高性能6063合金电机壳型材生产工艺研究
2023-12-27于金凤吕怀成初晓东曲双燕
于金凤,吕怀成,李 庆,初晓东,曲双燕
(龙口市丛林铝材有限公司,龙口 265705)
关键字:水冷电机壳;6063合金
0 前言
6063 铝合金属于中等强度的Al-Mg-Si 系合金,具有良好的挤压性能、耐腐蚀性能、焊接性能和氧化着色性能等,已广泛应用于导电型材、管材、棒材、阳极氧化型材以及汽车型材等领域[1]。导电类型材、管材、棒材要求在保证力学性能的前提下,达到导电率的要求,成卫兵[2]等人进行了导电率与力学性能的匹配研究。阳极氧化型材追求高表面质量要求,张鹏[3]等人研究了6063铝合金表面质量提升方法。随着新能源汽车的发展,汽车客户对6063 合金型材的力学性能提出了更高的要求[4]。水冷电机壳型材缸体部分采用一体式挤压成型,型材基体力学性能要求高于标准要求,为生产出满足客户要求的产品,开展了合金成分配比、在线淬火和挤压试验。
1 型材生产及试验方法
1.1 铸锭生产
采用半连续铸造生产φ440 mm 规格的6063合金铸锭,其合金成分范围见表1。将6063合金设计成6063-1 和6063-2 两组成分。6063-1 合金Mg2Si的含量为0.88%,过剩Si 的含量为0.08%;6063-2合金Mg2Si的含量为1.1%,过剩Si的含量为0.06%。

表1 6063化学成分(质量分数/%)
因水冷电机壳型材的力学性能指标高于国标要求,故开展两种成分试验。对铸锭进行560 ℃保温8 h 均匀化处理,均匀化温度范围控制在±5 ℃以内,铸锭车皮至φ430 mm。
1.2 挤压工艺
6063 合金的淬火敏感性较低,一般生产采用风冷淬火即可满足要求。考虑到型材的高性能要求,在70 MN挤压机上采用风冷和风雾冷却两种淬火方式进行生产,挤压工艺参数见表2。挤压后的型材在175 ℃下进行8 h的时效处理。
1.3 拉伸试验
不同化学成分、不同淬火方式的型材按照GB/T 16865—2013《变形铝、镁及其合金加工制品拉伸试验用试样及方法》标准的要求进行试验加工,力学性能要求见表3。
1.4 低倍胀裂
