汽车立柱把手设计及其刚度分析
2023-12-16代士青
代士青 ,江 芹 ,黄 勤
(江西五十铃汽车有限公司产品开发技术中心,江西 南昌 330010)
随着时代的发展和科技的进步,汽车内饰系统日新月异,各种新材料、新工艺层出不穷。立柱把手是汽车内饰的重要组成部分,一般在皮卡、大型SUV 及MPV 车上使用,主要作用是辅助乘客上车。其设计的好坏,一定程度上决定了车辆是否能在竞争激烈的市场上占有一席之地[1]。本文主要介绍了把手的组成、制造工艺以及材料,探讨了立柱把手开发设计过程中的布置要求以及结构设计要点,并介绍了立柱把手需满足的各种实验要求,最后利用有限元分析技术对立柱把手进行了刚度分析,验证设计的合理性。有助于提升后续车型的立柱把手设计水平,从而在设计阶段规避一些不合理之处,减少后期修模的费用。
1 把手制造工艺及材料
立柱把手一般安装在A 立柱上,起到辅助乘客上车的作用,如图1 所示,其主要由立柱把手本体、安装支架、螺钉堵盖以及金属骨架等组成。把手本体是人体主要的握扶区域,螺钉堵盖预卡在把手本体上,作用是遮蔽外露螺钉,金属骨架的主要作用是增强把手的强度和刚度,安装支架是用于安装把手本体的。
为确保其表面质量并降低立柱把手零件重量,把手一般采用气体辅助注塑成型技术制作。气体辅助注塑成型技术是指在注塑工艺中,在熔融塑料已适当充填到型腔的时候(90%~100%)注入高压气体(一般为氮气),推动融熔塑料继续充填满型腔,使塑件内部膨胀而形成中空,保持把手产品表面完整,用气体保压来代替塑料保压的一种新兴的注塑成型技术[2-6]。由于气体具有高效的压力传递性,可使气道内部各处的压力保持一致,因而可消除内部应力,防止制品变形,气体辅助注塑成型工艺一般用于成型中空的制品,其工艺流程如图2所示。
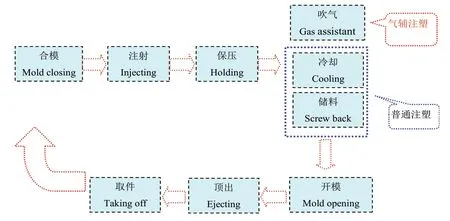
图2 气体辅助注塑成型工艺流程
有时为了提高立柱把手的刚度和强度,把手内部会放置金属骨架,采用嵌件气体辅助注塑工艺。把手的安装顺序是先将把手安装支架固定在车身上,再通过2个螺钉将把手固定在安装支架上,为了美观,螺钉不允许外露,需用螺钉堵盖遮蔽[7],立柱把手的组成如图3 所示。把手本体和螺钉堵盖的材料为PP,金属骨架为铸铝件,可降低零件重量,安装支架材料为Steel。
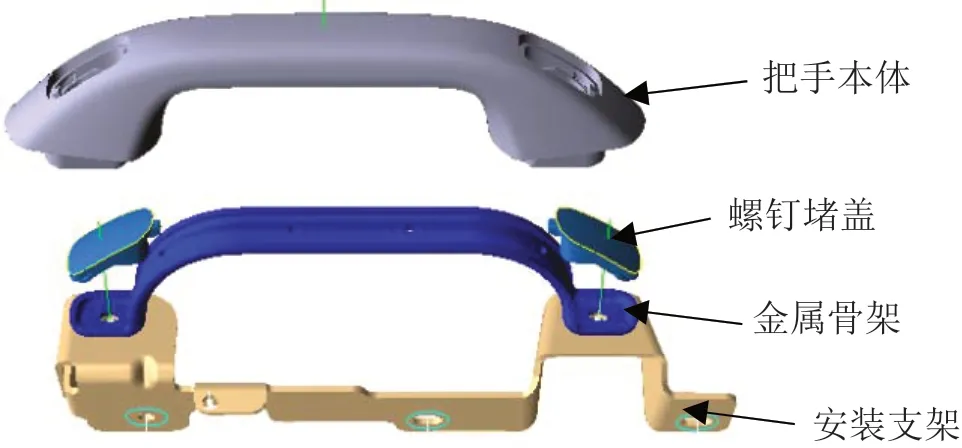
图3 立柱把手的组成
2 把手设计要点及实验要求
2.1 把手布置要求及结构设计
立柱把手的作用是辅助乘客上车,因此其设计需满足相应的人机要求。为便于乘客握住把手,把手与立柱之间的距离应不小于35 mm,把手竖直方向的长度应不小于80 mm,把手离车身地板的距离应不大于1 000 mm[8],把手的粗细适中,截面积在2 200 mm2~2 500 mm2之间,把手布置要求如图4所示。
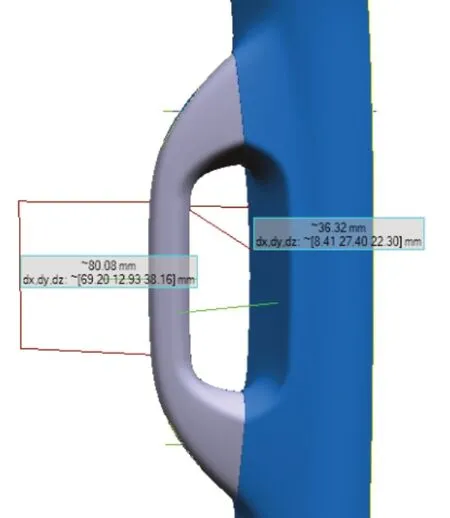
图4 把手布置要求
立柱把手与立柱的配合采用压接方式,把手设计要求如图5 所示,两者的搭接量不小于2 mm,X向间隙为0,把手上有定位销与安装支架配合,定位间隙为0.1 mm,为便于把手安装,把手与立柱之间的Z向间隙为1 mm。
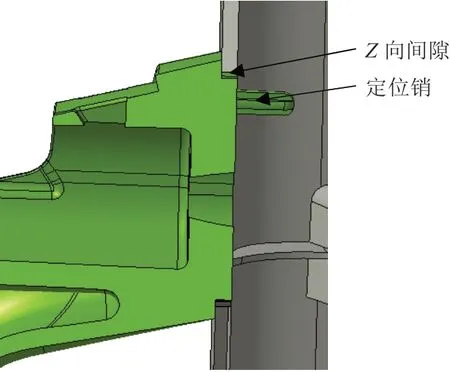
图5 把手设计要求
2.2 把手实验要求
