中型薄膜型LNG船结构及建造检验要点分析
2023-12-27王佚
王佚
中国船级社上海分社,上海 200136)
近年来,随着全球LNG气站及管道的建设网络铺开,大型LNG接收站向小型LNG站转运的需求增加。液货舱容3万~9万m3的中型LNG运输船因适合中短距离运输受到船东的重视,订单开始增长[1]。我国已有大型LNG船建造经验,需要在此基础上对中型LNG船的设计和制造进行优化,降本增效,缩短建造周期。在LNG船的建造过程中,涉及结构方面的问题一般有以下几点。
1)高应力区域的处理,结构关键节点型式的设计是否能满足计算需求,兼顾现场施工的便利。
2)钢材等级、板厚、型材的选用,能否进行结构优化从而降低成本。
3)疲劳节点的加强措施。
关于高应力区的处理及结构优化,少有研究报道。在疲劳节点的处理方面,有学者关于薄膜型LNG船疲劳强度的研究中提出船厂倾向于采用计算疲劳寿命提高技术,并建议通过优化过渡型式等方式提高疲劳寿命[2-3]。中国船级社在《钢质海船入级规范》第2分册第20章对LNG船的构件尺寸和直接计算方法进行了规定,《散装运输液化气体船舶构造与设备规范》(2022)引用了IGC的要求作为补充,从规范角度对上述问题进行了要求。
在现场建造检验过程中,分析大型LNG运输船和最新的中型LNG运输船的结构,发现了一些新的设计理念和结构优化方法,并已经应用到实际生产以解决上述问题。为了探讨这些方法的价值,从总体布置、结构关键节点形式、结构优化、疲劳节点形式等方面分析薄膜型LNG船最新的结构设计方案,并给出现场建造工作中实际的质量控制方法。同时介绍气囊管这一最新设计概念给船舶布置和装载率带来的变化。
1 布置及结构特点
1.1 总体布置
NO96薄膜型LNG因为绝缘箱尺寸固定,货舱往往成比例扩大,规格呈阶梯式,如174 000,138 000,79 960 m3等,船舶线型受到货舱尺度的限定,会存在“控制点”对线型设计进行约束。后体型线为双内旋鳍艉线型以适用浅吃水环境,同时方便采用大径深比螺旋桨。该型螺旋桨能适应吃水受限的情况,通过增大螺旋桨直径保持推进效率[4]。
中等尺度与大尺度薄膜型LNG船在舱室布置上没有差异,均沿船长方向布置有4个液货舱,于船中甲板区域布置货物机器室,但中型LNG船的货物区域整体布置以及机舱的结构、设备布置更为紧凑。设备方面,为满足浅水航道适航及高操纵性的性能要求,中型LNG运输船在艏部布置有艏侧推设备。最新型号的中型LNG船还采取了新的设计概念,在货舱区域设置了气囊管以提高装载率。见图1、2。
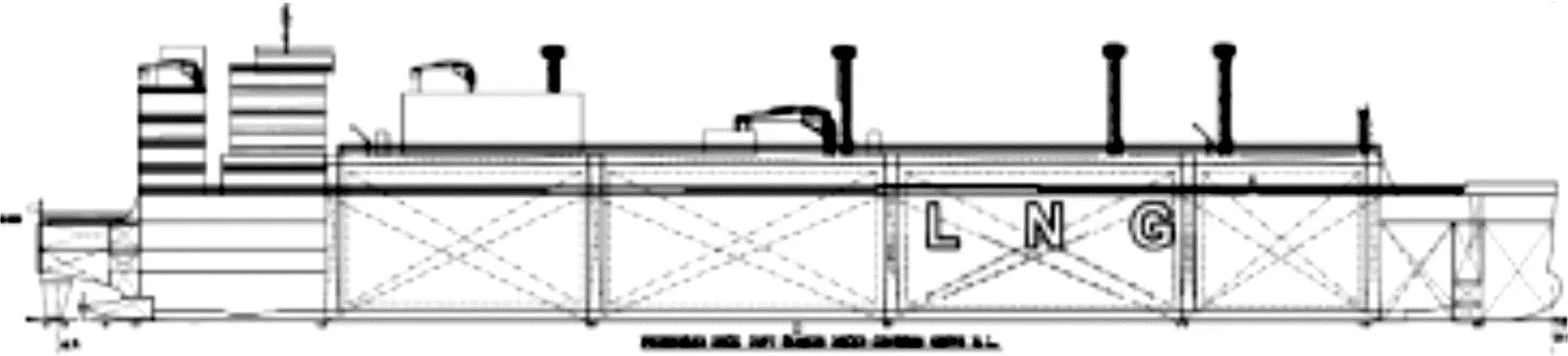
图1 典型大尺度薄膜型LNG运输船侧视图

图2 典型中等尺度薄膜型LNG运输船侧视图
1.2 结构关键节点型式
薄膜型LNG运输船液货舱横剖面为8边形(见图3),底边舱及顶边舱折角均布置为135°,横截面上下收缩达一定高度,以减少LNG液货对船体内壳的晃荡冲击以及自由液面的影响。液货舱8处折角因形状突变,可能发生高应力或疲劳破坏,需要作为结构关键节点在船舶建造和营运中重点控制。

图3 薄膜型LNG运输船液货舱典型八边形横剖面
