浮法超薄玻璃的光学性能指标改善
2023-12-14陈鑫
陈 鑫
(深圳市新旗滨科技有限公司,深圳 518000)
随着近年来电子显示技术的高速发展,手机及平板电脑等移动电子显示设备飞快的更新换代。高铝玻璃由于轻量化的超薄尺寸、耐磨耐摔等优异的强化性能在电子显示行业得到了越来越多的应用。而作为电子显示屏的盖板玻璃,其超白通透的光学性能是一项较为关键的重要品质指标,细化到表征颜色的透过率、色泽和光学均匀性的玻筋条纹、波纹度等指标,均有较为严格的控制标准以及检测方法。
由于超薄玻璃其铝含量较高的成分特点,其高温粘度较大,相应在熔化澄清、成型退火等生产工艺过程中,工艺控制和操作难度比传统的钠钙硅平板玻璃高出很多。而光学性能指标的改善,是要求整个生产工艺系统的全过程控制,从原料的进料质量、配料及输送的均匀性、熔化澄清的液流均化、成型退火等全过程的系统性的精准控制和连续稳定运行。对连续性的工业化大生产,要按照精细化的控制理念进行控制。
1 玻璃颜色的指标及工艺控制要点
高铝玻璃的主要生产厚度是0.3~1.5 mm。其虽然是超薄玻璃,但是对透过率及色泽要求更高。首先,高铝玻璃的铁含量要求在50 mg/kg以下,而常规建筑用浮法普白玻璃的铁含量在800~1 200 mg/kg。几种常见平板玻璃的铁含量对比见表1。

表1 常见平板玻璃的铁含量及透射比比较表
在玻璃颜色的工艺控制上,对原料的铁含量、系统杂质铁的控制、配合料的氧化还原性、熔窑的火焰气氛控制等几个方面,高铝玻璃的相应工艺控制指标要严格很多,其在颜色的稳定性方面也更加敏感。
1.1 原料来料质量及配料工序的严格要求
高铝玻璃采用部分矿物原料,同时还采用部分化工原料;对成分、粒度、料性等都有明确的严格标准。
主要原料硅砂,除了SiO2、Al2O3成分要求,铁含量要求在50 mg/kg以下。同时对粒度要求,除了常规的大颗粒要求0.8 mm以下(标准筛25目)全通过,超细粉在0.106 mm(140目以下)的比例严格控制在5%以下。同时对粒度级别分配也有要求,如粒度在25~30目之间,要求小于0.5%,粒度在120~140目之间的细颗粒,要求小于20%;对硅砂的重金属含量、烧失量有要求,对采用新矿点的硅砂要进行监测。
对原料的料性COD值(化学氧需要量)监控非常重要。按照规范的检测方法,需要长时间持续的跟踪积累各种原料的料性数据,并和生产中的工艺变化对比分析,尤其注意原料产地变化时检测要加密。原料COD值的变化对颜色会产生较大的影响,尤其对于采用芒硝作为澄清剂的料性,对COD值要严格控制波动范围。
