聚丁烯-1熔喷非织造材料的制备及性能探究
2023-12-20张凤波张靖宇
王 江 王 洪 张凤波 张靖宇
1.东华大学 纺织面料技术教育部重点实验室,上海 201620;2.中国石油天然气股份有限公司石油化工研究院,北京 102200
PB-1最早是由Natta及其同事于1954年合成出来的,但其应用至今仍然受限。一方面是因为PB-1单体产量少、价格高,并且PB-1聚合物合成困难,导致生产成本较高;另一方面是因为PB-1塑料制品在存储和使用过程中存在晶型转变等问题,使得其生产周期长[3]。因此,需要考虑PB-1在其他领域的应用可能性。Shambaugh等[4]以熔融纺丝的方式制备了PB-1纤维和PB-1非织造布,发现与相同纺丝速度下制得的聚丙烯或聚酯纤维相比,熔融纺PB-1纤维具有高模量、高韧性的特性,并且PB-1纤维和PB-1非织造布的性能随时间变化而产生的变化相对较小。马亚萍[5]对PB-1进行高压静电纺丝,并探究了静电纺丝过程中试验参数对PB-1结晶特性的影响。除此之外,未见有关PB-1纤维及非织造材料方面的研究报道。
本文采用不同的工艺参数将PB-1树脂制成熔喷非织造材料,并对试样进行表观形貌观察,以及力学性能、晶型、吸油性能、吸声性能的测试与分析,探究工艺参数对PB-1熔喷非织造材料结构与性能的影响,以期拓展PB-1在非织造材料领域的应用。
1 试验部分
1.1 试验原料
市售PB-1树脂,产自中国石油化工股份有限公司镇海炼化分公司,牌号为PBHE05。PB-1树脂熔融指数(MFR)随温度的变化情况如图1所示。