中尺度薄膜型LNG运输船在大型薄膜型LNG运输船的基础上优化了液货舱折角结构关键节点(CM节点)的结构形式,将液货舱内壳斜底板与内壳纵舱壁板连接、内甲板斜板与内甲板连接的几何节点内壳纵舱壁板由焊接型节点改为连续的转圆板(压弯板),即将原来的“三心对位”三块板角接优化为转圆板与平台板之间的两块板角接。
节点形式改动带来的好处有3点,首先是降低了加工难度,变为转圆板形式后,实际上不需要再满足3向对中了,现在还保留转圆板的CM节点是为了保证货舱几何点,并不涉及到结构性能。而且该节点在分段阶段就能进行检验、调整和确认,避免了在搭载复杂的环境下检验,以及错位后难以调整的困境。其次,“三心对位”型节点设置了2道全焊透位于中间板的两侧,焊缝过于集中,无论是现场的施工难度还是应力情况都不理想。转圆板型式改为2道深熔焊,为常规的焊接节点设计,施工更方便,应力水平更低。最后,原来3块板交接位置存在应力集中,节点位置的板材需要采用更厚的板厚和更高等级的钢材,由于部分位置会板厚方向上受到较大的应力,还需要采用Z向钢。改成转圆板后几何形状更平滑,受力更均匀,板厚方向上的受力较小,不需要使用Z向钢,在结构和经济性上都得到了提升。
这种节点形式的缺点在于对合拢对齐精度的要求很高,因为薄膜型LNG船对货舱平整度的要求远高于一般船型。如图4所示,根据GTT的要求需要用1 m尺和3 m尺进行检验,一个纵骨间距之间的高度差不得超过4 mm。此外,转圆板由一块厚板冷弯而成,也需要一定的加工技术。得益于船厂吊装精度的提升和板材加工技术的提高,这两个问题得到了妥善解决。
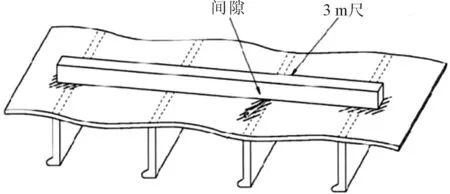
图4 对货舱内壳的平整度要求
1.3 结构优化
由于主尺度减小,总纵强度的要求降低,中型薄膜型LNG运输船相较传统的大型薄膜型LNG运输船在部分型材的选择上进行了优化,节约了物料成本。
在对船体结构温度场充分评估之后,中型薄膜型LNG运输船主甲板区域纵向骨材在外甲板斜板(穹顶斜板)外使用普通球扁钢,外甲板斜板以内使用E级扁钢;而大型薄膜型LNG运输船的主甲板区域纵向骨材全部使用的E级扁钢。
相比之下,中型薄膜型LNG运输船主甲板区域纵向骨材依据温度场预报结果选取钢材等级,节省了成本。
中型薄膜型LNG运输船机舱比大型薄膜型LNG运输船的机舱少一层甲板,机舱的空间减小,布置更为局促。中等尺度LNG船的机舱结构通常都伴随着大量开孔供电缆和各类管路穿行。例如机舱行车的吊梁,以及发电机的反顶加强。
根据中国船级社《钢质海船入级规范》(2021)第2篇第20章第9节20.9.2的要求:对于不需加强单壳剖面中的人孔和减轻孔,应满足腹板开孔高度不超过腹板高度的25%且其边缘与面板的距离不小于腹板高度的40%。对于满足上述要求者,一般不需加强。开口长度不得大于腹板高度或局部支撑构件间距的60%,取大者。开口边缘应与局部支撑构件切口各角有相等距离。
机舱开孔均不在退审图上,而是在详设阶段添加在分段制造图上,没有经过审图批准,因此需要通过有限元计算校核开孔后的结构强度是否满足要求。
1.4 疲劳节点形式
