玉钢炼铁厂钒钛矿冶炼炉前技术进步
2023-12-26杨敬
杨敬
(玉溪新兴钢铁有限公司炼铁厂)
1 前言
玉钢两座450 m3高炉先后于2008 年1 月和5月开始冶炼钒钛矿,初期因原燃料条件差,设备设施不全,钒钛矿冶炼操作经验不足,造成炉内易憋风,崩、滑料和挂料较多,炉温波动相当大,风、渣口破损频繁。由于钒钛矿冶炼的特殊性,品位低、渣量大、渣铁流动性差,易粘沟,经常出现渣铁沟放死,渣铁不能及时排净,炉前劳动强度大幅增加,整个高炉生产极为被动,一度影响到钒钛矿冶炼进程及生产经济技术指标的突破。随着炉前操作过程尝试及管理经验的积累,炉况逐步得到稳定提升,加之炉前体系制度的建立,从操作和管理水平上都得到提高,再通过配备机械设备及系统升级改造等措施,为大高炉顺利开展钒钛矿冶炼及提升冶炼强度改善经济技术指标积累了经验。
2 炉前操作技术管理
2.1 主铁沟保温措施改进
玉钢以前的两座450 m3高炉都只有一个出铁口和一个出渣口,由于钒钛矿冶炼的特殊性,钒钛铁水与普通矿铁水相比粘度大,流动性差,温降快,容易粘沟粘坝,造成铁损增加,人工清理困难,耗时长,增加了炉前工劳动强度,有时因炉前不能按时具备出铁条件造成炉内被动减风操作,一度影响钒钛矿冶炼进程及突破;1 080 m3高炉设计有两个铁口和一个事故渣口,由于产量提升,出铁时间延长,两个铁口交叉出铁,为了减少温降,降低炉前工劳动强度,传统的小高炉主铁沟、铁沟的耐火材料及贮铁方式是不能满足大高炉钒钛矿冶炼实际保温要求。
耐火材料选择上可与耐材供应厂家沟通,根据钒钛渣铁侵蚀机理对主铁沟耐火浇注料进行专业配制,选用理化性能具备耐渣铁冲刷、防爆、抗侵蚀,又能起到保温且使用寿命长的Al2O3-SiC碳质快干浇注料作为主铁沟耐火材料,提高抗渣性,降低气孔率(详见表1)。
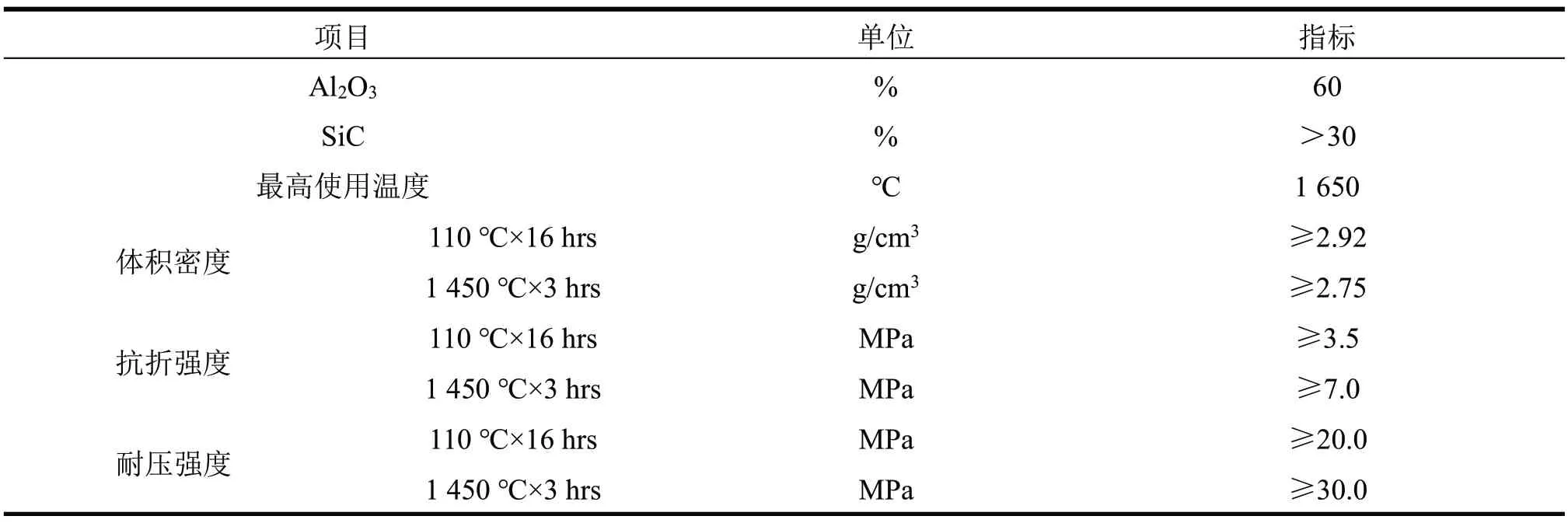
表1 耐火浇注料理化性能
贮铁方式选择上玉钢小高炉主铁沟采用传统分段成型沟设计,未采用贮铁式设计,冶炼钒钛矿后也尝试进行改造使用贮铁式主铁沟,但由于铁水产量低,单铁口出铁间隔时间长,主沟内渣铁温降快,加之主沟短,渣铁不能得到很好的分离,渣中带铁多,铁损上升,贮铁式主铁沟没有使用成功;大高炉主铁沟考虑到这几点改造采用了使用寿命长、渣铁分离好的高炉炉前贮铁式主沟,它分为主沟前段、后段、中间段及沙坝段构成,在浇注主沟过程中有意加厚落铁点的沟帮厚度,主沟前段的沟帮宽度略小于主沟后段的沟帮宽度,中间段的沟道宽度为扩展的梯形连接主沟前段和后段,沙坝段接主沟后段的侧方,中心垂直于主沟后段的中心轴线,沙坝段的沟帮宽度为倒梯形。通常情况下主沟内贮部分铁水,在出铁时铁口喷出的渣铁不直接冲击沟底内衬,减轻了主沟耐材受冲击和磨损程度,每次出完铁后可选用碳化谷壳(详见表2)或焦粉在主铁沟内覆盖增加保温效果,同时增加沟盖板,减少沟衬急冷急热的影响,通过提高浇注时水量控制、烘烤步骤时间等操作,延长主沟使用时间从而提升保温效果减少耐材的消耗。