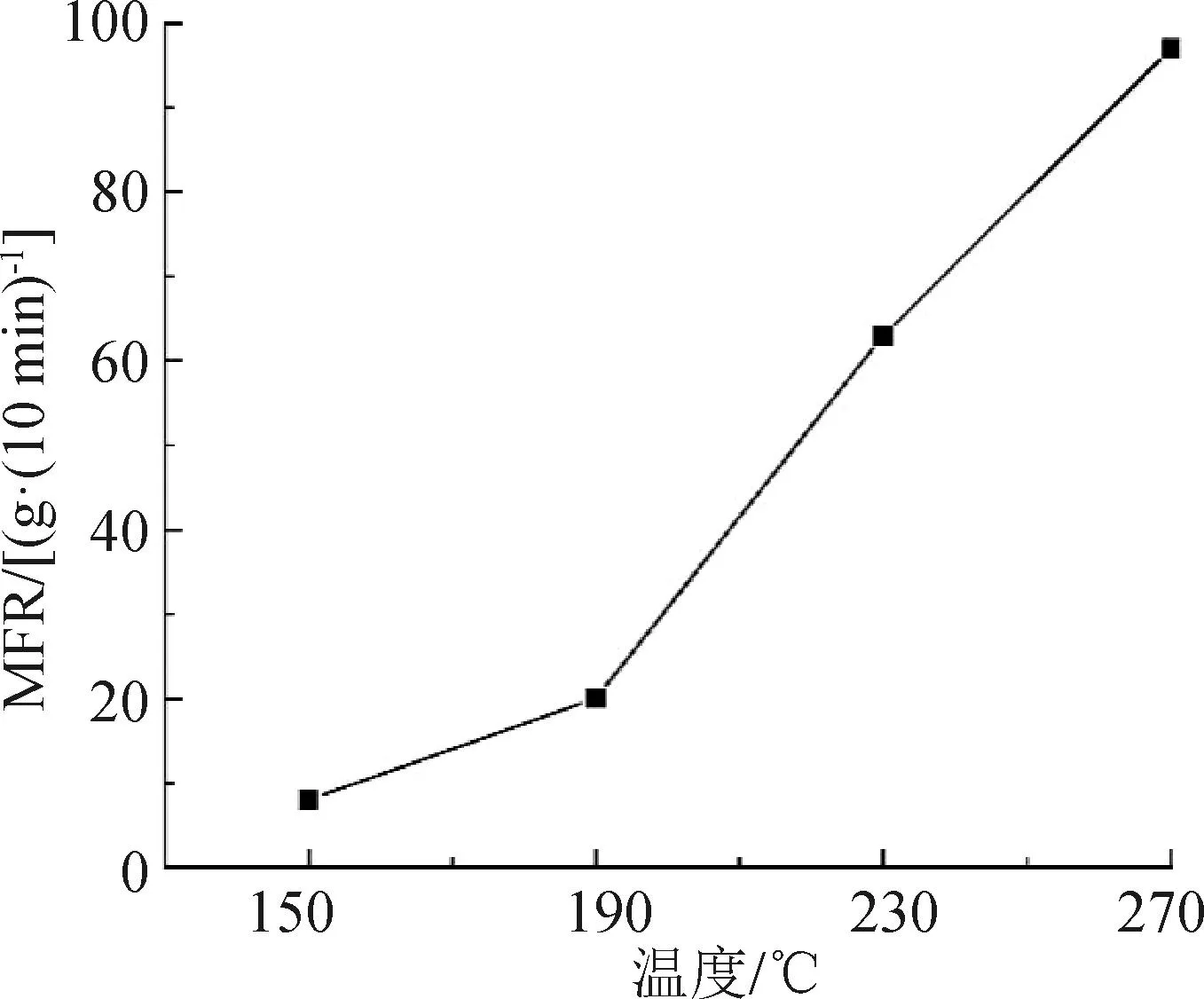
图1 PB-1树脂熔融指数随温度的变化情况
1.2 试样制备
采用表1和表2所示的工艺参数,在上海振浦医疗设备有限公司的熔喷生产线上制备4种面密度约为200 g/m2的PB-1熔喷非织造材料。

表1 螺杆挤出机各区温度
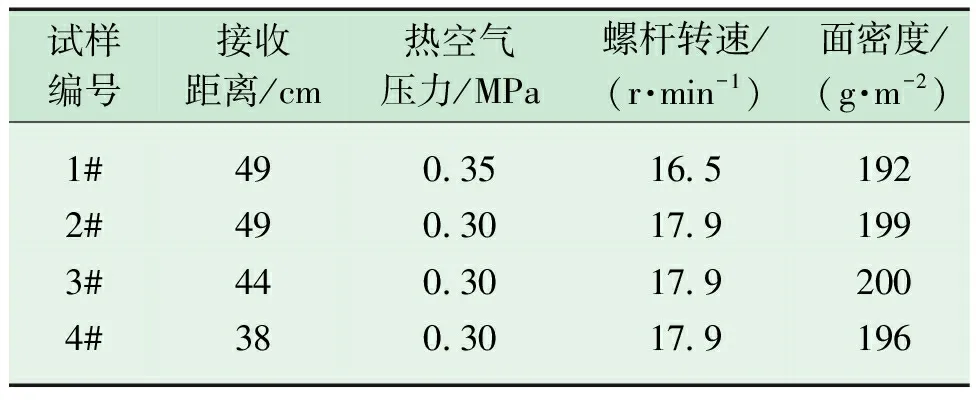
表2 PB-1熔喷非织造材料的熔喷工艺参数
2 性能测试
2.1 表观形貌
在15 mA电流下对试样进行60 s喷金处理,采用TM 3000型台式扫描电子显微镜(SEM,日本株式会社日立高新技术那珂事业所)观察4种PB-1熔喷非织造材料试样的表观形貌。并使用Image J软件对SEM图像进行处理,选取100根纤维并测量其直径,计算纤维平均直径。
2.2 力学性能
参考GB/T 24218.3—2010《纺织品 非织造布试验方法 第3部分:断裂强力及断裂伸长率的测定(条样法)》,使用YG026型电子强力机(陕西长岭纺织机电科技有限公司)测试4种PB-1熔喷非织造材料的力学性能。试样裁剪成250 mm×50 mm(满足夹持距离为200 mm的要求),拉伸速度设置为100 mm/min,测试试样的纵横向断裂强力和断裂伸长率。
2.3 结晶晶型
使用D8 ADVANCE型X射线衍射仪(德国Bruker公司),使用Cu靶和Kα射线,工作功率为1.6 kW(电压40 kV,电流40 mA),扫描2θ范围为 5°~60°,扫描速度为5(°)/min,最小步长0.000 1°,角度偏差为0.01°。
