions
This study investigates the effects of {10–12} twins introduced by compressive deformation on the continuous precipitation behavior of the extruded AZ80 alloy during aging treatment at 300 °C.Based on the results,the AH material exhibits a twin-free grain structure with low internal strain energy,whereas the PT material contains numerous {10–12}twins and has high internal strain energy.The peak-aging time of the PT material(1 h)is substantially shorter than that of the AH material (8 h) because the high internal strain energy of the former accelerates the CP precipitation.The peak hardness of the PT material is also higher than that of the AH material due to the formation of finer and more abundant CPs.At a given aging time,the number density of the CPs increases in the following order: matrix region of the AH material <residual matrix region of the PT material <twinned region of the PT material.In the twinned region with high internal strain energy,numerous fine CPs are particularly formed in the early stage of aging,and their coarsening rate in the twinned region is much lower than that in the other regions.The peak-aged PT material shows a smaller grain size and finer CPs when compared to the peak-aged AH material.The TYS,UTS,and TE of the former are appropriately 10%,18%,and 95% higher than those of the latter,respectively.These results demonstrate that the introduction of {10–12} twins via pre-deformation significantly reduces the peak-aging time of the extruded AZ80 alloy and considerably improves the tensile strength and elongation of the peak-aged material despite the shorter aging time.
Data availability
The raw/processed data required to reproduce the results presented herein cannot be shared at this time as the data also form part of an ongoing study.
Declaration of Competing Interest
The authors declare that they have no known competing financial interests or personal relationships that could have appeared to influence the work reported in this study.
CRediT authorship contribution statement
Hyun Ji Kim:Methodology,Investigation,Formal analysis,Visualization,Writing– original draft.Sumi Jo:Formal analysis,Writing– review &editing,Supervision.Sung Hyuk Park:Conceptualization,Writing– review &editing,Supervision,Project administration.
Acknowledgments
This research was supported by the National Research Foundation of Korea (NRF) (grant no.2019R1A2C1085272)funded by the Ministry of Science,ICT,and Future Planning(MSIP,South Korea).
杂志排行

Journal of Magnesium and Alloys的其它文章
- Corrosion behavior of composite coatings containing hydroxyapatite particles on Mg alloys by plasma electrolytic oxidation: A review
- Rational design,synthesis and prospect of biodegradable magnesium alloy vascular stents
- Antibacterial mechanism with consequent cytotoxicity of different reinforcements in biodegradable magnesium and zinc alloys: A review
- Preparation,interfacial regulation and strengthening of Mg/Al bimetal fabricated by compound casting: A review
- Pitting corrosion behavior and corrosion protection performance of cold sprayed double layered noble barrier coating on magnesium-based alloy in chloride containing solutions
- Designing strategy for corrosion-resistant Mg alloys based on film-free and film-covered models