表2 碳化谷壳理化指标
2.2 铁口维护
连续生产的高炉为了保持炉况稳定,均衡稳定的出铁目标必须按照规定时间打开铁口出铁,铁口维护的好坏直接影响到出铁的效果。玉钢小高炉只有一个铁口靠勤放上渣减少钒钛炉渣对铁口的侵蚀,但是由于钒钛炉渣粘稠、夹铁多,容易造成渣口冷却水套频繁破损,高炉被动频繁加减风更换操作,铁口出铁压力增加,维护困难,严重影响了高炉炉况顺行和指标强化。大高炉虽然不放上渣,利用多铁口交替出铁方式,但钒钛炉渣对铁口的侵蚀性较强,容易出现铁口浅、见渣率下降、二次开口、喷溅严重的情况,不仅大大增加炉前工的劳动强度,而且打乱了出铁秩序,给正常的出铁安排带来困难。玉钢冶炼钒钛矿的高炉由于入炉原料品位低、渣量大、炮泥质量差、铁口深度控制、钻头大小使用、操作维护等原因都会对铁口维护存在很大影响,从而制约高炉强化冶炼的顺利进行,因此维护好铁口对钒钛矿的强化冶炼意义十分重大。
2.2.1 炮泥质量提升
无水炮泥质量是玉钢钒钛矿冶炼高炉铁口维护首先考虑的问题,普通矿冶炼使用的炮泥是不能满足钒钛矿冶炼要求的,要改进无水炮泥配方以适应钒钛矿的冶炼,使铁口深度合理,铁口过浅或过深都会对炉况造成影响,一般合理铁口深度应大于铁口区炉衬的厚度1.2~1.5 倍。考虑到钒钛矿渣铁特性,选择无水炮泥要具有快干、速硬性能,能在较短时间内硬化,以及良好的塑性,具有较高强度,对泥炮磨损小,堵口容易,开口性能好,能顺利地从泥炮中推入铁口,填满铁口通道深度。玉钢大高炉还考虑耐高温渣铁长时间的冲刷和侵蚀,在出铁过程中,保证铁流稳定,不发生铁口通道孔径扩大、渣铁流量加大,体积稳定性能好,具有一定的气孔率,不漏铁,中途不易断,保证铁口密封好,挥发分低,有较好的透气性,黏附强度高,易形成磨菇状侵蚀面,延长铁口深度,保护炉缸,压炮时间短、烧结速度快,不发生喷溅等异常情况。有时还要根据大高炉冶炼强度的不同,随时调整炮泥的配比,以满足高炉强化冶炼,对环境不产生污染,为炉前工创造良好的工作环境。玉钢小高炉铁口深度控制在1.5~1.8 m 左右,确保每天出铁15~19炉,大高炉控制在2.8~3.1 m 左右,每天出铁13~16 炉。玉钢高炉通过试验摸索选择无水炮泥的理化性能指标如下(见表3)。

表3 无水炮泥理化指标
2.2.2 铁口深度控制
高炉堵口时精准打泥量控制是铁口深度的关键。钒钛矿冶炼的高炉铁口堵口打泥时阻力大,考虑填充铁口通道及形成保护泥包,打泥量控制在合适的范围,打入太多,多余的泥会被压入炉缸将混合粘稠的钒钛渣铁增加下次出铁难度,还会导致泥包过度向炉内延伸,出现铁口太深难开情况,影响高炉及时出净渣铁。为精确控制打泥量,大高炉在2 台泥炮上安装了两套打泥流量标尺,炉前堵口时可以根据标尺精确控制打泥量。