2.4 吸油性能
参照JT/T 560《船用吸油毡》,裁取10 cm×10 cm的试样并称取其质量,再将其平放到白油中浸渍5 min,取出试样并将其平放在金属筛网上静置5 min,再称取其质量。
试样吸油倍率(k)的计算式见式(1)。
k=(m2-m1)/m1
(1)
式中:m2为吸油后非织造材料的质量;m1为吸油前非织造材料的质量。
2.5 吸声性能
参照GB/T 33620—2017《纺织品 吸音性能检测和评价》,使用PULSE LAN-X1 3160-A-O42型四通道声学材料测试系统(丹麦B&K公司)测试4种PB-1熔喷非织造材料的吸声性能。试样裁剪为直径10 cm的圆片,声波频率范围为16~6 300 Hz,测试3次,结果取平均值。
3 结果与讨论
3.1 PB-1熔喷非织造材料的表观形貌
4种不同工艺参数制备的PB-1熔喷非织造材料的SEM照片如图2所示。

图2 4种PB-1熔喷非织造材料的SEM照片
从图2可以看出,4种PB-1熔喷非织造材料的纤维之间均存在并丝问题,且随着接收距离的减小而愈发明显。这是由于PB-1树脂自身的黏性较大,接收距离小,则纤维未得到充分牵伸,故纤维卷曲和并丝现象明显。