按照GB/T 3246.2 《变形铝及铝合金制品组织检验方法第2 部分低倍组织检验方法》标准对型材的头、尾两端进行低倍检测,按标准要求型材的挤压焊缝不应存在焊合不良现象。且按照GB/T 32790 《铝及铝合金挤压焊缝焊合性能检验方法》标准要求对水道位置进行扩口检测,若焊缝断口呈光滑平直状形貌或呈光滑平直状断口与纤维状断口和(或)剪切唇状断口共存的形貌,则判定焊合性能不合格。
2 试验结果
2.1 力学性能
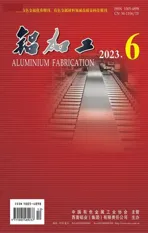
首先针对6063-1 和6063-2 合金开展试验,分别使用两种合金铸棒挤压成电机壳,均采用在线风冷淬火方式,对水道内侧进行力学性能检测,各位置共12个试样,结果见图1。试样力学性能平均结果见表4。
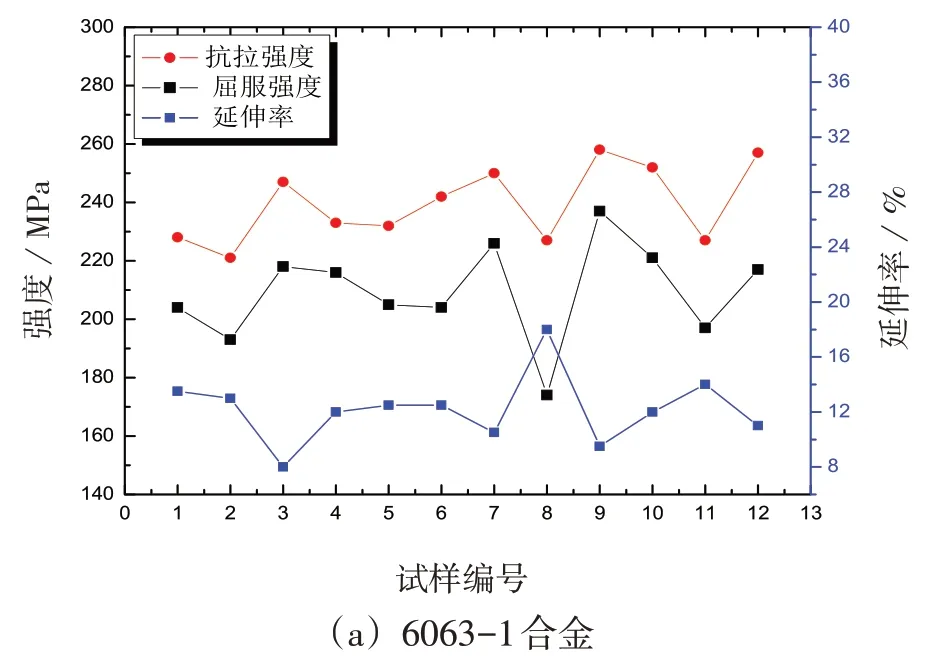
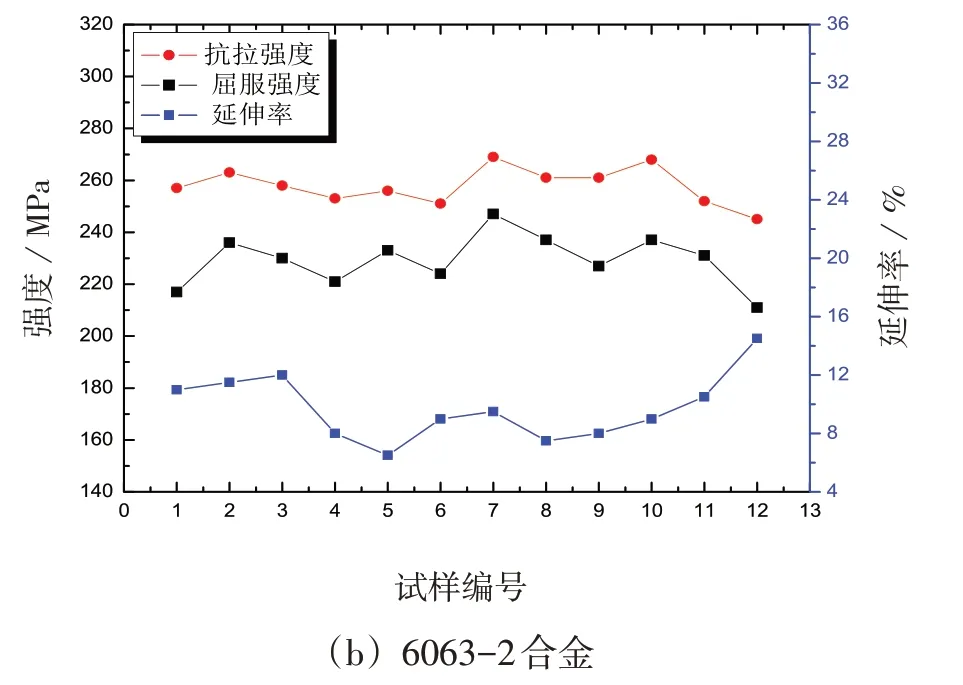
图1 合金型材风冷淬火水道内侧各位置力学性能

表4 6063-1和6063-2合金型材风冷淬火力学性能平均值
6063-1 合金生产的型材抗拉强度在221~258 MPa 之间,屈服强度在174~237 MPa 之间,断后伸长率在8%~18%之间,平均抗拉强度为239.5 MPa,平均屈服强度为209 MPa,平均断后伸长率为12%。6063-2合金生产的型材抗拉强度在245~269 MPa之间,屈服强度在211~247 MPa之间,断后伸长率在6.5%~14.5%之间,平均抗拉强度为258 MPa,平均屈服强度为229 MPa,平均断后伸长率为10%。工业生产情况下型材的不同位置随着挤压变形程度的不同、冷却强度的不同以及检测误差,其力学性能会存在一定的差异。6063-1 合金的力学性能存在不满足客户要求的情况,6063-2的力学性能明显优于6063-1。
下面针对6063-2 合金进行检测,检测其水道内侧和实心典型位置分别在风冷和风雾冷却下的力学性能。在5个典型位置选取试样,风冷淬火条件下的力学性能见图2 和图3,风雾淬火条件下的力学性能见图4和图5。