对易吸水受潮结块和容易分层的原料均需要采取相应的措施。
称量精度要求动态精度1/1 000,静态精度1/3 000;配合料均匀度要求大于95%,均方差要求小于0.1;配合料温度、水分等相比普通浮法高一个等级;同时考虑各种原料的粒度水分等特点,对混合机的下料顺序也要严格控制,减轻较重颗粒原料的底部沉积和超细粉原料的挥发量。
对原料输送系统控制系统磨损铁及杂质的铁要严格控制,要求整个原料的系统磨损铁要在10 mg/kg以下,采取所有斗提内衬PE板、碎玻璃斗堆场增加PE板、硅砂库及所有原料仓内衬PE板,输送皮带托辊改成螺旋式回程托辊等措施,采取强磁除铁设备等。
在配合料的输送过程以及料仓内,需采取一定的措施控制和杜绝混合料结团、分层、飞散等情况,如采用气锤、振动电机等。对碎玻璃粒径需要严格控制,尤其避免碎玻璃细粉结团情况;对碎玻璃覆盖率严格控制偏差小于1~2 m。
1.2 熔化温度及气氛对玻璃颜色的影响
玻璃中的颜色主要是玻璃成分中铁的着色引起,而铁的化学价态不同,其着色能力差异很大。氧化亚铁的着色能力较强,氧化铁的着色能力稍弱。同时采用硫酸盐作为澄清剂的情况较多,硫酸钠的分解对气氛有一定要求,并会影响到亚铁的比例,继而对玻璃颜色产生相应的变化。还有一些生产线,会使用一些脱色剂来追求玻璃的颜色“纯正”,即控制玻璃颜色的色度值(L*、a*、b*)在一个较小范围内,而脱色剂的作用同样和熔化的温度及气氛有关。
在熔化过程中,助燃风比例较高,火焰气氛偏氧化的气氛利于玻璃中的Fe2+降低,相应Fe3+增加,玻璃颜色会偏黄一点(色度值b*增大);但由于Fe3+的着色能力相比Fe2+的着色能力弱,在同样铁含量的玻璃对比,亚铁比低的玻璃透过率更高。根据这一特点,生产中要求对应的工艺控制方法,对于追求更高的可见光透过率、更高的光伏转换效率的光伏玻璃,其在熔化火焰气氛上多是控制稍高一点的烟气残氧含量;而对于建筑幕墙玻璃基片,其由Fe2+着的偏蓝色玻璃幕墙具有更好的视觉效果,在熔化火焰气氛上就要控制相对低一些的烟气残氧含量。
熔化热点温度的高低也对玻璃的亚铁比有影响。对比实际生产中的数据,热点位置小炉腿的手测红外仪温度在1 550 ℃和1 590 ℃,玻璃颜色b*值变化增加近0.1,说明亚铁比有提高。
熔窑冷却部的稀释风用量以及热风枪风火量也会对玻璃颜色有一定影响,尤其是采用脱色剂的生产线,冷却部甚至锡槽的风火量及气氛变化都会带来颜色的变化。
2 玻筋条纹、波纹度的特征及工艺控制改善方向