使用Image J软件对SEM图像进行处理,选取100根纤维并测量其直径,得到4种试样的纤维平均直径,结果如表3所示。从表3可以看出,PB-1熔喷非织造材料的纤维平均直径为3 μm左右,但纤维直径的CV值较大,表明纤维直径并不均匀。对比1#和2#试样可以看出,随着热空气压力的减小与螺杆转速的增大,纤维直径增大,这是因为增大挤出量会导致热空气对每个喷丝孔挤出的熔体细流的拉伸作用减弱,而减小热空气压力会导致纺丝生产线上聚合物熔体细丝受到的拉伸作用减小,造成纤维直径增大[6]。对比2#、3#和4#试样可以看出,接收距离减小,纤维平均直径的差异不大。这可能是由于各试样的纤维直径分布较宽,平均直径无法反映不同试样间直径的微小变化。

表3 4种PB-1熔喷非织造材料的纤维直径
3.2 力学性能
测试4种PB-1熔喷非织造材料的纵向(MD)和横向(CD)断裂强力与断裂伸长率,结果如图3所示。
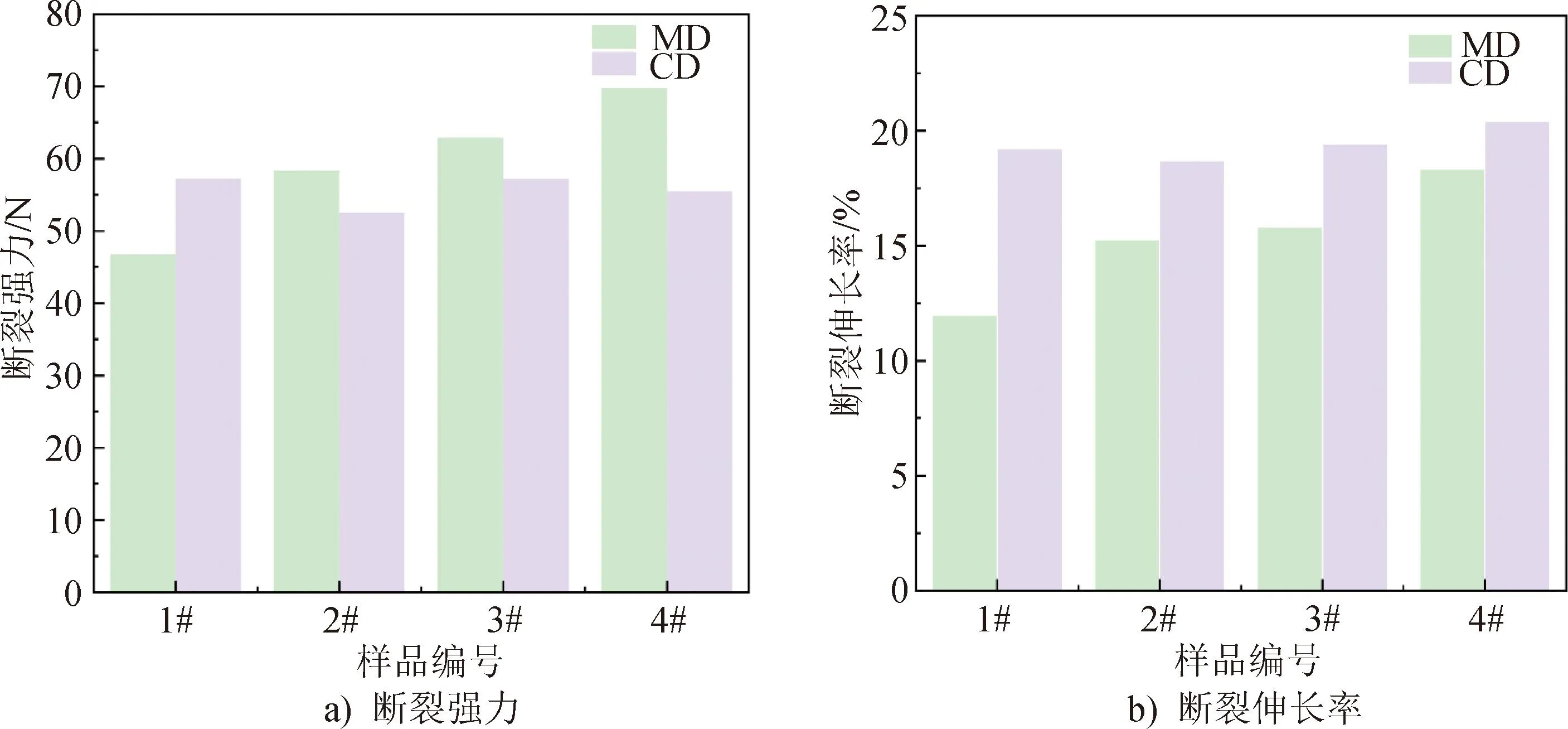
图3 4种PB-1熔喷非织造材料的拉伸性能
从图3可以看出,4种试样的断裂强力基本都在50 N以上,最高可达70 N,表明其具有良好的抗拉强度。熔喷非织造材料因其工艺特点,纤维取向度较低,因此熔喷非织造材料的强度远不及针刺、纺黏等方式制备的非织造材料[7]。对比2#、3#和4#试样的拉伸性能可以看出,随着接收距离的减小,试样MD方向的断裂强力和断裂伸长率增大,这是因为,接收距离减小,热空气冷却和扩散不充分,纤维之间的黏连程度增加,导致试样的断裂强力增大。但试样CD方向的断裂强力与断裂伸长率没有表现出明显的变化,这可能是由于本文试验所采用的熔喷生产线,其接收装置沿着CD方向来回摆动,导致纤维呈Z字形排列所致。
