新型绢纺直梳梳理工艺及机构设计
2023-12-18李鸿秋王星宇陈慧鑫
李鸿秋,万 宏,王星宇,陈慧鑫
(金陵科技学院 机电工程学院,南京 211169)
1 概述
按照梳理方式,精梳机械可分为圆梳梳理机与直梳梳理机2种[1]。圆梳梳理机结构简单、方便维护,传统圆梳制绵工艺产出的绢丝光洁,绵结率与短纤维率较低,但自动化程度低、连续化水平低。相较而言,直梳梳理机的生产效率高,但梳理质量不尽人意。目前,国内绢纺用精梳机数量已颇具规模,但绝大部分车速为120 Nip/min~155 Nip/min,速度较慢。绢纺业仍属于劳动密集型产业,用工成本大,如何兼顾梳理质量、梳理速度和自动化程度,成为迫在眉睫的问题。目前,主流绢纺制绵改进方向有2种。
一是在不影响圆梳梳理质量的前提下提高圆梳的自动化、连续化程度。如嘉兴龙源绢麻纺织有限公司通过改进加压滑轮、更加有效地夹持纤维,减少弯钩纤维的产生[1];浙江嘉兴绢纺厂通过降低前后梳理滚筒转速,轻定量、薄绵喂入工来艺提高梳理质量[2];姜宏[3]提出用头道圆梳机生产二道绵;刘红艳[4]等提出增加第1道梳理区齿密以提高梳理效果;浙江锦峰纺织机械有限公司设计的多种新型分梳元件,能使高效能精梳机生产的条子优质化[5]。二是在不影响直梳自动化、连续化的前提下,提高直梳的梳绵质量。第1种方案目前已经很难有质的飞跃,第2种方案研究尚少,属于新工艺,有较大的优化空间。
笔者借鉴长麻纺工艺流程,参考圆梳“圆型锡林—夹绵板—圆型滚筒[6]”梳理模式,结合提高梳理效果最明显、最直接的方式即增加梳理面积[7],设计了一种适用于绢纺自动化系统的“平面针帘—副夹板—平面针帘”梳理模式,给绢纺直梳梳理优化提供了新思路。
2 新型绢纺直梳梳理工艺流程
传统圆梳梳理工艺中,首先通过带绵锡林的慢速转动将压紧处理后的绵带入到2个梳理滚筒的位置(见图1),通过2个梳理滚筒转动进行梳理;绵只能进行单面梳理,而且由于滚筒和锡林之间存在一定的距离,在某段时间内夹持于绵板上的部分绵无法得到有效梳理,导致梳理低效且单次梳理量不足。
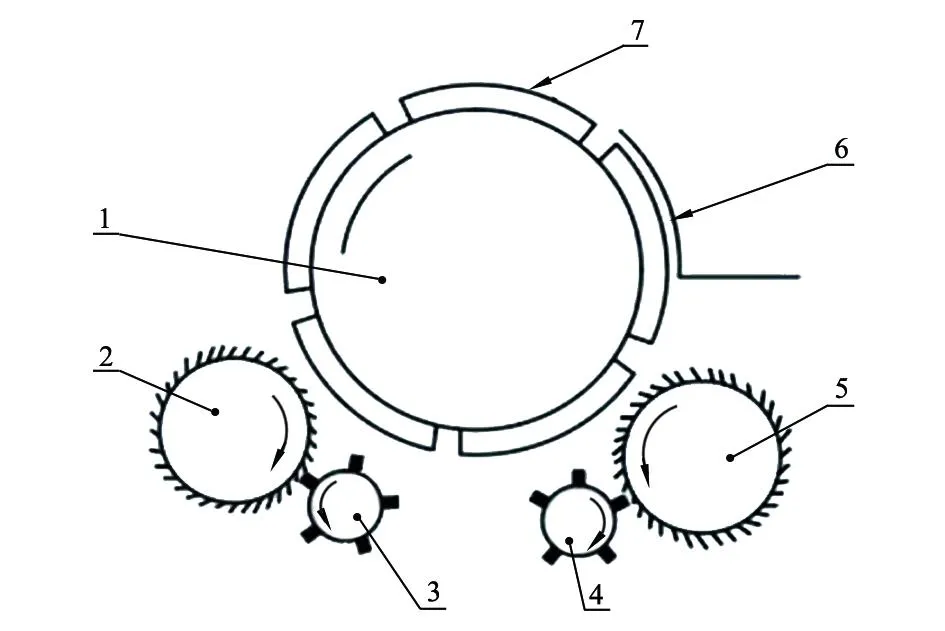
1—带绵锡林;2,5—梳理滚筒;3,4—毛刷辊;6—夹绵板启闭加压装置;7—夹绵板。图1 传统圆梳机结构示意
新型直梳梳理工艺流程借鉴了长麻纺工艺。首先将原材料取出并中切,完成自动上绵后进行一段非梳理区运输,到达直梳梳理区后,夹板会对绵产生一定的握持力进行握持梳理。梳理好的精绵送出梳理区、换向,进行第2次梳理得到精绵A与落绵A,将精绵A取出、任务完成。对于落绵A的处理方式则有较大差异:在长麻纺中,仅是简单的将落麻斩断;但绢纺中,落绵A可能占到原材料的40%,由于蚕丝价值较高,实际生产中无法承受这样的损耗,故在新型直梳梳理工艺中,对落绵A进行落绵精梳,完成梳绵后由自动取绵机构将精绵取走,并进行后续工序流程。新型直梳梳理工艺流程如图2所示。