疲劳破坏是船舶结构破坏的主要模式之一,多年来一直是造船界关注的重点问题。薄膜型LNG船的货舱里安装了2层屏蔽结构,维修涉及到殷瓦钢的焊接和绝缘箱的拆卸安装,非常复杂。货舱若发生了结构损坏,损失将远超其他区域且不可估量。LNG的设计疲劳寿命要求一般为40年,在设计时期就必须对LNG船船体结构进行系统的分析,并在建造时加以控制,使LNG船在服务期内的疲劳性能达到要求。在设计中通常采用热点应力法和疲劳谱分析法对LNG船的疲劳寿命进行评估。由于疲劳谱分析进行疲劳计算适用性和计算精度较高,一般采用疲劳谱分析法对关键节点的疲劳寿命进行评估[5]。
然而,无论是大型还是小型的薄膜型LNG船,根据计算结果,在横舱壁与内底交接处的疲劳状况都不甚理想,该疲劳危险区域还涉及到货舱里的锚固扁钢。锚固扁钢与殷瓦管直接连接,是将货舱应力传递到船体的重要结构。GTT公司对货舱锚固扁钢的疲劳强度非常重视,甚至会单独对该位置进行应力分析。因此无论是大型LNG船还是中型LNG船,都在此处设计了加厚板以改善疲劳状况。
大型LNG船采用在实肋板增加35 mm的E32加厚贴板配合加强筋改善疲劳条件,该位置要求全焊透以保证结构强度,同时将中纵桁隔仓位置的板由20 mm A32钢更换为30 mm E32钢。中型LNG运输船则是在中纵桁嵌补1块30 mm的D32钢,同样是需要全焊透。
然而这两种方法改善效果有限,不能完全改善疲劳情况。通过精细网格的有限元疲劳分析可以发现横舱壁与内底交接处的疲劳年限依然显著低于其他区域。因此在建造过程中需要特别注意结构的细节处理,避免应力集中。
1.5 气囊结构
充装极限(FL)系指当液体货物达到基准温度时,液货舱内的最大液体体积与整个液货舱容积之比。根据最新《国际散装运输液化气体船舶构造与设备规则》(IGC规则)规定:液货舱充装极限的默认值为在基准温度下98%,但在满足下列条件的情况下,允许增加至不超过99.5%。
1)在液货舱内无隔开的蒸气存留死角。
2)压力释放阀进口应保持处于蒸气空间。
3)下列各项需有裕量。
(1)液体货物由于压力从MARVS增加至8.4.1所述的最大流量释放压力而形成的体积膨胀;
(2)最小0.1%液货舱体积的操作裕度;
(3)仪器(例如,液位和温度测量仪)的公差。
此前NO96型LNG船因为上述条款约束,装载率均低于98%(部分因船旗国批准放宽到了98.5%)。最新型号的中型薄膜型LNG运输船在液货舱顶增加液货舱气囊管,该设计概念为国内首次采用。在船舶航行及发生晃荡时,该气囊管将液货舱顶部角隅处蒸气空间的多余货物蒸气快速导入气穹中,从而消除液货舱顶部角隅处的蒸气存留独立气穴,满足IGC的要求。该技术能令装载率突破98%的限制。经过GTT的计算和试验验证,实际装载率能达到99.36%,较之前的船型,提高了1.36%。气囊的设计概念简单用图5表述。

图5 在15°横倾和0.015L纵倾状态下货舱的装载情况
2 建造质量控制
2.1 CM节点控制