玻璃的光学性能指标,除了透过率、色泽(色度值)等颜色指标外,光学均匀性是更重要的一项。而玻璃光学均匀性的指标有玻筋条纹和波纹度,其在工艺控制上的难度更大。
2.1 玻筋及条纹
玻筋是平板玻璃中条纹的表现形式,是检查玻璃板光学均匀性的最常用指标。在国标《GB11614—2022平板玻璃》中,光学变形是衡量玻筋情况好坏的质量指标,2 mm厚度薄玻璃的光学变形角要求≥50°;而对超薄玻璃由于其应用行业的高标准,对光学变形的检测角度达到75°的大角度要求,即对斑马条纹检测变形的要求是标准12 mm的条纹,经过强光光源在75°的照射下,条纹变形在(12±2)mm以下;如图1、图2所示。
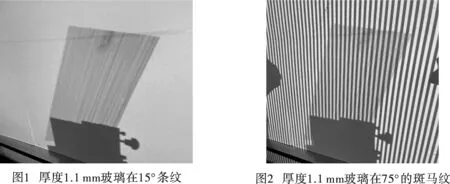
玻筋及条纹的形成机理是玻璃成分粘度的不均匀,导致在玻璃拉引方向形成条带状宏观变形缺陷。其粘度不均匀的成因主要有两个方面:
1)化学成分上的不均匀,主要来自于熔化澄清均化阶段。具体原因有原料成分粒度的稳定性、配合料的均匀性、熔化玻璃液流的均化效果等,以及在成分变化的玻璃液分层等方面;2)物理上由于玻璃液的温度不均匀所造成的粘度差异。来自熔窑的熔化澄清部及冷却部的液流紊乱,横向温度差及上下层温度差所造成的参与成型流的粘度不均匀;在锡槽成型高温区域的横向温度差异,以及纵向冷却速率不一致等原因产生的粘度差都会造成光线的折射透射不均匀,形成玻筋条纹。
2.2 波纹度定义及检测
超薄电子玻璃的微观波纹度是指玻璃上下表面一种介于粗糙度和宏观表面几何形状偏差之间的表面不平整程度,是具有较小间距和微小峰谷的微观几何形状偏差。波纹度的波峰(最大值)和波谷(最小值)体现了玻璃表面一定周期的高低起伏,是影响超薄电子玻璃光学性能的重要因素之一。
目前国外先进超薄玻璃和国内某厂的波纹度控制标准情况如表2所示。
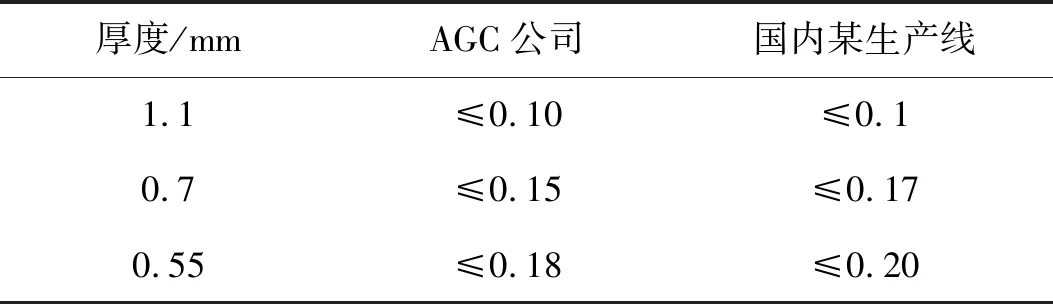
表2 国际厂家和国内生产线在不同厚度超薄玻璃的波纹度标准
超薄电子玻璃生产线微观波纹度的检测方法是采用触针式粗糙度仪进行离线抽检。选取一定规格的玻璃检测试样,放置在水平工作平台上,并沿垂直拉引方向扫描约150 mm。扫描产生的电阻信号通过传感器变成电信号,在记录仪上自动记录下来,从而把玻璃表面的不平整以高低起伏的曲线表现出来,再由计算机自动进行微观波纹度的计算和分析,自动测出微观波纹度的数值。
2.3 熔化工艺控制方向
