7075铝合金预拉伸厚板探伤缺陷原因分析及对策
2023-12-27冯旺
冯 旺
(西南铝业(集团)有限责任公司,重庆 401326)
0 前言
7075 合金属于超高强铝合金,具有高的比强度和硬度、较好的耐腐蚀性能和较高的韧性等优点,广泛应用于航空航天、轨道交通、船舶等领域。为了防止带有缺陷的板材制品投入使用,国防及航空工业提出使用超声波检测技术对铝合金板材的内部质量进行检查,铝合金制造企业一般采用水浸式自动化超声波检测设备对特殊用途的铝合金板材进行质量控制[1]。在实际生产中,7075合金预拉伸厚板在水浸探伤时经常出现因密集型探伤缺陷导致板材报废的问题。研究探伤缺陷产生的机理,制定针对性解决措施已成为当务之急。
1 样品来源
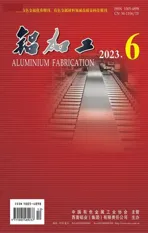
在7075-T651 铝合金预拉伸厚板中,板厚为150~200 mm的厚板易出现密集型探伤缺陷,从而导致报废。单个缺陷当量超φ2.0 mm,探伤缺陷位于板材厚度心部,且探伤缺陷主要存在于板材宽度中间区域。在板材长度方向探伤缺陷呈密集型分布,典型水浸探伤图谱见图1。图1(a)和图1(b)均存在探伤缺陷,图1(a)探伤缺陷严重,图1(b)探伤缺陷程度较图1(a)轻微。从现场取了一块探伤报废样品,板材规格为180 mm×1 620 mm×3 100 mm,取样宽度为1/2板宽,对探伤缺陷样品进行了低倍、显微组织、断口等综合检测分析。
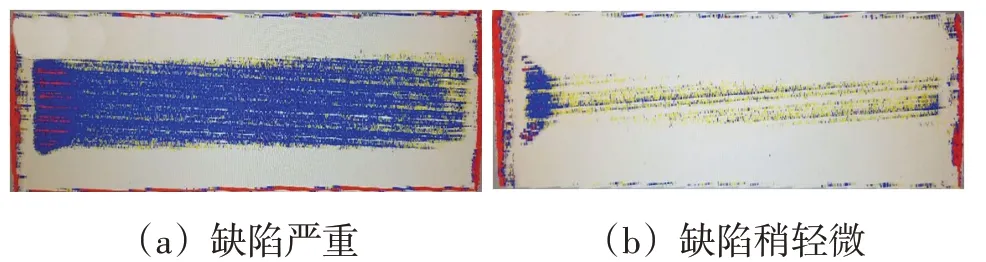
图1 水浸探伤图谱
2 检测仪器
试验所用的仪器为LEICA DMI5000M光学显微镜、LEICA DVM6 数码显微镜、S-3400N 扫描电镜和牛津能谱仪。
3 探伤缺陷分析
3.1 低倍组织分析
取板材宽度边部探伤正常部位、板材1/2 宽度探伤缺陷部位横截面试片,依据标准GB/T3246.2《变形铝及铝合金制品低倍组织检验方法》进行低倍浸蚀试验,低倍组织见图2。厚度中部区域典型体视镜形貌见图3(样品低倍面在体视镜下观察到的规则条纹为铣刀痕)。

图2 横截面低倍组织
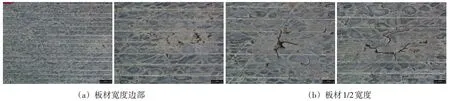
图3 低倍面体视镜形貌
从图2、图3可以看出,板材1/2宽度样品厚度中部区域(距表层80~100 mm)低倍面可见较多无规律分布的黑色不规则针孔,尺寸约为100~500 μm,针孔均沿晶界分布,低倍面其余部位未见类似针孔现象;板材宽度边部样品厚度不同部位均未见针孔现象。