为进一步评价试样的拉伸性能,采用相同的工艺参数制备了平均面密度为207 g/m2的聚丙烯(PP)熔喷非织造材料,对其进行拉伸性能测试,结果如图4所示。可以看出,PB-1熔喷非织造材料的纵向和横向断裂强力皆高于PP熔喷非织造材料,纵向断裂伸长率也高于PP熔喷非织造材料,同时横向断裂伸长率也保持在较高水平。这可能是由于PB-1树脂黏性较大,制成熔喷非织造材料后纤维之间结合得非常紧密,因而拉伸性能更好。
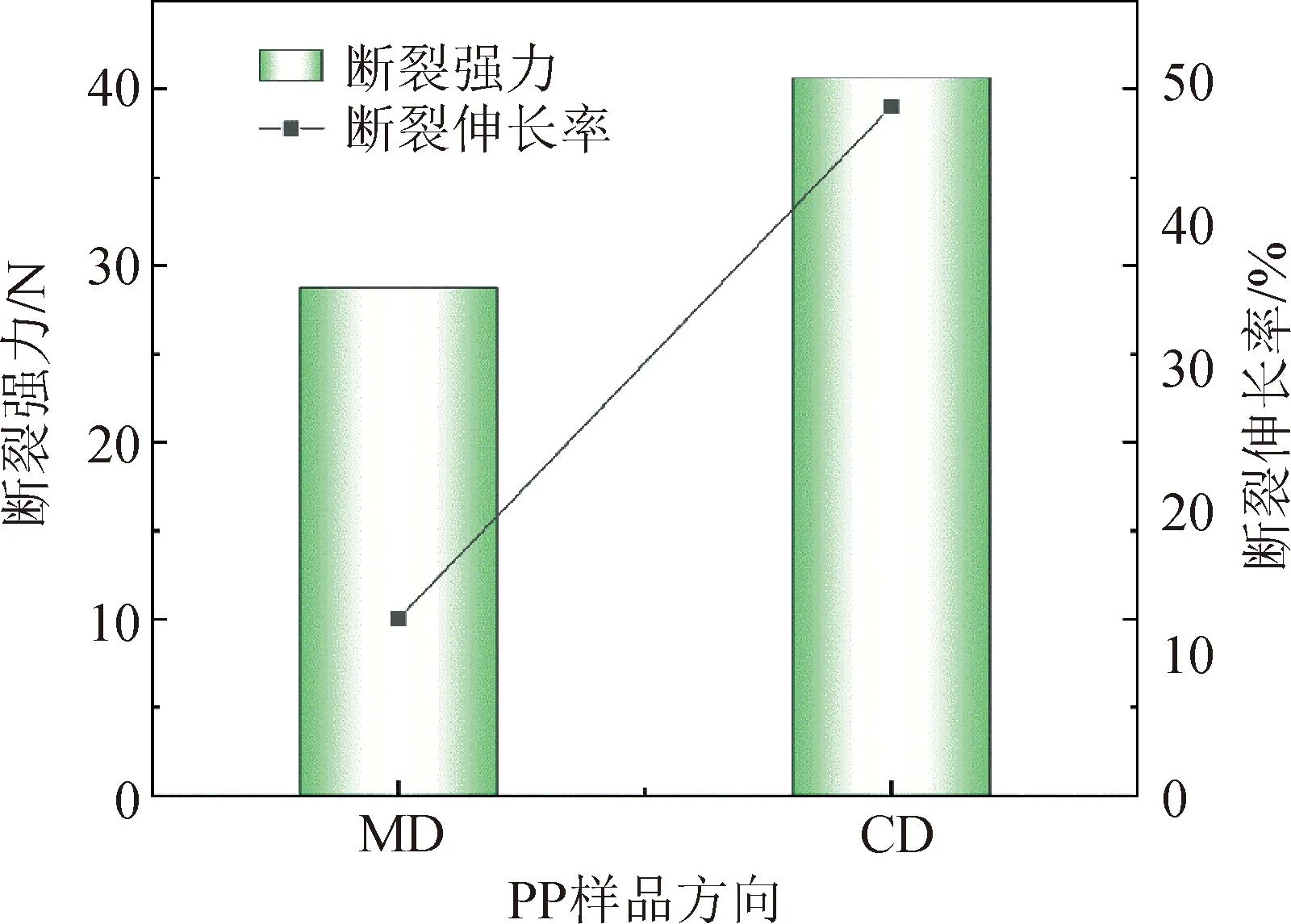
图4 PP熔喷非织造材料的拉伸性能
3.3 结晶晶型
图5所示为4种试样的X射线衍射(XRD)图谱。可以看出,PB-1存在4种晶型,分别为Ⅰ型、Ⅱ型、Ⅲ型和Ⅰ′型。其中,晶型Ⅰ为热力学稳定态,晶区内分子链的运动能力较弱。晶型Ⅱ为热力学不稳定态,晶区内分子链的活动能力很强,会缓慢转变为稳态的晶型Ⅰ[8]。晶型Ⅰ呈六方堆积结构,单个晶胞包括6个分子茎,晶胞内分子链采用31螺旋构象,右旋和左旋链交替排列[9]。晶型 Ⅰ′与晶型Ⅰ具有几乎相同的晶体结构,为六方晶系,分子链采用 31螺旋构象,但与晶型Ⅰ相比,晶型Ⅰ′并不完善。电子衍射结果表明,晶型Ⅰ′内的侧基呈上下无序状态。相比于晶型Ⅰ,晶型Ⅰ′可直接得到。例如,高压下的熔体结晶,从含有[rr](间同)三元立体缺陷试样的熔体中结晶,从共聚物的熔体中结晶,以及从共混物中的熔体结晶等方法都可直接得到晶型Ⅰ′[10]。PB-1熔体在常压条件下降温结晶时,通常结晶成动力学更快的、热力学上亚稳定的晶型Ⅱ。