为保证铁口深度及泥包稳定,大高炉经过大量摸索尝试,总结出了二次打泥技术。炮泥被打入铁口后,压力越大,炮泥在铁口内填充的密实度就越大,抗渣铁水侵蚀的能力也就越好,出铁时间就越长,二次打泥技术就是通过再次打泥提高打泥压力,从而压实孔道炮泥,形成稳定的泥包,实现出铁的稳定。首先,高炉在两个出铁操作室安装2个压力表将打泥压力实时值直接显示,在堵口时能实时显示。然后每次堵口时观察打泥压力情况,一旦打泥压力低于210 bar,及系统上限压力的80 %,就先打入正常泥量的80 %~90%,间隔20~30 s 之后进行二次打泥,二次打泥时间控制30 s 左右,二次打泥后压力如果仍然低于210 bar,可以进行三次四次补压,但最多不超过四次,尽量提高压力到达系统压力的80 %以上。通过堵口技术的改进铁口深度明显好转,深度合格率从87 %提高到95 %以上,过去开口时易在2.1 m 左右出现红铁口的现象也明显减少。
2.3 日常操作技术进步
为了维持合理的铁口深度,炉外工长根据炉况及风压、风量、炉温、出铁间隔时间等参数情况选择安排适宜的开口机钻头大小,大于或小于控制的铁口深度要选用直径不同的钻头配合出铁,铁口浅易喷溅,钻头应选小一点,一般选用55 mm 钻头开铁口出铁;铁口深出铁时间长应选大一点,一般选用65 mm 钻头开铁口出铁。正常情况下玉钢钒钛矿冶炼为了提高一次开穿率,确保按时出铁,采取分段开口技术,先选用65 mm 钻头开1.1 m 距离,再换成55 mm 钻头一次开穿。
当矿石品位较低,渣量较大时,钒钛炉渣在炉内停留时间越长将增加炉渣的黏度,进一步导致渣铁难以排放,因此必须增加出渣铁次数。小高炉冶炼上渣排放情况直接影响炉况及出铁,上渣放得好,能有效减小铁口压力,缩短炉渣在炉内的停留时间,改善炉渣性能,使渣铁易排净,减少铁口维护的同时减小劳动强度,钒钛矿冶炼的炉渣中带铁比普通矿冶炼多,特别是炉况欠顺的情况下,极易烧坏渣口小套,因此需要适当增加排放次数,减少单次排放时间,一旦发现渣中带铁应立即封堵。大高炉不放上渣,有时采用两铁口无间隔出铁模式尽快出净渣铁,保障炉况连续稳定运行。
3 炉前机械设备改进
由于粘度大,钒钛渣铁特别容易粘沟,渣中带铁较多,相同体积的炉渣比普通矿冶炼时的炉渣要重许多,尤其特殊炉况情况下造成炉前工作量大幅度增加,渣铁沟清理困难,要保障钒钛矿冶炼顺利开展一般需要增加炉前操作人员数量并配备炉前机械设备配合处理,这样一来炉前人工成本及设备备件费用务必就会上升。玉钢高炉通过摸索实践,对炉前挖机、装载机进行相应改造,提高了工作效率,也为炉前控制人工成本及设备备件费用起到很好的作用。