3.2 断口面扫描电镜观察
取板材宽度边部探伤正常部位试片并于1/2 厚度打开人工断口,同时取板材1/2 宽度部位试片并于1/2厚度探伤缺陷部位、1/4厚度正常部位打开人工断口。断口面宏观形貌、典型电镜形貌及典型部位能谱分析结果见图4。
从图4 可以看出,板材宽度中部样品1/2 厚度探伤缺陷区域断口面较粗糙,断口面宏观可见较多小尺寸白亮点。经扫描电镜观察,发现断口面白亮点部位表面较光滑,边界轮廓清晰,干净未见异物,微区成分为7075 合金基体成分,断口面白亮点呈轧制过程中未焊合显微疏松形貌特征;板材宽度边部1/2厚度、板材宽度中部1/4厚度探伤正常部位断口面宏观均未见白亮点现象,经扫描电镜观察,断口面均未见冶金缺陷。
3.3 显微组织分析
在板材宽度边部、距板宽边部200 mm、距板宽边部400 mm、距板宽边部600 mm以及距板宽边部800 mm处分别取样,将1/2厚度纵截面磨制成高倍试样,经Keller 试剂浸蚀后,在金相显微镜下进行观察,典型显微组织见图5。
图5 板材宽度方向不同部位1/2厚度显微组织
从图5可以看出,样品厚度心部探伤缺陷部位存在较多形状不规则的微孔,微孔均沿晶界分布且边界轮廓较明显,微孔周边晶粒组织流向较紊乱,伴随轻微的拉裂痕迹;在板材宽度方向,越靠近板材宽度中部,微孔数量及尺寸呈增加趋势,与铸锭显微疏松分布规律一致。
3.4 铸锭样品显微疏松观察及固态氢含量分析
为明确厚板探伤缺陷与铸锭显微疏松之间的关联性,进一步对探伤报废批次厚板对应的原始铸锭样品(保留的铸锭1/4 横截面低倍试片)进行组织分析。取两块典型铸锭样品A和B,分别对应轧制板材探伤缺陷严重(程度与图1(a)相当)、探伤缺陷轻微(程度与图1(b)相当)。铸锭原始规格为520 mm×1 600 mm,观测不同部位显微疏松分布特征及疏松程度。分别在铸锭宽度边部、铸锭1/4宽度以及铸锭1/2 宽度部位的1/4 厚度、1/2 厚度处取样,其典型显微疏松形貌见图6、图7。
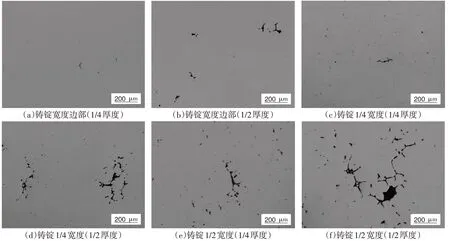
图6 铸锭样品A不同部位显微疏松形貌(轧制板材探伤缺陷严重)
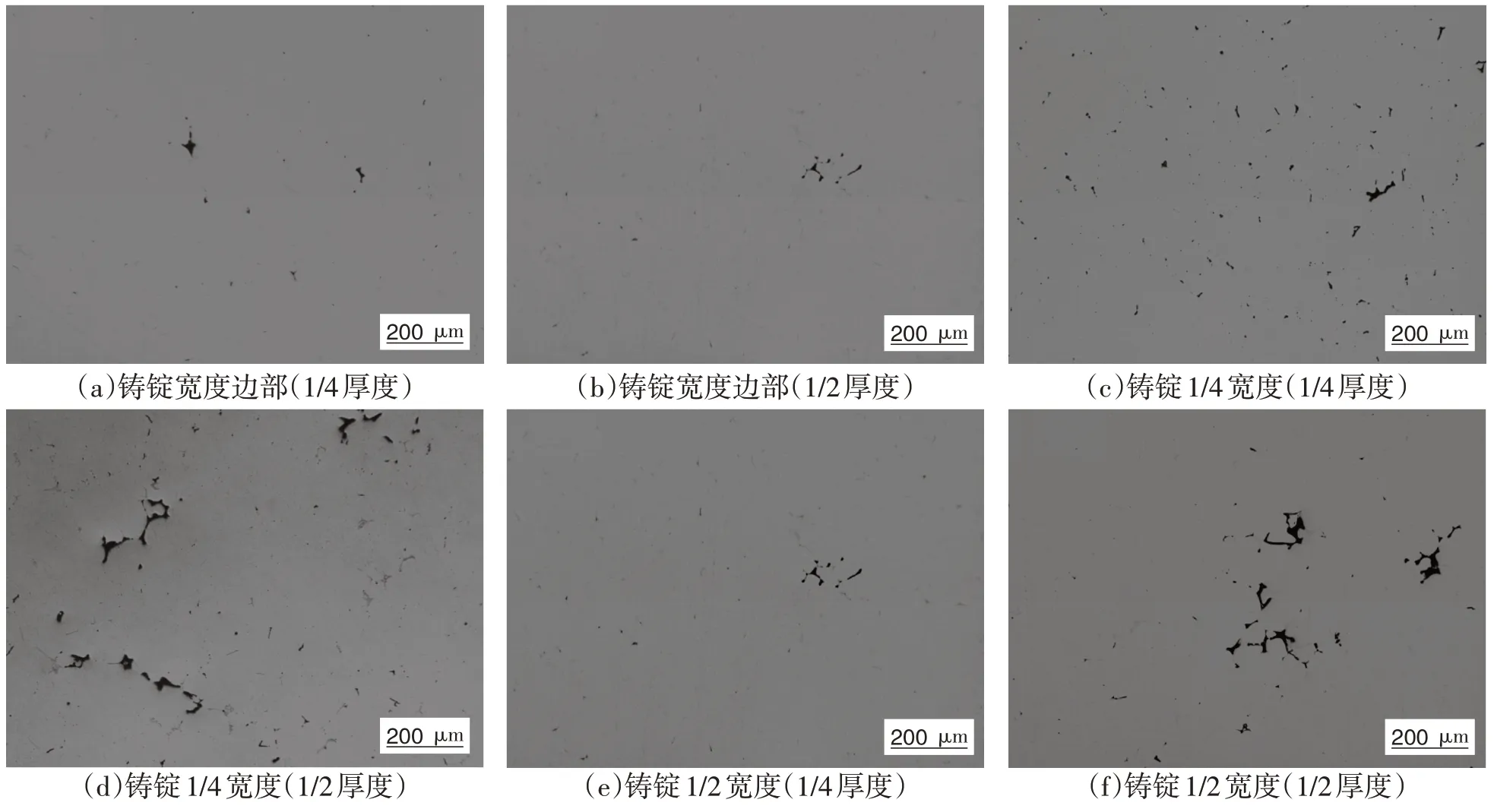
图7 铸锭样品B不同部位显微疏松形貌(轧制板材探伤缺陷轻微)