图2 新型直梳工艺流程
新的直梳梳理工艺之所以称之为“直梳”是因为采用了平行于绵条的梳理面,用副夹板代替绢纺圆梳梳理中的夹绵棒,由原来的圆弧面梳理转变为垂直的直面梳理,针对传统圆梳梳理中存在的问题和痛点,力求在保证制绵质量的前提下,最大限度地提高效率和减少人工操作。
3 新型绢纺直梳梳理机构设计方案
借鉴圆梳中采用“圆型锡林—夹绵板—圆型滚筒”梳理模式,本设计采用“平面针帘—副夹板—平面针帘”梳理模式,共设置A,B,C,D共4个双侧针帘,其中A,B为中低速梳帘,C,D为较高速梳帘(如图3所示)。

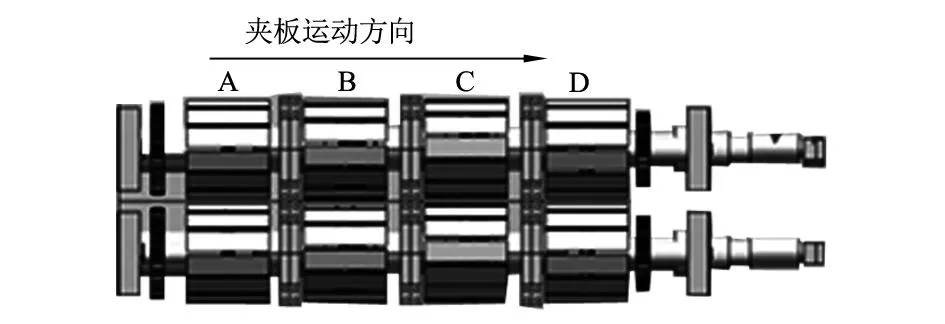
图3 直梳梳理机构示意
原料到达直梳梳理区后,利用副夹板对绵进行握持梳理。绵的两侧为针帘,针帘上搭载角度针,针帘做回转运动,副夹板夹取绵向下进给,角度针对绵进行精细的双面梳理。在A区进行第1次梳理,完成后液压缸将梳理机构向外拉出,同时进行取落绵工作,当运输模块将第1次梳理过的绵运送至梳理机构B区所对应的位置时,梳理机构回到梳理区,如此往复直到同一个副夹板的绵在A,B,C,D位置完成4次梳理。
4 绢纺直梳机构主要参数设计
4.1 针帘针布以及梳针类型的选择
相对于弹性针布,金属针布具有强度高、不易冲塞缠绵、纤维易转移的特点[8]。如图3所示,A针帘和B针帘进行头道和二道梳绵,纤维在此处多为小块或小束,绵层厚、杂质多、平行度差、缠结多,如采用金属针布梳理可能会造成梳理度过大、浪费原料问题,故A,B针帘适合采用弹性针布,以有效梳理绵层,使绵层顺直、对绵纤维的损伤较小;但C,D针帘作为过渡和三道梳理用,适合采用金属针布。笔者参考传统圆梳梳针,在设计选用绢纺直型精梳机主梳理区梳针时,A,B针帘选择23号角度针;考虑C针帘梳理的绵层稍厚、绵结较为严重,而平顶直尖齿的金属针布齿条穿刺能力强,大圆弧工作棱能够有效分散齿尖的梳理负荷,同时托持纤维使之不易沉底,可有效清理绵结和杂质,故C针帘选择平顶直尖齿金属针布齿条;D针帘是最后的梳理区,应使纤维更多地在齿间经受梳理以强化梳理效果,而双峰齿的齿密大、梳理齿数多、有较好的纤维托持能力,对纤维的分梳、交替、转移等都具有一定的优势,故D针帘选择双峰齿金属针布齿条。
4.2 针/齿密的选择
圆型精梳的锡林齿面分为5个梳理区,类比其中的锡林齿面,A,B针帘主要功能是开松和预梳,C,D针帘主要功能是精梳。梳针针/齿密过大会影响梳针使用寿命,对纤维的损伤、精绵的保留也有一定影响,因此参考传统圆梳梳针的设计,针/齿密配置从一个梳理区到下一个梳理区逐渐增加,以降低对纤维的损伤[9]。A针帘针密为1.5 针/cm2,B针帘针密为3针/cm2,既可以满足梳理度的要求,又可以减少对纤维的损伤;进入C和D针帘的绵层较薄,结杂的数量也较少,使用齿密较大的金属针布可增加梳理效果,故C针帘齿密为3.2 针/cm2,D针帘齿密为3.6 针/cm2。