改善玻璃的光学均匀性,在熔化工艺原理上就是提高玻璃液的成分及粘度的均匀性。温度制度方面的合理温差形成稳定的玻璃液对流,通过鼓泡、搅拌等外力促进玻璃液的对流均化,通过合理的卡脖水包深度和流道深度来选取质量最好的玻璃液面层流进入成型。
工艺温度制度稳定、熔窑温度场及液流稳定对改善玻筋及条纹非常重要。
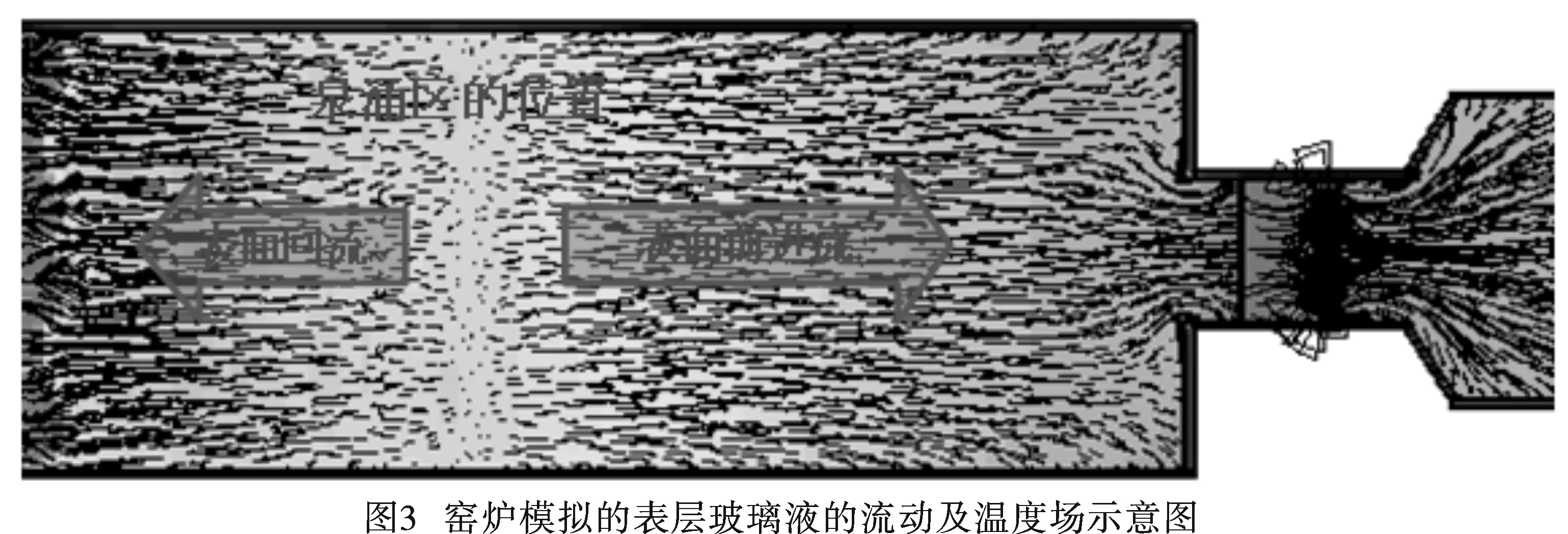
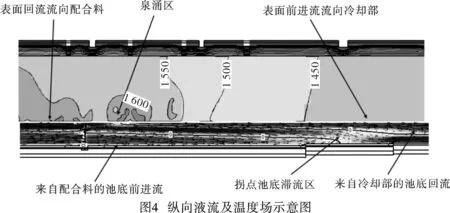
熔窑作为一个大型的热工综合体,其窑内的玻璃液流动既有纵向的对流,也有横向的对流。图3为某生产线窑炉模拟的表层玻璃液的流动及温度场示意图,图4为纵向液流及温度场示意图。
窑内玻璃液的对流,在窑炉结构确定的情况下,和熔化工艺制度的设定、前后各小炉热负荷的分配、热点与投料口及澄清部合理的温差、投料方式及横向投料速比的配置、窑炉压力、热点温度的高低等工艺配置参数有关。池底温度则为最具有衡量窑内液流稳定性的代表。通过生产中的实际数据检验,对于高铝玻璃,对池底温度的波动要求在2 ℃/周的范围内,有利于达到较好的玻筋条纹状态。
配置鼓泡及搅拌器可通过外力带动玻璃液的对流均化有效改善光学性能。
鼓泡器在熔化纵向的位置很重要,如图4所示玻璃液流动示意,鼓泡设置于池玻璃液的上升拐点位置和表层玻璃液流的泉涌位置之间。鼓泡带动玻璃液的翻腾作用和熔化工艺制度的玻璃液表层泉涌区重合,最有利于加大玻璃液的对流均化作用。
鼓泡器在横向上配置的间距,要考虑到玻璃液翻腾的泡晕的大小。行业里众多窑炉积累的经验间距在800~1 000 mm左右;两侧距离池壁的距离稍大,应注意避免鼓泡玻璃液翻腾对池壁的冲刷,同时也要避免间隙过大造成较多边部的玻璃液没有经过鼓泡而进入成型流。
鼓泡器的高度和鼓泡流量的大小对鼓泡液流的翻腾作用影响也较大。鉴于高铝玻璃粘度大的特性,鼓泡位置选取较为靠近池底的位置。较大的鼓泡流量(2~5 L/min)有利于玻璃液的均化,但需注意可能不利于玻璃液中气泡缺陷的消除。
在卡脖采用搅拌器,尤其对于超薄玻璃窑炉,是较为重要的促进玻璃液均化的手段。相对于水平搅拌的形式,垂直搅拌的效果更好一些;搅拌耙有鱼叉式和八字形两种;需要特别注意搅拌器对循环水的质量要求较高。在实际生产过程中,相关的数据表明,在玻璃液的深度方向,最高温度点和最好的玻璃液质量并不是表层玻璃液,而是液面线以下200 mm深的玻璃液层流。卡脖水包的深度影响到熔化部进入冷却部的表层流流量,以及冷却部底层的玻璃液回流量;流道玻璃液的深度决定了进入成型的玻璃液层流;图5为卡脖水包液流的示意图,流道区域的玻璃液流示意见图6。