从图6可以看出,铸锭样品A显微疏松程度较严重,1/2 厚度可见较多大尺寸网络状显微疏松,并且越靠近铸锭宽度中部,显微疏松尺寸越大,最大网络状显微疏松尺寸约为630 μm×420 μm,铸锭1/4 厚度显微疏松程度较轻微;铸锭样品B 显微疏松程度稍轻微,与铸锭样品A的各部位显微疏松相比其显微疏松数量偏少、尺寸明显偏小,最大网络状显微疏松尺寸约为310 μm×250 μm;铸锭沿宽度方向显微疏松程度分布特征均与轧制厚板宽度方向1/2 厚度微孔数量、尺寸的变化规律相吻合。经工艺调查,7075 厚板出现密集型探伤缺陷对应铸锭的液态氢含量为0.12~0.18 ml/100gAl,熔体氢含量偏高。进一步对铸锭样品A、B 分别进行固态氢含量检测,发现A、B 两铸锭样品固态氢含量分别为0.16 μg/g、0.13 μg/g。结果表明,铸锭氢含量与显微疏松程度存在明显关联性,铸锭氢含量越高,显微疏松程度越严重,轧制厚板探伤缺陷越明显。
4 分析讨论
显微疏松是铝合金铸锭的主要缺陷之一,包括收缩疏松和气体疏松两类。收缩疏松是铝合金熔体在结晶过程中由于体积收缩,在树枝晶枝杈间因液体金属补缩不充分而形成的空腔,收缩疏松一般尺寸较小;气体疏松与熔体的氢含量有关,如果熔体中未除去的氢气含量较高,铸造时氢气会隐藏在树枝晶枝杈间隙而形成空腔[2-4]。显微疏松的存在会破坏金属微观结构的连续性,并且会遗传给加工制品,对加工制品的疲劳寿命、强度等性能产生较大负面影响。
铝合金铸锭中的显微疏松通过变形处理后,虽然显微疏松能够得到一定愈合,但对于部分高强度铝合金材料来说,仍不能满足产品要求。在7075预拉伸厚板的轧制过程中,因金属变形程度比较小,铸锭心部显微疏松三向投影面积变化较小,小尺寸疏松会被压合,大尺寸疏松会沿压力加工方向被拉长或展平,进而形成尺寸较大的探伤缺陷。
试验结果证明,7075 合金探伤报废批次厚板对应的原始铸锭液态氢含量为0.12~0.16 ml/100gAl,组织中显微疏松严重,铸锭沿宽度方向显微疏松的分布特征与轧制厚板宽度方向微孔数量、尺寸的变化规律相吻合。铝合金中能溶解的气体主要是氢,熔体氢含量高是导致疏松严重的关键因素。在实际生产中,通过调整熔铸工艺参数,进一步降低熔体氢含量,可以减小显微疏松的尺寸。当熔体液态氢含量降低至0.1 ml/100gAl以下时,铸锭显微疏松的尺寸和体积分数均大幅减小,轧制厚板探伤合格。
5 结论
对7075-T651预拉伸厚板进行水浸探伤时出现的密集型探伤缺陷是由显微组织中未焊合的显微疏松引起的,通过降低熔体氢含量可以避免出现显微疏松遗传造成的探伤缺陷问题。