4.3 针帘—副夹板工作区长度的设定
绢纺原料选用的是桑蚕丝,易损且价格高,在保证梳理质量的前提下,要尽可能保留更多的绵,因此直梳梳理工艺的不同梳理区应选用不同的副夹板进给量。但A,B针帘的进给量太大,会导致桑蚕丝损失较大,而C,D针帘属于精梳部分,应选择较大的进给量。参考CZ161A型圆型梳棉机,将A针帘副夹板下降的进给量设定为16 cm,B针帘副夹板下降的进给量设定为20 cm,C,D针帘副夹板下降的进给量均设定为25.7 cm。
4.4 梳针作用数的初步分配
“平面针帘—副夹板—平面针帘”直梳对标的是“前梳理滚筒—夹绵板—后梳理滚筒”的圆梳,对于各副夹板中绵的梳理程度,用针尖对绵的打击频率即梳针作用数[10]N来加以衡量。
(1)
式中:
D——梳理装置的针密/(针·cm-2);
B——副夹板宽度/cm;
T——副夹板中的绵被梳理的时间/min;
v——梳理装置相对于副夹板运输绵的速度/(cm·min-1);
G——被梳理的纤维质量/g。
CZ161A型圆型梳绵机前梳理滚筒的梳针作用数N1为17 691,后梳理滚筒的梳针作用数N2为99 476,对标分配:A,B针帘弹性针布的梳针作用数之和应等同于圆梳前梳理滚筒梳针作用数;C,D针帘齿条针布作用齿数之和应等于后梳理滚筒梳针作用数。考虑到绢纺中用的蚕丝较棉花更为精贵,且梳理难度更高,将A针帘与B针帘梳针作用数比值设定为3∶10,即A针帘平均梳针作用数为4 082,B针帘的平均梳针作用数为13 609。圆梳锡林完全精梳部分即第四梳理区和第五梳理区的齿密比约为1.29∶2.08,因此将C,D针帘对应的平均齿尖作用数比设为1.29∶2.08,即C针帘的平均齿尖作用数为38 056,D针帘的平均齿尖作用数为61 420。
4.5 针帘梳理速度的初步确定
低中速A,B针帘和较高速C,D针帘的梳理速度,由副夹板进给速度和副夹板工作区长度来确定。由副夹板进给速度为105 cm/min,以及副夹板工作区长度得到不同针帘区的运行时间T=s/v,s为副夹板下降的进给量,v为副夹板进给速度(等于圆梳锡林工作表面线速度105 cm/min)。A针帘对每克纤维的平均作用数NA为4 082,副夹板长度b为16 cm,初始副夹板夹取绵质量GA为30 g,针帘A梳针密度DA为1.5针/cm2,A针帘梳理的时间TA为SA/v=0.116 min,代入式(1)得vA=3665 mm/s。在B针帘中,每克纤维的平均作用数NB为13 609,采用均分法设前后滚筒梳理损失量均为14.2%,则前滚筒的梳理会使纤维损失4.26 g。对该4.26 g纤维按照梳理作用数进行分配,则副夹板夹取的绵质量GB=29.017 g,针帘B梳针的密度DB为3针/cm2,B针帘梳理时间TB=SB/v=0.166 min,得到针帘B的梳理速度vB=4129 mm/s。同理,NC为38 056,GC=25.74 g,针帘C梳针齿密DC为3.2齿/cm2,C 针帘的梳理时间TC=SC/v=0.245 min,得vC=6507 mm/s,vD=8 730.1 mm/s。ND为61 420,GD=24.071 g,针帘D梳针的齿密DD为3.6齿/cm2,D针帘梳理的时间TD=SD/v=0.245 min,可得到vD=8730 mm/s。
