一种用于热装工艺的自动化加热装置
2023-12-12张晓红齐玮凤
□ 张晓红 □ 杨 庆 □ 齐玮凤
中国航发动力股份有限公司 西安 710021
1 设计背景
航空发动机是一种高度复杂和精密的热力机械,各零部件装配连接质量直接关系到发动机使用的可靠性。发动机零件的连接,常采用过盈止口装配结构设计。热装配是过盈连接常用的一种方法,通常采用烟汽加热、蒸汽加热、油浴加热、预引导热装配、红装等方式加热配合零件,然后进行装配。热装后,包容件与被包容件均会产生变形,这种变形既包含热变形,也包含挤压变形。过盈量越大,挤压变形就越大。挤压变形常常造成不均匀变形,导致装配失效。目前发动机中采用过盈热装配的部件很多,多采用手持式加热装置加热或加热箱加热,加热效率低,并且加热过程无定位,受热不均匀,产生装配应力等,造成加热后零件装配精度不高,这是航空发动机部件止口热装工艺急需解决的问题。对此,设计了一种用于热装工艺的自动化加热装置。
2 技术方案
采用过盈配合连接的大型部件,常规的装配方法在笔者公司是无法完成的。一是无专用设备,二是零件尺寸和质量都较大,现场无适合的加热炉。即使可以加热吊装,从炉中取出到装配现场的过程中会影响到热胀的尺寸变化,进而影响装配,甚至会造成装配零件报废。另外,加热时不能操之过急,不然会因应力不均造成变形,影响装配。
所设计的用于热装工艺的自动化加热装置如图1所示。根据金属热胀冷缩的原理,将待连接的包容件加热,使之膨胀,减小与被包容件的过盈量,产生间隙,进而使两个零件很容易装配在一起,冷却收缩后达到过盈配合,实现紧固连接。这种方法适合于零件过盈量大或零件尺寸大不易使用冷作装配的情况。在定位支座安装面上,设计圆周径向定位块,具备定位功能。气缸向上顶起,驱动顶板上的硅橡胶加热板接触装配止口,开始加热。径向定位块向后收起,防止阻碍零件热膨胀。待完成热变形后,气缸向下移动,驱动加热板离开装配止口。然后起吊被加热零件,进行后续装配工序。