晶型Ⅱ的晶胞为四方结构,单个晶胞内包含4个分子茎,晶胞内的分子链采用113螺旋构象[11]。晶型Ⅲ属于单斜晶系,呈41旋排列,通常是在一定温度下从PB-1的稀溶液中结晶得到的,也可在特殊的成核剂作用下由熔体结晶得到。晶型Ⅲ在室温下热力学较稳定,不会发生晶型转变[12]。
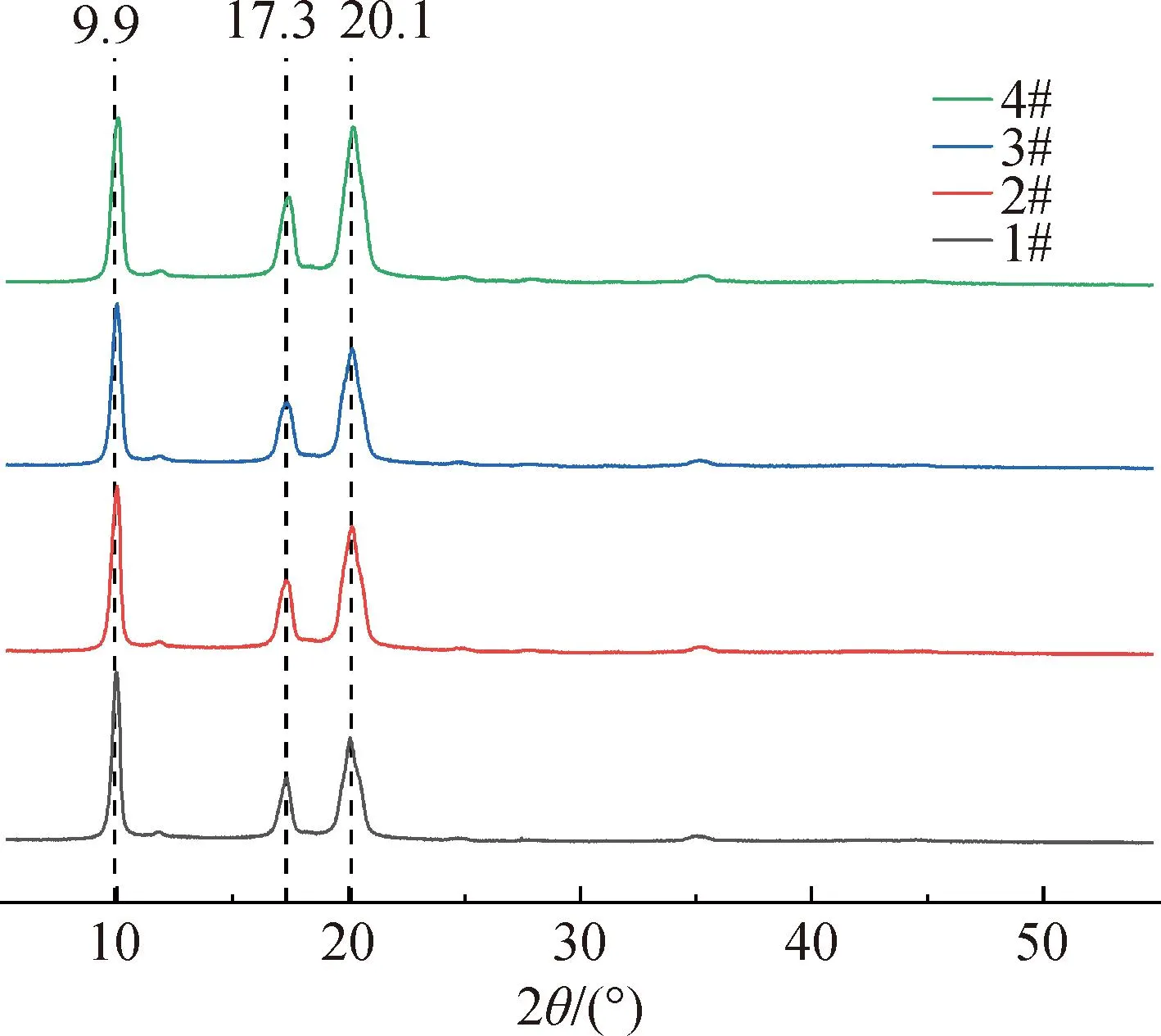
图5 4种PB-1熔喷非织造材料的XRD图谱
从图5中可以看出,4种试样XRD图谱中的衍射峰主要出现在2θ为 9.9°、17.3°和20.1°处,这3个峰位均为晶型Ⅰ的特征峰[13],表明4种试样均为稳定的Ⅰ型晶型。熔喷非织造材料从制备到使用一般周期较长,当作为吸油或吸声材料使用时,对尺寸精度的要求不高,因此通常晶型转变并不影响其使用。
3.4 吸油性能
熔喷非织造材料因结构疏松,孔隙率较高,并且保油性也较高,被广泛应用于吸油领域[14]。基于此,本文对PB-1熔喷非织造材料的吸油性能进行测试,结果如表4所示。
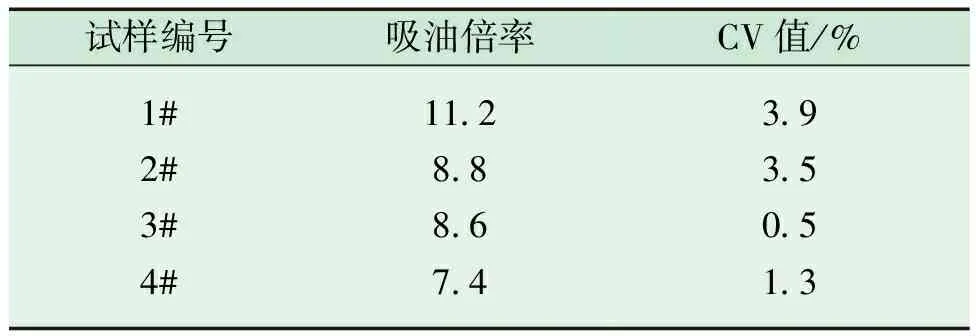
表4 4种PB-1熔喷非织造材料的吸油倍率
总体而言,纤维直径越小,与油液接触面积越大,吸油倍率越高。对比2#和3#试样可以看出,两者纤维直径差异不大,试样的吸油倍率也相差不大;4#试样的吸油倍率明显降低,原因可能是4#试样生产时的接收距离小,试样中纤维之间的黏合程度增加,同时纤维向成网帘运动的速度增加,造成试样蓬松度下降,紧密度增加,进而导致试样孔隙率降低,因此吸油倍率较低。