图2 6063-2合金型材风冷淬火水道内侧典型位置力学性能
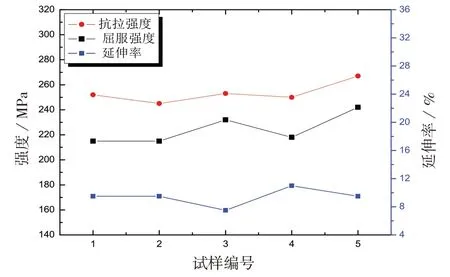
图3 6063-2合金型材风冷淬火实心典型位置力学性能
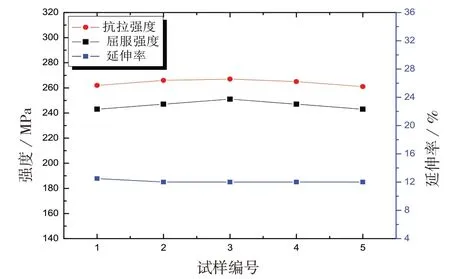
图4 6063-2合金型材风雾淬火水道内侧典型位置力学性能
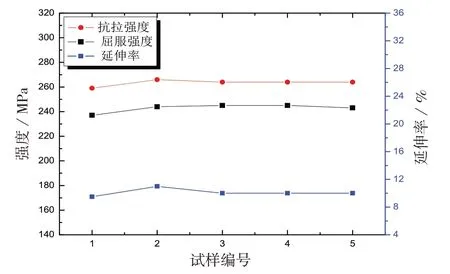
图5 6063-2合金型材风雾淬火实心典型位置力学性能
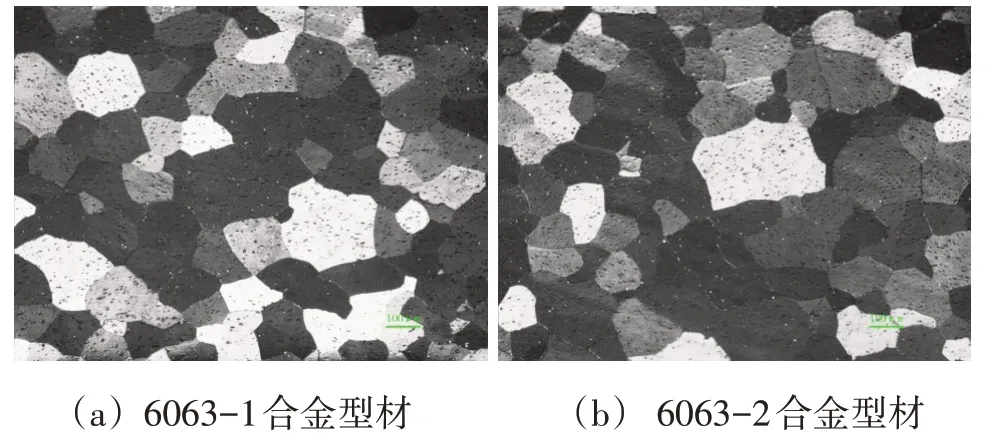
图6 两种合金型材的显微组织
风冷淬火条件下,水道内侧抗拉强度在254~274 MPa之间,屈服强度在225~250 MPa之间,断后伸长率在9%~12.5%之间,平均抗拉强度为266 MPa,平均屈服强度为241 MPa,平均断后伸长率为11%;实心位置抗拉强度在252~267 MPa 之间,屈服强度在215~242 MPa 之间,断后伸长率在7.5%~11%之间,平均抗拉强度为253 MPa,平均屈服强度为224 MPa,平均断后伸长率为9%。
风雾淬火条件下,水道内侧抗拉强度在261~267 MPa之间,屈服强度在243~251 MPa之间,断后伸长率在12%~12.5%之间,平均抗拉强度为264 MPa,平均屈服强度为246 MPa,平均断后伸长率为12%;实心位置抗拉强度在259~266 MPa之间,屈服强度在237~245 MPa 之间,断后伸长率在9.5%~11%之间,平均抗拉强度为263 MPa,平均屈服强度为243 MPa,平均断后伸长率为10%。
最后,针对6063-2 合金型材水冷和风雾冷却进行性能对比,取5个平行试样的平均值,结果见表5。风冷和风雾淬火条件下,水道内侧的力学性能没有明显差异,实心位置风冷淬火条件下性能略低,但均满足客户的要求。
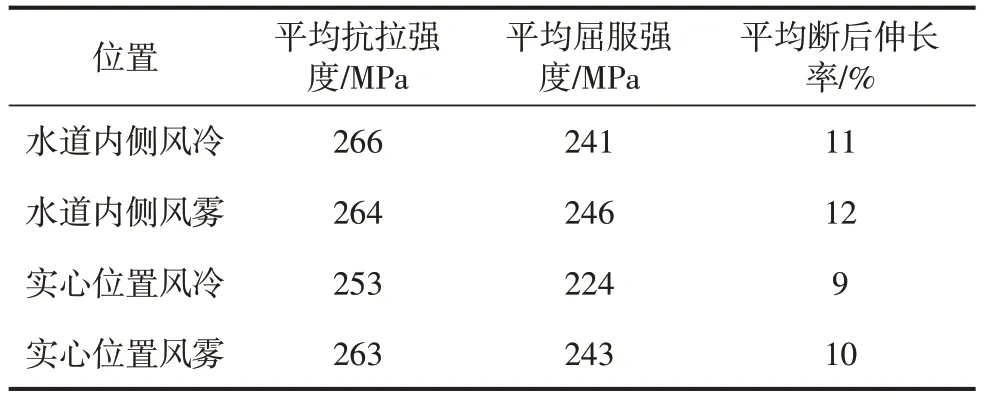
表5 6063-2合金型材风冷和风雾淬火性能结果
2.2 显微组织