装载机的改造只需要对铲斗水平面的钢板进行增宽焊接处理即可,这样既增加了铲斗容积,也为收集钒钛炉渣操作提供便利(见图1)。挖机主要配合清理渣铁沟粘结物,保持沟坝通畅,由于出铁的需要,粘沟的高温渣铁人工难以清理,就急需挖机处理,挖机操作时合金钎杆就会长时间接触高温,钎杆头就很容易烧坏增加成本,而且清理下来的渣铁也很难拿出铁沟,为了降低合金钎杆消耗及解决沟内渣铁,对废旧钎杆进行改造再利用(见图2)。

图1 装载机铲斗改造

图2 废旧钎杆改造
4 炉前特殊炉况操作
高炉长期休风检修或风口冷却设备损坏更换后复风,炉况的恢复进程快慢取决于能否及时将凉渣铁排放出来。由于长时间休风,炉缸内渣铁温度低,尤其钒钛矿冶炼的高炉,炉缸内高熔点钛混合粘结物偏多,复风后炉缸温度还不能快速达到正常温度,渣铁流动性很差,以前炉前操作就是接到出铁指令后,操作工利用开口机钻开铁口,钻不动时采取氧烧的方式操作,这样的操作需要一定时间才能打开铁口,对冶炼钒钛矿的高炉有时不太适用,铁口不能及时打开,会导致炉内憋风影响恢复进程。玉钢1 080 m3高炉通过摸索尝试并形成体系制度,复风前13 小时从两个铁口埋入氧枪对炉缸进行加热,大量氧气进入炉缸后能够快速加热焦炭和冷渣铁,从而提高渣铁温度快速改善流动性,同时也为复风后能够按时打开铁口出铁缩短炉况恢复时间提供保障(见表4)。

表4 特殊炉况恢复正常时间
5 技术进步的效果
玉钢1 080 m3高炉通过多年钒钛矿冶炼的不断摸索和创新,炉前管理体系完善,炉前操作技术取得了长足的进步,炉前事故大幅减少,出铁实现了均衡稳定,炉前各项操作指标都取得了长足的进步,主要的技术指标见表5。
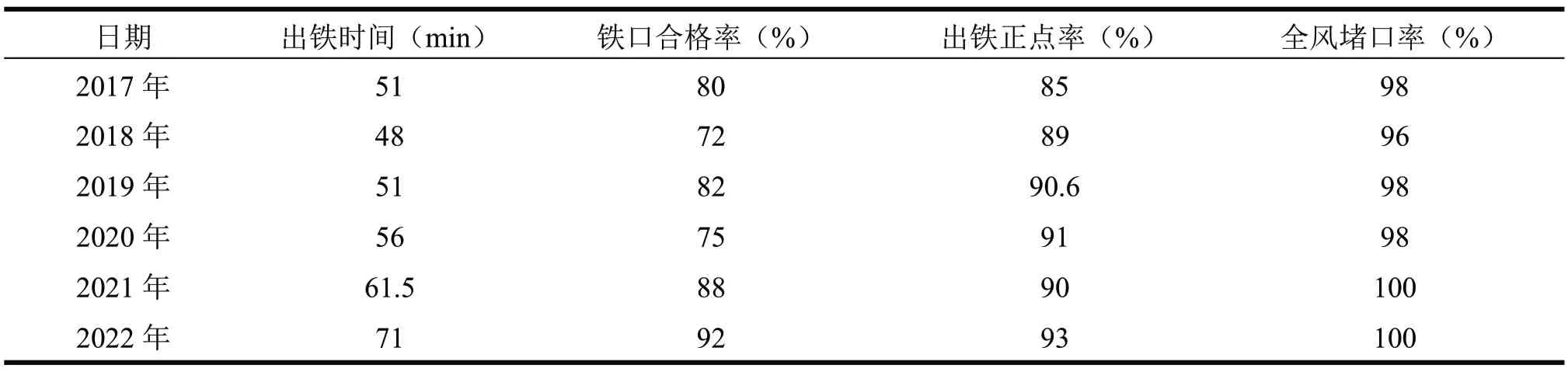
表5 玉钢1 080 m3 高炉炉前主要操作指标
6 结语
(1)改进主铁沟、铁沟的耐火材料及贮铁方式主沟温降控制到30℃以内;
(2)在主铁沟内覆盖碳化谷壳或焦粉;同时增加沟盖板,减少沟衬急冷急热的影响;提高浇注时水量控制、烘烤步骤时间等操作,可延长主沟使用时间,从而提升保温效果减少耐材的消耗;
(3)通过改善炮泥质量,精确控制打泥量及堵口技术的改进,小高炉铁口深度控制在1.5~1.8 m 左右,确保每天出铁15~19 炉,大高炉控制在2.8~3.1 m左右,保障了每天出铁在13~16炉,可提升铁口深度合格率从87 %提高到95 %以上;
(4)采取分段开口技术铁口开穿率从85 %提高到93.7 %,两铁口无间隔出铁模式可减少炉内憋风现象;
(5)长期休风检修或风口冷却设备损坏更换后复风,复风前13 小时从两个铁口埋入氧枪对炉缸进行加热,能够快速加热焦炭和冷渣铁,可提高渣铁温度快速改善流动性,可为复风后能够按时打开铁口出铁缩短炉况恢复时间提供保障。