机构工作原理为顶板上的硅橡胶加热板通过内部加热器实现加热功能,使用温控器控制温度。
3 操作步骤
径向定位块安装在定位支座的导槽内移动,将全部径向定位块移动到导槽顶端的定位面上,再通过螺钉锁紧,完成径向定位。将发动机主燃单元体放置在定位支座上,实现定位。
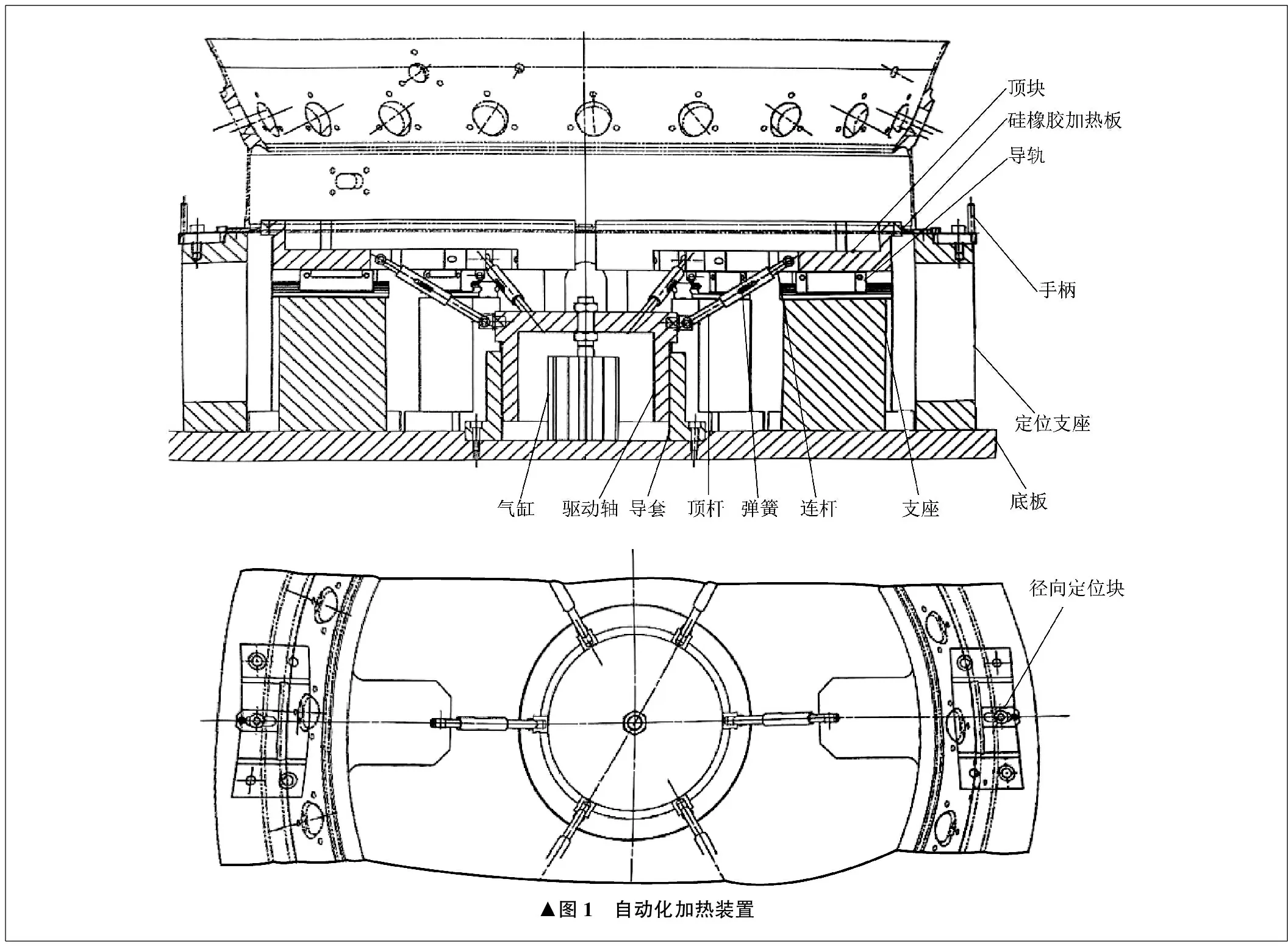
将全部径向定位块向外移动,防止定位块阻碍热膨胀。气缸向上顶起,推动安装在导套内的驱动轴。驱动轴推动由顶杆、弹簧、连杆组成的弹簧顶杆,顶杆推动顶块沿导轨向外移动,直到胶接在顶块上的硅橡胶加热板接触到主燃单元体的装配止口,硅橡胶加热板内的加热器开始加热。
待加热完成后,气缸带动驱动轴向下移动,所有顶块复位,硅橡胶加热板脱离装配止口。
发动机吊装脱离加热装置,开始装配工艺。
4 控制原理
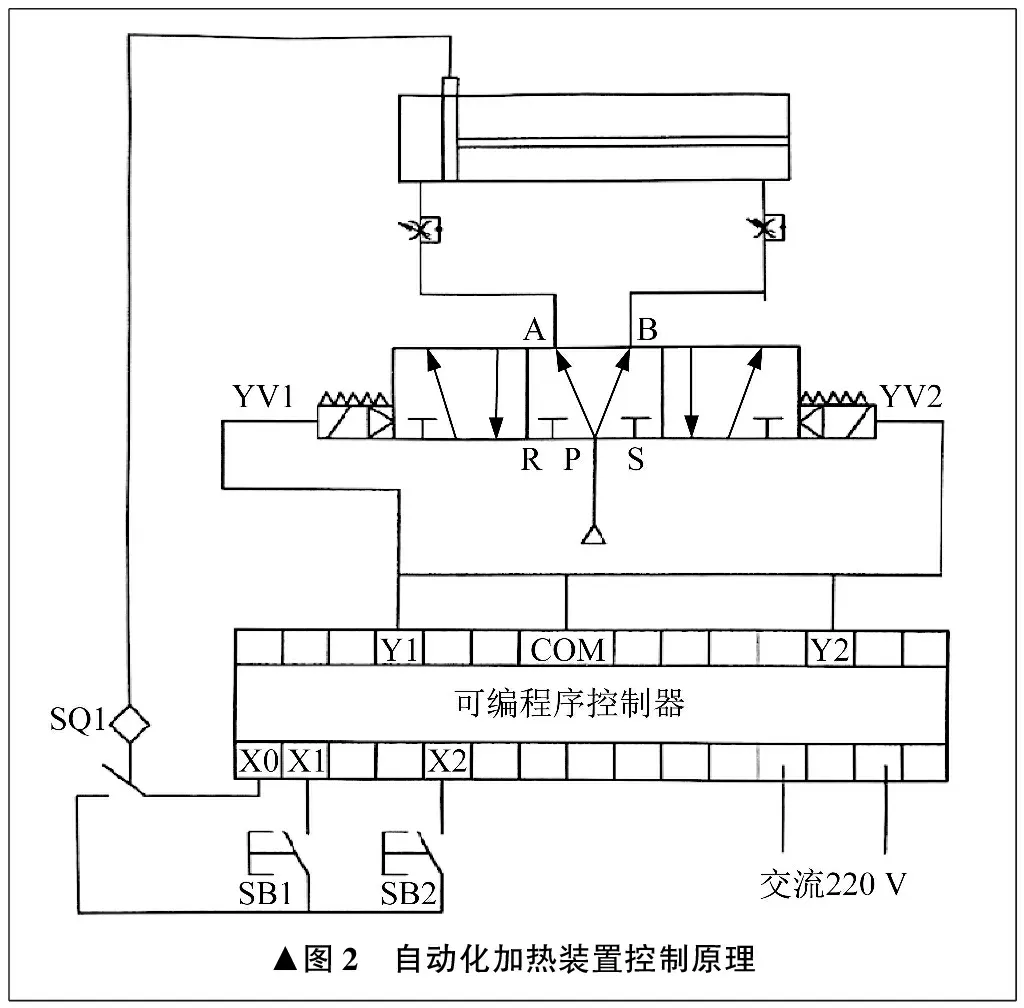
自动化加热装置控制原理如图2所示。通过可编程序控制器进行控制,当气缸运动开关SB1按下时,向可编程序控制器输入端X1输入信号,控制输出端Y1向电磁线圈YV1 发出信号,电磁阀芯移动到左位,控制气缸向上运动。气缸推杆的磁环运动到传感器位置时,感应开关SQ1动作,向可编程序控制器输入端X0输入信号,控制输出端Y1和Y2向电磁线圈YV1和YV2 发出信号,电磁阀芯移动到中位,气缸两端同时进气保持压力,从而保持位置。待加热完成后,按下复位开关SB2,向可编程序控制器输入端X2输入信号,控制输出端Y2向电磁线圈YV2发出信号,电磁阀芯移动到右位,控制气缸向下复位。