5 新型绢纺直梳梳理区流场的仿真分析
新型直梳梳理工艺的梳理过程主要发生在“平面针帘—副夹板—平面针帘”之间,该区域的通道非常小,气流情况复杂。笔者利用流体仿真软件建立直梳梳理区“梳帘—梳针—空气”模型,分析不同速度下,直梳梳理区的梳针顶部以及梳针列与列之间梳理面的气流工况,以确定空气流动对纤维运动的影响。定义针尖汇集的平面为f1,将两列梳针之间的距离5等分,得到6个梳理面,分别记为A1,A2,A3,A4,A5和A6(见图4)。
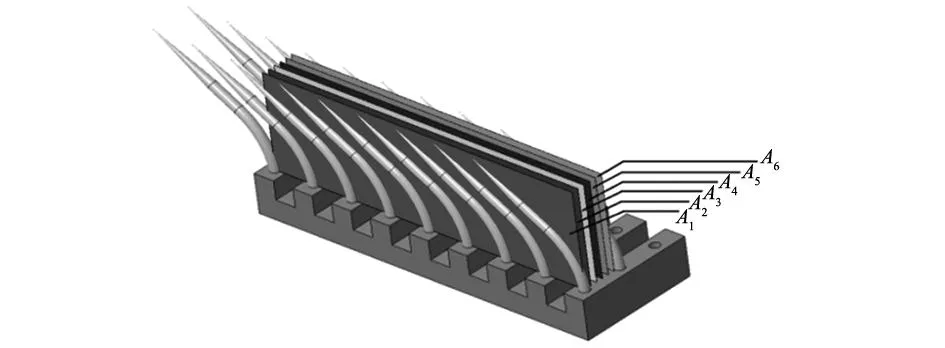
图4 梳理面划分
平面f1与梳理面A1交线定义为f1-A1。同样,定义交线f1-A2,f1-A3,f1-A4,f1-A5和f1-A6,得针帘速度分别为3665 mm/s,4129 mm/s,6507 mm/s和8730 mm/s时,A1~A6梳理面气流工况:A2梳理面的气流值与A6的大致相等,A3,A4,A5大致相等,即两列梳针之间的气流情况对称且呈现整体稳定状态;在针帘速度为4129 mm/s和8730 mm/s时,A2面和A6面(靠近梳针处)的气流发生了紊乱。因气流紊乱会导致纤维发生缠绕,产生无法梳理的绵结,故针帘梳理速度应避免选择这2个速度,将B针帘速度设置为3665 mm/s,将D针帘速度降为6507 mm/s。因速度降低而减少的梳针作用数可以通过增加D针帘梳理时间弥补,本例的D针帘梳理时,当副夹板进给量达到最大时,暂时不撤离,让绵在两侧针帘中静置梳理5.4 s。
综上,A,B,C,D针帘和梳针的各参数选择如表1所示。

表1 针帘和梳针参数
6 结语
6.1笔者设计的新型绢纺直梳梳理机构及工艺,借鉴了圆梳中采用“圆形锡林—夹绵板—圆形滚筒”的梳理模式,采用“平面针帘—副夹板—平面针帘”梳理模式,绵由副夹板夹取的方式经过两侧梳理针帘A,B,C,D 4个区域,设置不同针/齿密的梳针达到梳理循序渐进的目的。
6.2在类比圆梳初步确定每个梳理区的梳针作用数以及针帘材质、梳针种类和针密之后,考虑梳绵损失调整了梳针作用数,计算出针帘与副夹板组成的工作区长度以及每个梳理区的梳理速度,建立直梳梳理区梳帘—梳针—空气模型,利用流体仿真技术探知其梳理区的气流工况,发现在某些梳理速度下,靠近梳针处的气流可能会发生紊乱。
6.3根据仿真结果重新选择合适的针帘速度,通过改变针帘梳理时间来满足整体梳针作用数,避免产生气流紊乱且不影响梳理效率。新型绢纺直梳梳理机构可以在不影响直梳自动化、连续化的前提下,提高直梳的梳绵质量。