对于中型薄膜型LNG运输船采用的内壳纵舱壁转圆板(压弯板)与平台板(甲板)之间的两板焊接型CM节点,考虑到两板并无厚度中心线对齐的装配要求,在分段装配时可以对制造精度进行控制,以确保在船坞搭载中前后合拢口的准确对位,保证货舱几何点位置的精确。一般是采用样板检查配合度的方法,从车间加工成形、小组立、分段、合拢段的全程精度控制(见图6)。由于转圆板两板焊接型CM节点采用深熔焊而非全焊透的焊接方式,免去了反面碳刨清根的步骤,效率获得了提高。但需要注意的是施工细节,如定位焊的质量。“三心对位”3板焊接型CM节点的反面碳刨清根一并消除了反面被纳入焊道的缺陷定位焊的不利因素;但采用转圆板后的CM节点型式后,在没有反面碳刨清根的情况下,如有缺陷定位焊被纳入焊道,势必将对焊接质量造成不利影响。

图6 转圆板CM样板精度控制
2.2 机舱开孔控制
鉴于发电机基座下方加强结构存在大量开口,且开口高端超过腹板高度的60%,需要其进行有限元分析。根据中国船级社《钢质海船入级规范》要求,模型范围为以基座有效作用平面矩形(a×b)形心为中心,向四周分别扩展至少1倍的该矩形相对应的长、宽距离(3a×3b)。垂向从基座面扩展至甲板之下的第一个平台甲板或至少D/4处(D为型深)。如按上述方法框取的模型边界上未设置结构的主要支撑构件,则模型应再延伸直至边界落在结构的主要支撑构件上,边界条件可考虑自由支持或固支。载荷方面,需要考虑3台发电机的自重、发电机因船舶运动中加速度导致的惯性力,以及结构的自重。
2.3 疲劳区域控制
对于现场建造,提高疲劳性能的方法为提升装配精度、改善焊缝几何形状和焊后重熔。提升构件的装配精度可以降低应力集中水平,提升疲劳性能。根据CSQS和中国船级社的检验要求,结构的装配误差应控制在1/4最小板厚且不大于5.0 mm。典型结构节点的装配精度控制见表2。
表2 典型节点装配精度控制要求
对焊缝进行打磨也是一种现场常用,通过改善焊缝几何形状降低局部应力集中水平的方式,该方法成本低,施工灵活方便,但应注意打磨后焊缝成型的圆弧度,应保证焊缝光顺无尖点[6]。
对焊趾区域进行重熔处理可以改善焊缝的几何形状,优化焊趾结构。同时,重熔还能使焊缝区域的晶粒细化[7],并消除微小夹渣、裂纹等缺陷,从多方面提高焊接接头的疲劳强度。
2.4 气囊安装及检验要点
该液货舱气囊管在甲板贯穿处须按GTT要求使用不锈钢嵌入板,以控制LNG气体对船体结构钢的低温影响,同时,气囊管须设置在货舱区域双层甲板中的独立隔离空舱内(见图7),该隔离空舱需要进行气密试验。此外,气囊管处的绝缘箱为中间开孔的特制箱,需要专门检查箱子的平整度。装配好后,还应检查气囊管与绝缘箱之间空隙里塞的玻璃棉是否饱满。在殷瓦膜焊接结束后,该位置的气密还需要在氦气试验中着重观察。
图7 气囊管隔离空舱及不锈钢嵌入板
3 结论
1)对于NO.96型薄膜型LNG船,最新的转圆板形式CM节点在应力分布、建造难度和经济性上均优于原来“三心对位”型CM节点。
2)中型LNG船机舱布置导致的板材大量开孔问题需要依靠有限元计算来确定强度是否满足要求。
3)在LNG船建造过程中应该着重关注横舱壁与内底交接处疲劳节点,建议现场采用钨极氩弧重熔工艺进行焊缝控制。
4)LNG船的气囊管装置采用了消除气穴的方式使船舶满足IGC要求从而提高装载率,安装时需要着重关注其气密性。