对于更加注重质量的高铝超薄玻璃,相比普通浮法及压延线窑炉的水包压入深度,超薄线熔窑的卡脖水包压入深度只有其不到一半的深度;流道池底结构更加平缓,流道的玻璃液流在200~250 mm的深度较为合理。在设计阶段就要考虑合适的卡脖水包的压入深度以及流道的玻璃液深度以选取质量较好的表层玻璃液以下200 mm左右的层流进入锡槽成型。
2.4 锡槽成型工艺控制方向
改善薄玻璃的玻筋条纹及波纹度,锡槽成型的工艺原理上,就是减少玻璃液的横向温度差,平缓的拉薄成型定型,避免在纵向上的不均匀降温。主要的工艺控制点如下:
成型温度场的控制要精细,尤其是拉薄成型区的横向温度分区控制。优化锡槽电加热分布,电加热装机功率从中间至边部逐步升高,改善锡槽横向温差。
优化锡槽温度制度,玻璃液的温度每下降1 ℃,其黏度就上升4%;相比普通浮法高出近100 ℃的流道温度,升高前端温度场利于玻璃液充分的摊平和抛光;拉边机1#的位置,距离锡槽入口4~4.5 m左右,控制玻璃液在锡槽入口充分的摊平抛光。
拉边机间距要小,控制拉边机较小的角度及速差配置,避免单个拉边机的急速拉薄。常规浮法的拉边机间距有的生产线达到2 m,而超薄玻璃的间距一般在1 m以内。配置较多的拉边机数量,控制成型后区的温降速率,避免玻璃板在收缩段前的快速收缩带来的波纹度变差。在成型区,安装使用边部浸没式挡旗,利于减缓锡槽锡液对流和横向温差。出口端温度优化改善表面平整度,避免波纹度突高。
底壳冷却风管增加开度调节阀,调节阀门开度保证底壳温度的均衡;选择合适的锡液深度,在锡槽入口较深的锡液深度有利于玻璃板的摊平抛光。自首对拉边机到末对拉边机的区域,是锡槽玻璃厚度的成型区域。锡液深度较浅有利于厚度的快速成型,但较浅的锡液深度不利于成型的安全稳定运行。
3 结 语
光学性能是高铝超薄玻璃在电子显示行业应用的重要品质指标,而光学性能指标的改善要求整个生产工艺系统的全过程精细化控制。总结生产中的经验教训,严格监测原料的COD值控制杂质含量、精细控制配和料的均方差等指标、控制熔化温度及火焰气氛是控制玻璃透过率及色泽的有效手段。精细稳定控制熔化的温度场、稳定窑内的玻璃液对流、采用鼓泡和搅拌的强制均化措施、通过卡脖水包深度和流道玻璃液深度、选取液面线以下200 mm的玻璃液层流进入成型利于玻筋条纹的有效改善。对锡槽成型的电加热精细分区,较深的前区锡液深度和成型区较浅的锡液深度,配置小间距的拉边机平缓拉薄成型,采用挡旗等辅助措施能够有效改善波纹度,改善玻璃的光学性能,稳定达到电子显示的高标准要求。