6063-1 和6063-2 合金型材的显微组织见6,两种型材的显微组织均为完全再结晶组织,晶粒级别指数3~3.5级。
2.3 低倍胀裂
对水冷电机壳型材的头、尾两端进行低倍检测,不存在焊合不良现象,且低倍胀裂合格,如图7所示。若存在低倍不良或胀裂不合格情况,对型材进行返截。低倍、焊合质量的好坏主要取决于模具结构。另外,挤压生产中高温低速的挤压方式有助于焊合。

图7 型材低倍胀裂
3 分析与讨论
6063 合金属于Al-Mg-Si 系合金,主要强化相为Mg2Si 相,其强化能力与在固态铝中的溶解度有关,而Mg2Si 的溶解度不仅与温度有关,而且还与Mg 含量有关。当Mg、Si 元素的质量比大于1.73时,除形成Mg2Si 外,还存在过剩Mg。过剩Mg 的存在会显著降低Mg2Si 在固态中的溶解度,造成粗大强化相从铝基体中析出,严重减弱Mg2Si 对铝合金材料强化的作用[5];因此本实验中的6063-1 和6063-2 合金均采用Si 过剩的方式,对比不同Mg2Si含量下的性能。
6063 合金挤压型材的晶粒均为完全再结晶晶粒,且晶粒度相当,细晶强化的效果相当。力学性能的提高主要依靠固溶强化和时效强化。鉴于水冷电机壳型材的复杂性,挤压速度慢,需要采用高棒温保证型材的出口温度,结合风冷或风雾淬火方式,保证型材的固溶强化效果[6-7]。在同样风冷淬火的条件下,6063-2 合金型材的抗拉强度和屈服强度比6063-1 合金高20 MPa,断后伸长率略低。对6063-2 合金型材采用在线风冷的淬火方式,水道内侧和实心位置的力学性能均满足客户的要求,水道内侧的强度明显高于实心位置;开展风雾冷却,风雾淬火条件下,水道内侧和实心位置的力学性能没有明显差异,均满足客户的要求。考虑到工业生产情况下,气温的变化会对风冷淬火效率产生较大影响,在夏季生产建议采用风雾淬火方式。
4 结论
6063 合金含1.1%的Mg2Si,Si 稍微过剩,采用高温低速的挤压工艺,在线风冷或风雾冷却的方式,可保证水冷电机壳型材的力学性能满足客户要求。考虑到工业生产中,气温的变化对淬火效果的影响,夏季建议采用风雾淬火方式。