立柱把手除需在设计阶段满足上述布置及结构设计要求外,还需满足各种相关实验的要求,包括法规项及一般的实验项。其中,法规项如表1 所示,《乘用车内部凸出物》要求把手所有圆角半径不小于2.5 mm,《汽车内饰材料的燃烧特性》要求把手的燃烧速率不大于100 mm/min,《汽车禁用物质要求》要求把手需满足汽车及其零部件产品中每一均质材料中的铅、汞、六价铬、多溴联苯、多溴联苯醚的质量百分数不得超过0.1%,镉的质量百分数不得超过0.01%[9]。
表1 立柱把手需满足的法规项
把手需满足的一般实验项如下:
1)短周期热老化实验。根据以下条件进行一个循环,实验时长为24 h,要求把手的装配、外观、功能、尺寸不受影响。
将把手在-30 ℃+/-2 ℃环境下放置5 h;
在23 ℃+/-2 ℃和50%RH环境下放置30 min;
在90 ℃+/-2 ℃环境下放置5 h;
在23 ℃+/-2 ℃和50%RH环境下放置30 min;
在50 ℃+/-2 ℃和95%RH+/-5%RH 环境下放置2 h;
在23 ℃+/-2 ℃和50%RH环境下放置30 min;
在-30 ℃+/-2 ℃环境下放置5 h;
在23 ℃+/-2 ℃和50%RH环境下放置30 min;
在90 ℃+/-2 ℃环境下放置5 h。
2)长周期热老化实验。在90 ℃+/-2 ℃环境下放置7 d,要求把手的装配、外观、功能、尺寸不受影响。
3)耐候性实验。也叫氙灯老化实验,一般实验方法需参照标准SAE J2412—2003,实验后要求零件不褪色、翘曲,间隙面差符合要求。
4)雾化实验。目前主要的试验标准为I S O 6452—2021、SAE J1756—2006 等,试验仪器为雾化仪,要求雾化值不大于70。
5)滥用力循环耐久实验。立柱把手需在450 N的外力作用3 000 次的情况下功能正常,不被破坏,把手耐久实验实际情况如图6所示。

图6 把手耐久实验
3 把手刚度分析
本文利用常用的有限元分析方法,计算把手在特定工况下的变形量。根据江西五十铃汽车有限公司的相关标准,在立柱把手上施加1 000 N 的载荷,分析计算把手的变形量应不大于0.5 mm[10]。首先将分析模型(包含立柱、把手、安装支架)导入HyperMesh软件中,利用其强大的网格划分功能进行3D 网格划分,设置网格类型为四面体单元,单元尺寸为1.5 mm。将划分网格后的文件导入ABAQUS 中施加约束及荷载,并利用该求解器进行分析计算,约束把手安装支架到车身以及把手到安装支架的所有固定点的6 个自由度,此有限元模型单元数为75 682 个,节点数为76 558 个。把手变形云图如图7 所示,由此可知,把手在1 000 N 的载荷作用下的最大变形量为0.432 mm,满足公司规范要求。
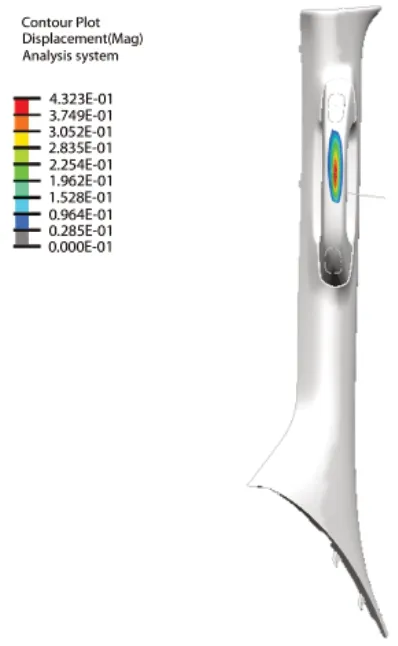
图7 把手变形云图
4 结论
1)本文首先介绍了立柱把手的组成、制造成型工艺以及材料的选择,然后介绍了立柱把手的布置要求以及结构设计要点,如与立柱的匹配要求,零件试制后,把手还需满足法规项及一般实验项的要求,能够为后续车型的把手设计提供一定的参考。
2)根据实际使用情况,利用有限元分析软件对把手进行刚度分析,分析结果表明:把手在1 000 N的外力作用下,其最大变形量为0.432 mm,满足江西五十铃汽车有限公司规范变形量不大于0.5 mm的设计要求。