赵博[15]测试了面密度为199 g/m2的PP熔喷非织造材料的吸油性能,得出其吸油倍率约为15。通过对比可以发现,PB-1熔喷非织造材料与相同面密度的PP熔喷非织造材料相比,吸油性能有待提升。
3.5 吸声性能
吸声系数是声学中判断材料吸声性能的指标,通常吸声系数≥ 0.20 的材料被认为是吸声材料;吸声系数≥0.56的材料被认为是高效吸声材料[16]。由于2#与3#试样的工艺参数相近,各项物理性能指标也较相近,因此本文只选取1#、3#和4#试样进行吸声性能测试。测试结果如图6所示。
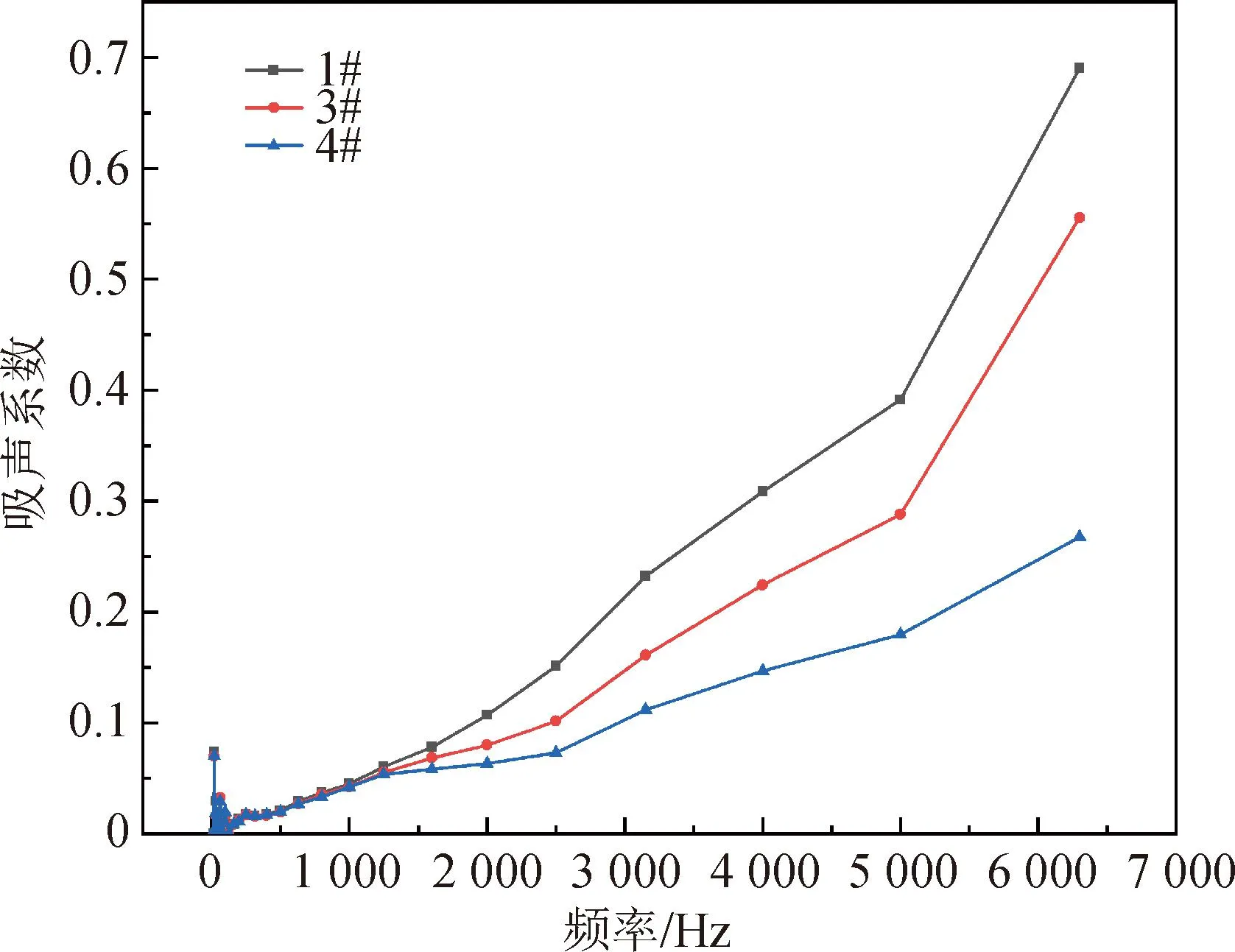
图6 PB-1熔喷非织造材料的吸声系数
从图6可以看出,随着声波频率的增大,试样的吸声系数也逐渐增大,并且3种试样中,1#试样的吸声系数最大,4#试样的吸声系数最小。这是因为1#试样的纤维直径最小,而纤维越细则单位体积内纤维根数越多,声波与材料的接触面积越大,在材料内部发生反射和二次反射的概率也大大增加,声波传播路径更加曲折,这有利于声能的消耗。同时,纤维直径越细,纤维越容易在声波作用下发生振动,从而将声能转化为机械能进行耗散[17]。4#试样的纤维直径稍小于3#试样,但其吸声系数却比3#试样的小,这是因为4#试样的接收距离小于3#试样,前者蓬松度较低,孔隙率较小,而在一定的范围内,材料孔隙率越大,吸声性能越好,因为材料孔隙率越小,声波越容易被反射,进入材料内部的声波量越少,导致材料吸声性能下降[18]。