5 关键技术
为了防止气缸推力过大,造成发动机主燃单元体装配止口产生变形,导致机构功能无法实现,采用以下技术措施:
(1) 使用流量和速度控制阀,控制气缸的运动速度和推力;
(2) 通过侧面安装的位置传感器配合中位保压式三位五通先导电磁阀,控制气缸杆顶出的极限位置,当气缸杆移动到极限位置时,停止运动。
为了防止顶块对装配止口接触力过大造成变形,采用弹簧顶杆,减小接触力。
6 优点
自动化加热装置能精准、快速地定位连接零件被加热部位,使被加热部位均匀受热,加热过程高效,操作安全方便,可以实现对航空发动机主燃单元体配合止口的精准、高效加热,具体优点有五方面。
(1) 加热均匀性好。采用直接接触式加热,使零件被加热部位快速受热,且受热均匀。
(2) 加热部位精确,避免手持式加热装置加热不均匀对零件连接的影响。
(3) 弹性接触加热,避免对零件加热面造成损伤。
(4) 加热效率较原手持加热装置加热提升 80%,批量生产应用效果更好。
(5) 装置结构简单,质量轻,操作方便,使用安全。
7 结束语
针对航空发动机热装工艺的难点,自主研发设计了一种用于热装工艺的自动化加热装置,将航空发动机部件热装采用的人工加热方式改为自动化控制加热,加热效率提升80%,实现精准定位加热,加热温度准确可调,减小连接零件的装配应力,提高加热质量,在实现航空发动机关键装配工序自动化、智能化的基础上,提升发动机部件的装配质量及整机运行的可靠性。这一自动化加热装置适用于大多数止口类过盈装配连接的零部件,属于通用型加热装置,可推广应用于各个领域中类似装配结构的加热。