杜雪莹[19]制备了掺入式PP熔喷非织造材料并测试了其吸声系数,发现在低于1 000 Hz的声波频率下,PP熔喷非织造材料的吸声系数最大可达0.10;在高于1 000 Hz的声波频率下,吸声系数最大可达0.90。通过对比可以发现,PB-1熔喷非织造材料的吸声性能略逊于PP熔喷非织造材料的。
4 结论与展望
本文采用不同的工艺参数将PB-1树脂制成熔喷非织造材料,再对材料的表观形貌、力学性能、结晶晶型、吸油性能与吸声性能进行测试与分析,并与PP熔喷非织造材料进行对比。研究结果表明,随着热空气压力的减小与螺杆转速的增大,试样中纤维的直径增大,但由于PB-1树脂黏性较大且接收距离较小,试样中的纤维存在并丝现象并且纤维未得到充分牵伸;随着接收距离的减小,试样的断裂强力和断裂伸长率逐渐增大,与PP熔喷非织造材料相比,断裂强力更大,断裂伸长率也处于较高水平;XRD图显示,4种试样均为稳定的Ⅰ型晶型;4种样品的吸油倍率均超过7.0,最高可达11.2,表明PB-1熔喷非织造材料具有良好的吸油性能;试样的吸声系数随着声波频率的增大而增大,在高于3 000 Hz的声波频率下,试样的吸声系数超过0.20,具有良好的吸声性能,但与PP熔喷非织造材料相比仍存在不足。
综上所述,PB-1熔喷非织造材料具有良好的力学性能和较高的吸油倍率,在对吸油材料有较高强力要求的工况下可以代替PP熔喷非织造材料。但由于本文首次尝试将PB-1制备成熔喷非织造材料,制备工艺参数还有待优化。未来可以通过优化工艺参数,进一步提升PB-1熔喷非织造材料的各项性能。